Станки данной группы предназначены для формирования пазов под шипы срединных соединений брусков, петли, ручки и другие предметы фурнитуры. Множество деталей в деревообработке соединяются между собой с помощью соединения «шип — паз», например детали стульев, кресел, дверей.
Сверлильно-пазовальные станки можно разделить на несколько групп в зависимости от уровня автоматизации и количества шпинделей:
а) ручные станки. Шпиндель или стол перемещается вручную, обработка ведется одной концевой фрезой. Широко известный станок СВПГ и сегодня выпускает Кировский станкозавод (рис. 1).
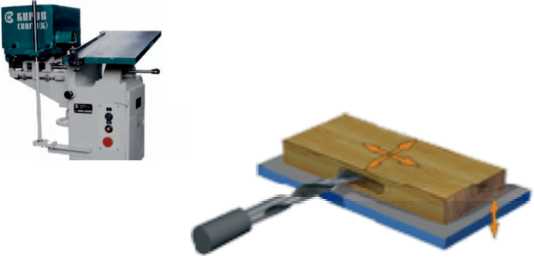
Рис. 1 Общий вид сверлильно-пазовального станка СВПГ-1И (Кировский станкозавод) и схема его работы
На этом станке можно делать пазы максимальной глубиной до 150 мм на длине до 220 мм. Сейчас особой популярностью пользуется его современная версия LBM 200;
б) полуавтоматы с двумя столами. Обработка ведется двумя шпинделями на двух столах соответственно — одновременно две детали, два одинаковых паза. Заготовка фиксируется на столе с помощью пневмоприжима, обработка ведется автоматически, оператор только закладывает и выгружает заготовку. Как правило, на таких станках работают два оператора. На рисунке 2 показан двухшпиндельный станок MS3112.

Рис. 2 Двухшпиндельный пазовальный станок-полуавтомат MS3112 (поставщик — «КАМИ-Станкоагрегат»)
Этот станок имеет ход шпинделя 120×60 мм, а частоту осцилляции — от 180 до 240 ходов/мин;
в) автоматические станки с ЧПУ. В России распространены модели для обработки дверей и дверной коробки. Дверное полотно закладывается в станок, оператор нажимает на кнопку, и обработка осуществляется в автоматическом режиме (рис. 3).
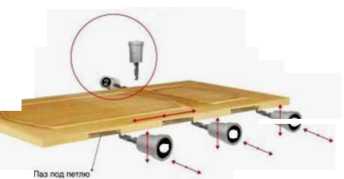
Рис. 3 Схема работы дверного центра с ЧПУ LBM-NC1 (поставщик — «КАМИ-Станкоагрегат»)
За один установ станок выбирает 3 паза под петли, паз под ручку, личинку, замок, накладку замка. Такой цикл обработки занимает до пяти минут с загрузкой/выгрузкой. Все размеры пазов и отверстий, место их положения на двери задаются в программе. Ранее созданные программы сохраняются в памяти станка. Аналогичные автоматы существуют и для мебельных деталей, например сверлилыю-пазовальный станок с автоподачей ZXC 100 для изготовления деталей жалюзи.
Долбёжные станки используют для получения в деталях из массивной древесины пазов и гнезд прямоугольной формы. Такие пазы необходимы чаще всего в срединных соединениях брусков оконных и дверных блоков, а также для постановки дверных и оконных петель. Режущим инструментом в станках могут быть фрезерные цепочки или долбяки (гнездовые фрезы), в том числе пустотелые. На рисунке 4 показан долбяк и долбежная головка, используемые для формирования пазов под дверные и оконные петли. Долбяк закреплен эксцентрично и в рабочем цикле совершает круговое возвратно-поступательное движение.
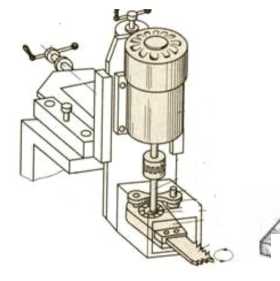
Рис. 4 Долбёжная головка долбежного станка и долбяк для формирования узкого прямоугольного
паза под дверные петли
Различные модели долбежных станков предполагают разнообразие глубины долбления до 200 мм. На рисунке 5 показаны одно- и многошпиндельный долбёжные станки итальянского производства.
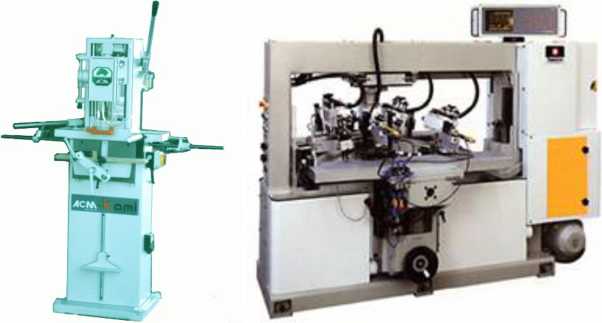
Рис. 5 Одопшиндельный долбёжный станок (Griggio) и многошпиндельный PRAGMA-TOP (Balestrini Renzo, Италия)
Станок G281 предназначен для горизонтального долбления пазов под петли навески и стяжки-завертки (замка) в брусках, створках и форточках оконных блоков в условиях мелкосерийного и серийного производства.
Многошпиндельный PRAGMA-TOP создан для обработки дверных полотен. В станке сначала жестко закрепляется дверное полотно, затем выполняется настройка положения долбёжных головок и хода долбяка (глубины паза). При включении станка режущий инструмент, закрепленный на эксцентрике, совершает возвратно-поступательное движение и формирует паз под петли. Длина паза определяется величиной поперечного хода стола с закрепленной на нем заготовкой. Максимальная длина осцилляции — 100 мм, максимальная глубина паза— 80 мм. Стандартная толщина хвостовика— 13 мм, расстояние между шпинделями — от 84 до 1170 мм, частота вращения — 6000-12 000 об/мин.
Цепно-долбёжные станки предназначены для изготовления отверстий, пазов, шипов, гнезд. Глубина долбления может составлять в зависимости от мощности двигателя и частоты вращения шпинделя до 200 мм. В станках используют в качестве режущего инструмента пильную цепочку (рис. 6).
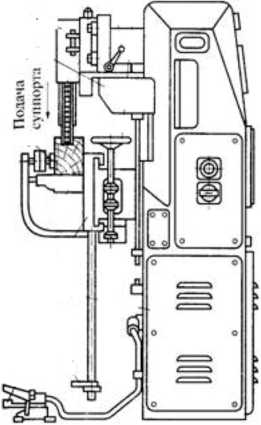
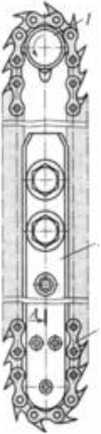
Рис. 6 Общий вид цепно-долбёжного станка ДЦА-3 и пильной цепочки
На малых и средних предприятиях долбежные станки находят применение при долблении пазов под петли навески и стяжки-завертки замка в брусках, створках и форточках оконных и дверных блоков.
Станок имеет рабочий стол с гидроприжимом и суппорт с режущей головкой. Вертикальная плита может смещаться в продольном направлении. Горизонтальная плита переставляется по высоте при настройке на заданный размер брусковой заготовки.
На рынке представлены цепно-долбёжные станки итальянских фирм Griggio и Centauro для получения пазов длиной до 340 мм и глубиной 180— 200 мм.