Шипы и проушины являются неизбежными элементами практически всех изделий из древесины, поэтому станки для их формирования занимают значительное место в столярно-мебельном производстве.
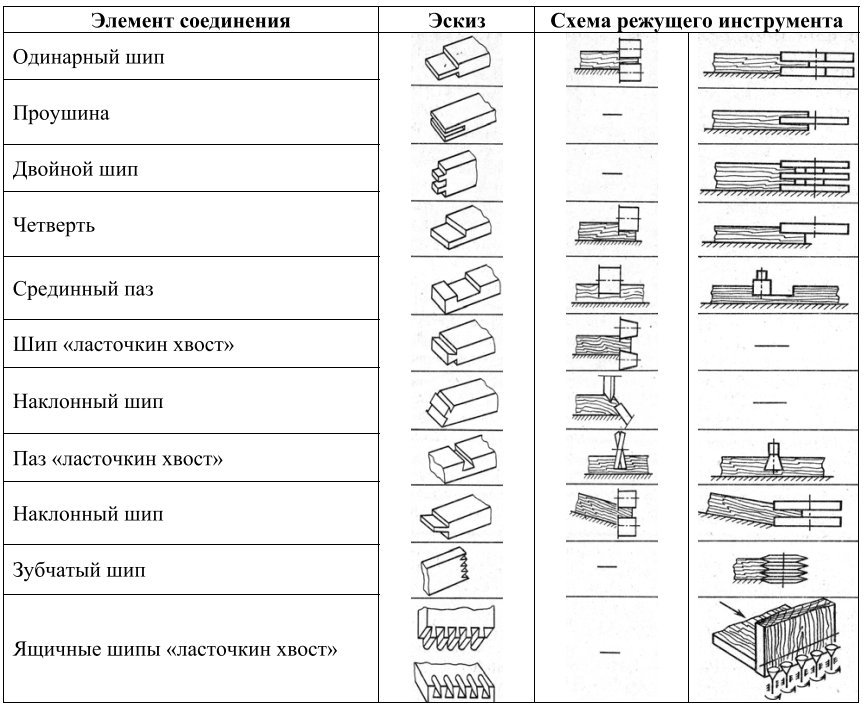
В таблице 1 показан спектр операций, выполняемых данными станками.
Таблица 1. Работы, выполняемые на шипорезных станках
Шипорезные станки делятся на одно- и двухсторонние. Односторонние станки являются обычно станками позиционного типа. Двухсторонние станки одновременно обрабатывают оба торца заготовки в проходном режиме. По конструкции формируемых шипов различают рамные и ящичные станки.
Рамные шипорезы фрезеруют рамные шипы, обычно с 1-2 шипами или проушинами на торцах брусковых деталей, которые затем собираются в изделия типа рамок или коробок. Ящичные шипорезы зарезают шипы по пласти щитовых деталей, которые затем собираются в изделия типа ящиков (например, корпуса радиоаппаратуры).
Простейшими шипорезными станками следует считать фрезерные станки с нижним расположением шпинделя, оснащенные шипорезными каретками. Недостатком таких станков является то, что они имеют только один шпиндель, что недостаточно для формирования двойного шипа. К тому же на этих станках отсутствует торцовая пила, необходимая для формирования качественной торцовой поверхности.
Для формирования большинства рамных шипов одного фрезерного шпинделя недостаточно. Поэтому классический односторонний шипорез имеет обычно три-четыре шпинделя (рис. 1):
- пильный узел для опиливания торца и получения торцовой поверхности высокого качества;
- верхняя и нижняя ножевые головки для фрезерования заплечиков шипа; — фрезерная головка с дисковой фрезой для формирования проушины шипа.
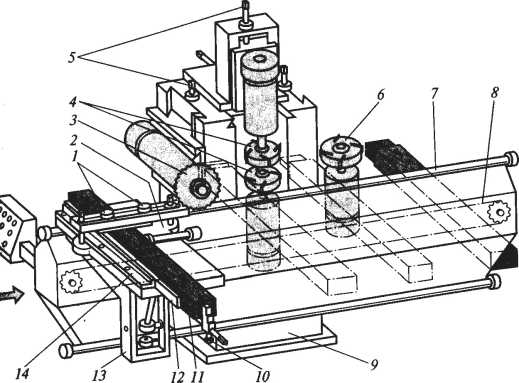
Рис. 1 Схема одностороннего шипорезного станка: 1 — гидроприжимы; 2 — стол; 3 — пила; 4 — шипорезные фрезы; 5 — винты настройки; 6— дисковая (проушечная) фреза; 7— направляющая; 8— цепь; 9— станина; 10— упор; 11 — заготовка; 12 — подпорный брусок; 13 — каретка; 14 — опорная линейка.
Каретка, на которой жестко фиксируется заготовка, может быть с ручным или механизированным приводом.
В России шипорезные станки выпускают «КОДОС-Станкоагрегат» (марки ШО 16-4М) и Липецкий станкозавод (марки ШОБ-20). Станки позволяют формировать шипы и проушины длиной до 160 мм. Стол станков имеет возможность наклона, что позволяет формировать наклонные шипы — до 20° к пласти заготовки. Каретка с закрепленной заготовкой совершает возвратнопоступательное движение от гидропривода. Станки находят основное применение в производстве оконных и дверных блоков. Для брусков оконных створок обычно применяют одинарные шипы, для брусков оконных и дверных коробок — двойные шипы.
Шипы можно зарезать также на так называемых угловых центрах для обработки деталей оконных блоков. Угловой центр представляет собой комбинации одностороннего шипорезного станка и фрезерного станка с нижним расположением шпинделя. На таком агрегате выполняется комплекс работ по изготовлению брусков оконных створок — сначала формируются шипы и проушины на обоих торцах заготовок, а затем выполняется фрезерование профиля при продольном движении заготовки относительно фрез. Здесь же могут быть предусмотрены пилы для отпиливания штапика. После сборки створок на этом же станке выполняют их обгонку по периметру.
Такие угловые центры (многоцелевые обрабатывающие центры) выпускают завод «Красный металлист» из Ставрополя (модель ЦБР-10) и Липецкий станкозавод (модели МДДЦ-15 и МДЦ-25 — см. рис. 2).

Рис. 2 Многоцелевой обрабатывающий угловой центр МДЦ-25 Липецкого станкозавода
Липецкие агрегаты представляют собой комбинацию одностороннего шипорезного станка ШОБ-20 и продольно-фрезерного СФП-1. Технологический цикл обработки детали на агрегате складывается из следующих операций:
- установка заготовки на линейке по бегунку;
- прижим заготовки;
- обработка торца пильным шпинделем;
- обработка торца фрезерным шпинделем — нарезка шипов и проушин;
- возврат каретки;
- разжим детали;
- переустановка детали;
- далее повтор п. 2-5;
- подача заготовки для фрезерования кромки,
- выход обработанной заготовки.
Двухсторонние шипорезные станки предназначены для формирования шипов одновременно на обоих торцах заготовок (рис. 3). Особенно часто они используются в цехах по производству оконных и дверных блоков, так как здесь каждая деталь конструкции имеет прямые шипы. Двухсторонние станки имеют на своей раме один неподвижный агрегат и один подвижный, который позволяет выполнять настройку станка на заданную длину детали. Проходной способ работы обеспечивает система подачи заготовок в виде двух цепных конвейеров с упорами.
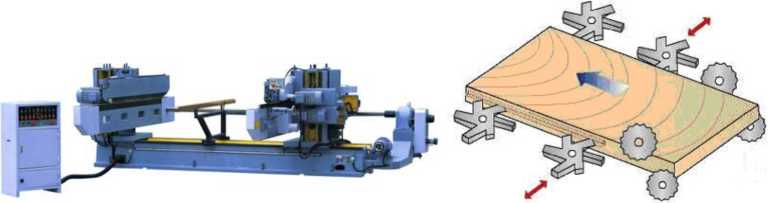
Рис. 3 Двухсторонний шипорезный станок MX 3825В и схема его работы (V-Hold, Китай)
Станок имеет восемь режущих суппортов, конвейер с бесступенчатым регулированием скоростей подачи, верхние приводные прижимные устройства. Первыми по ходу подачи материала расположены два пильных суппорта для торцовки заготовки. За пильными суппортами расположены два прорезных. Последними по ходу подачи материала расположены четыре вертикальные (верхние и нижние) шипорезные суппорты. Станок легко встраивается в поточную линию изготовления дверей и окон.
Станки, работающие по аналогичной схеме, выпускают также канадская фирма Beaver и тайваньская Leadermac. В станках используются так называемые прыгающие фрезы, или фрезы с отскоком, которые позволяют избегать сколов древесины на углах детали. Основная фреза отводится немного в сторону, а формирование шипа заканчивается другой фрезой с обратным направлением вращения.
Основная особенность ящичных шипорезов— возможность формирования шипов на деталях большой ширины. Отечественный станок ШПА-40 (рис. 4) имеет рабочую ширину 400 мм и используется в производстве корпусов радиоаппаратуры, упаковки для дорогих приборов и прочих товаров.
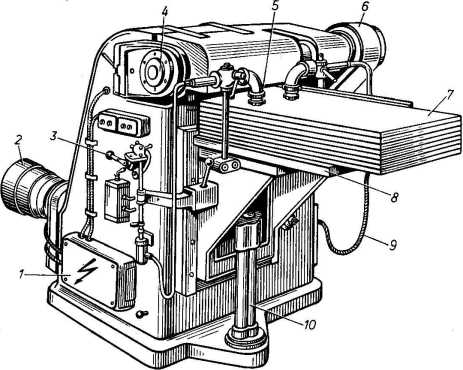
Рис. 4 Ящичный шипорез ШПА-40 с автоматической подачей: 1 — пульт управления; 2 — электродвигатель; 3 — орган управления гидроприводом; 4 — подшипник рабочего вала; 5— гидрозажим; 6— ременная передача; 7— заготовки; 8 — стол; 9 — гидрошланг; 10 — гидроцилиндр подъема стола.
Станок имеет горизонтальный фрезерный вал. Шипы зарезаются при вертикальном перемещении стола с закрепленными на нем заготовками. В нашей стране выпускались также ящичные шипорезы ШЛХ-З для шипов типа ласточкин хвост и двухсторонние Ш2ПА для прямых шипов.
Станки итальянской фирмы OMEG для ящичного шипа фрезеруют до четырех типов шипов с регулируемым шагом по форме, указанной на рисунке 5. Станочный агрегат может обрабатывать обе части соединения типа ласточкин хвост по отдельности или одновременно, в зависимости от установленной оператором программы. Длина обрабатываемой заготовки колеблется от 200 до 1500 мм, а ширина — от 60 до 770 мм в зависимости от марки станка.

Рис. 5 Фреза для формирования проушин типа ласточкин хвост фирмы OMEG (Италия)и общий вид соединения ящичными шипами
Современные импортные шипорезные станки имеют следующие особенности:
- удлиненные фрезерные шпиндели, что позволяет устанавливать на них два-три комплекта инструмента для шипов различной конструкции и очень быстро перенастраиваться на другую задачу путем вертикального позиционирования шпинделя;
- полуавтоматическая или автоматическая установка инструмента (фрез, ножевых головок, пилы) в рабочую позицию;
- цифровая индексация важнейших параметров работы станка.
Помимо прямых шипов, в мебельном производстве требуется формировать шипы наклонные, круглые или скругленные. Для таких целей существуют специальные шипорезные станки, в которых формирование круглых и скругленных шипов происходит в позиционном режиме. При жестком закреплении заготовки режущий инструмент совершает замкнутое движение по контуру шипа (рис. 6). Наиболее широкое применение подобные станки находят в производстве кресел и стульев.
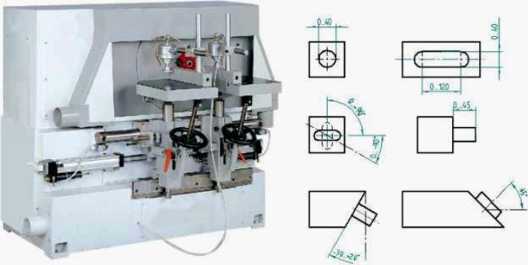
Рис. 6 Станок шипорезный ШДС-1 (Кодос-Станкоагрегат) и эскизы шипов, нарезаемых на этом станке
Станок имеет два стола, работающих в автоматическом попеременном режиме. Значения толщины, ширины и наклона шипа можно перенастраивать без выключения станка.
Аналогичный станок выпускает итальянская фирма Bacci Paolino. Станок позволяет изготовить любой тип мебельного шипа в любой плоскости. Регулировка движения шпинделя осуществляется механически и занимает несколько секунд. Стандартная комплектация станка позволяет получать шипы без сколов древесины на выходе инструмента. Толщина, ширина и наклон шипа регулируются без остановки станка, с помощью выносного регулирующего колеса.
На рынке можно также найти двухсторонние станки с программным управлением для формирования шипов разной формы, в том числе скругленных (рис. 7).
Данный станок имеет систему автоматической загрузки/выгрузки прямолинейных и криволинейных деталей, а также ЧПУ-настройки всех параметров отдельно для правого и левого агрегатов.
Станки для зарезки зубчатых шипов конструктивно близки к односторонним пшпорезным станкам. Отличие заключается в применении специальных фрез, конструкция которых обусловлена нужным профилем шипов. Обычно сегодня для сращивания используют минишипы с длиной 10-15 мм. Перед фрезерной головкой устанавливают торцовую пилу для зачистки торца перед его фрезерованием.
Следует различать станки для зарезки горизонтальных и вертикальных шипов. Горизонтальные шипы зарезают по кромке заготовки, а вертикальные — по пласти. Для обоих типов шипов существуют как позиционные, так и проходные станки.
В России станки для нарезки шипов с целью последующего сращивания короткомерных отрезков пиломатериалов выпускают несколько предприятий (в Великом Новгороде, Ставрополе, Липецке, Костроме, Твери). На рисунке 8 показан станок для зарезки минишипов СФШ-005 фирмы «Бакаут» из Великого Новгорода.

Рис. 7 Автоматический шипорезный станок с ЧПУ MSZ 2000 (поставщик MS-group-Krasnodar) («Бакаут», Великий Новгород)
Рис. 8 Шипорезный станок для нарезки зубчатых минишипов СФШ-05
Пачка заготовок укладывается кромками на каретку, выравнивается торцами по упору, фиксируется пневмоприжимом. Заготовки могут укладываться пластью вниз для формирования горизонтальных шипов или устанавливаться на кромку для получения вертикальных шипов. Затем каретка механически подается на режущий инструмент, а после зарезки шипов возвращается в исходное положение.
Для формирования шипов на втором торце пачка заготовок разворачивается на 180°, снова базируется по второму торцу и цикл зарезки повторяется, при этом стол автоматически смещается по высоте на полшага зубчатых шипов (шаг соединения составляет 3-5 мм). Шипорезный станок оснащен оригинальным узлом подрезной пилы, сокращающим ход каретки, что повышает производительность труда. Ширина пакета заготовок — до 400 мм. Скорость подачи каретки регулируется. Минимальная длина заготовки — 200 мм, максимальная — 730 мм, цикл обработки одной пачки —1-2 мин.
Вместо каретки подобные станки могут быть оборудованы столом с поворотным конвейером, который позволяет сократить время вспомогательных операций и повысить производительность станка. После обработки одного торца снимается зажим заготовок, конвейер поворачивается (вручную или автоматически), заготовки базируются по противоположным торцам, снова зажимаются и происходит опиловка и формирование зубчатых шипов на втором торце заготовок. Такая конструкция, однако, рассчитана только на короткие заготовки, обычно длиной 0,7—1 м.
Проходной способ фрезерования горизонтальных шипов реализуется в линии, где имеется поперечный конвейер, по краям которого находятся два шипорезных станка. В ходе движения доска сначала базируется и фрезеруется по правому торцу, а затем — по левому (рис. 9).
Совсем иначе обстоит дело при нарезке вертикальных шипов на досках средней и большой длины. В производстве клееных балок длиной до 12 м и более для сращивания используют вертикальные шипы, поэтому шипорезные станки с кареткой здесь не подходят.
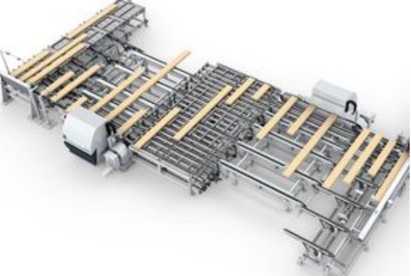
Рис. 9 Линия формирования зубчатых горизонтальных шипов для длинных досок (Weinig, Германия)
Вертикальные профили используются главным образом в конструкциях деревянных сооружений, а также при изготовлении окон и рам. Этот метод гарантирует наибольшую площадь склеивания, что означает получение самого прочного зубчато-клинового соединения из всех возможных.
В линиях сращивания применяют позиционные станки для поштучной нарезки зубчатых шипов (рис. 10) в которых рабочее движение сверху вниз выполняет фрезерный шпиндель.

Рис. 10 Станок для вертикального формирования зубчатых шипов (Weinig, Германия)