Все пильные станки можно классифицировать по следующим признакам:
- по виду режущего инструмента: с рамными, ленточными, цепными или круглыми пилами,
- по числу пил — одно- и многопильные,
- по принципу работы — проходные или позиционные,
- по виду подачи материала — с ручной или механической подачей,
- по виду выполняемых работ:
- для поперечного пиления (торцовочные);
- для продольного пиления (прирезные);
- для пиления под углом (усорезные);
- для смешанной распиловки (комбинированные);
- для криволинейного пиления (ленточнопильные столярные);
- для опиловки кромок древесных плит (форматно-обрезные);
- для раскроя плит на заготовки (форматно-раскроечные);
- для торцовки пакетов пиломатериалов (цепные).
- по расположению пил — с верхним или нижним расположением круглых пил, с горизонтальным или вертикальным расположением рамных или ленточных пил.
Внутри определенного класса станков может быть дополнительная классификация. Например, форматно-раскроечные станки могут быть вертикальными или горизонтальными, а также портального типа или с прижимной балкой.
В этом разделе речь пойдет о торцовочных станках. В столярно-мебельном производстве операция торцовки является обычно первой операцией с сухими пиломатериалами. Пильные торцовочные станки для пиломатериалов предназначены для получения черновых заготовок нужной длины. (Черновой называют заготовку с припусками на последующую обработку.)
По расположению пилы относительно рабочего стола различают станки с верхним и нижним расположением инструмента.
Торцовочные станки с нижней пилой относятся к балансирным станкам и предназначены для раскроя пиломатериалов на заготовки путем резания поперек волокон древесины. Принципиальная схема одного из торцовочных станков данного типа показана на рисунке 1.
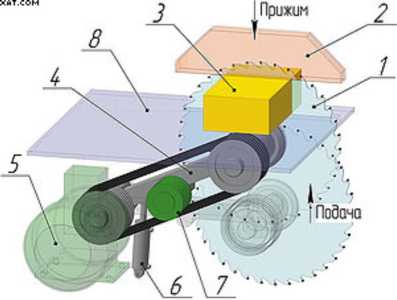
Рис. 1 Схема торцовочного станка с нижним расположением пилы: 1 — торцовочная пила; 2 — прижим-ограждение; 3 — заготовка; 4 — кронштейн со шпинделем; 5 — электродвигатель; 6 — исполнительный цилиндр; 7 — ременная передача с натяжителем; 8 — стол.
По команде оператора в систему подается рабочая жидкость или сжатый воздух, шток цилиндра движется вниз и через систему рычагов вызывает движение пилы вверх по дуге окружности. На рабочем столе станка имеется прорезь для выхода пилы, а над пилой установлено прижимное устройство, которое одновременно является ограждением пилы. Система управления станком предусматривает опережающее срабатывание прижимного (защитного) устройства.
Станки данного типа отличаются компактностью, быстродействием, но ограниченной шириной пиления, которая зависит в основном от диаметра пилы. Производительность станка определяется уровнем механизации и автоматизации работ на данном участке. При ручной подаче материала производительность торцовочных станков зависит не от технических параметров оборудования, а от способностей рабочего, который может выполнять 6-12 резов в минуту (в зависимости от длины и размеров поперечного сечения досок).
Основные параметры торцовочных станков с нижней пилой:
- Наибольшая ширина заготовки, мм 40-250
- Наибольшая толщина заготовки, мм 20-100
- Диаметр пилы, мм 400
- Частота вращения пилы, 1/мин 3000
- Число двигательных ходов пилы в минуту 20-60
- Мощность привода, кВт 3—4
- Масса станка, кг 200-400
В России станки подобного типа выпускают несколько заводов. Например, «Бакаут» (Великий Новгород), «Гризли» (Волгоградская обл.), «Кодос» и «Простор» (Кострома), Липецкий и Тюменский станкозаводы, «Тигруп» (Тверь) и др. Станки обычно имеют пилу диаметром 400 мм и способны пилить доски максимального поперечного сечения 100×250 мм. Они предназначены для получения досок заданной длины, а также для вырезки дефектов из пиломатериалов, подлежащих сращиванию на зубчатый шип.
Более тяжелый станок выпускает Тюменский завод. Модель ЦКБ 40-01 способна пилить доски толщиной до 150 мм. В станке применен гидроцилиндр дифференциального исполнения, обе полости которого находятся под давлением. Это гарантирует плавный ход пилы и ограждения-прижима. Эластичные амортизаторы, ограничивающие ход пилы, способствуют гашению вибраций станка.
Для торцевания досок и брусьев (в том числе клееных) большой ширины имеются импортные станки, в которых торцовочная пила совершает не только вертикальное, но и горизонтальное движение. Таковы станки итальянских фирм Bottene и Cursal. Станок марки RO-500 (рис. 2) способен выполнять поперечное пиление щитов шириной до 1000 мм.
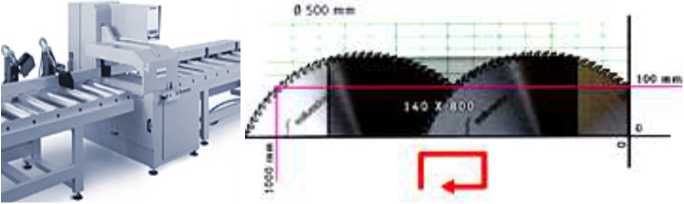
Рис. 2 Торцовочный станок RO-500 фирмы Bottene (Италия) и схема движения пилы в станке
На предприятиях строительной индустрии в Центральной Европе для поперечного раскроя пиломатериалов используются станки тяжелого класса, способные раскраивать как толстые заготовки для цельных и клееных балок, так и широкие слои многослойных элементов. К таким установкам можно отнести Howial AS-31, SMB КК-700 и КК-900, Weinig OptiCut 450 XL, PAUL Cl8 и C24.
Станки торцовочные с верхней пилой можно разделить на четыре группы (см. рис. 3, слева направо): станки с горизонтальным прямолинейным перемещением пилы (типа ЦПА-40); маятниковые (типа ЦМЭ-3); радиально-консольные; балансирные.
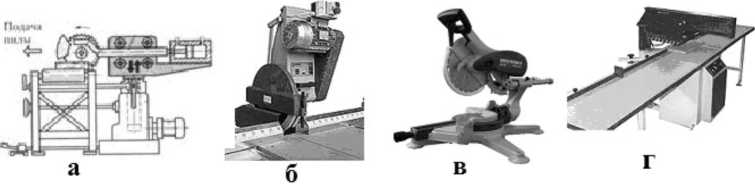
Рис. 3 Рисунки торцовочных станков с верхним расположением пилы: а — с горизонтальным перемещением пилы (типа ЦПА-40); б — маятниковый (модель SP400, Ошес, Италия); в — балансирный (модель KGS303, Германия); г — радиально-консольный (модель ЦТ 10-5, «Лесопил», РФ)
Маятниковые станки (рис. 36) занимают небольшую площадь, сравнительно просты в управлении и также имеют большую ширину пропила. Станки марок ЦМЭ и сегодня выпускаются в России.
Основные параметры торцовочных маятниковых станков:
| Максимальная ширина заготовки, мм | 400-500 |
| Максимальная толщина заготовки, мм | 120 |
| Диаметр пилы, мм | 400-500 |
| Частота вращения пилы, 1/мин | 3000 |
| Угол поворота пилы, град | 45 |
| Установленная мощность, кВт | 3 |
| Масса, кг | 400-550 |
Балансирные станки (рис. 5.Зв) являются наиболее легкими из всех торцовочных станков, часто изготовляются в настольном исполнении. Их отличает возможность выполнения не только прямых резов, но и пропилов под углом, так как рычаг с пильным узлом может поворачиваться вокруг шарнира на угол ±45-60°. Поэтому станки этой группы называют также усорезными или торцово-усовочными станками. Ширина пропила у этих станков составляет 200- 250 мм.
К усорезным относят и радиально-консольные станки (рис. 3г), которые отличаются от балансирных возможностью пиления широких деталей практически под любым углом, как в горизонтальной, так и вертикальной плоскостях. Привод подачи пилы у этих станков ручной, поэтому они рекомендуются для столярных мастерских, где не требуется высокая производительность.
Настольные станки предназначены для обработки деталей малого сечения, небольшой массы и размеров и, как правило, не комплектуются зажимами или прижимами для базирования и фиксации обрабатываемой детали. Для использования станков и устройств подобного типа они могут снабжаться легкими раскладными опорами (станинами).
Основные достоинства этого оборудования— простота конструкции и невысокая стоимость.
Основные недостатки — низкая точность обработки из-за низкой жесткости конструкции, далеко не достаточная длина базирующей линейки и небольшой размер основания, служащего рабочим столом, что не позволяет установить на нем продольные базирующие упоры, определяющие длину готовой детали. Необходимость постоянной перенастройки (поворота пилы) на правую и левую деталь также снижает точность обработки и производительность.
Усорезные станки могут быть сдвоенные (рис. 4), что особенно удобно в производстве багетных реек.
На сварной станине расположены два наклоняемых пильных суппорта. Левый суппорт обычно неподвижен, а правый может перемещаться по направляющим станины для настройки на размер обработки. У каждого суппорта свой рабочий стол с направляющей линейкой для укладки и базирования обрабатываемых заготовок.
Поверхность этих столов и линеек расположена строго в одной плоскости. Между этими двумя столами обязательно устанавливается дополнительный промежуточный стол— для поддержания середины длинных тонких заготовок, предотвращающий их провисание. У некоторых моделей станков предусмотрена возможность поворота пильных суппортов вокруг вертикальной оси. Эта опция необходима для торцевания профилей сложного сечения, у которых нет выраженной базовой поверхности, например для карнизов. В недорогих станках при настройке на размер суппорт (обычно правый) перемещают вдоль станины вручную — посредством маховика, так же вручную (при помощи рукояток) опускают и пилы для выполнения реза.
Положение суппорта контролируется по линейке с нониусом. Более сложные современные модели таких станков оснащаются системами электронной индикации положения суппортов или даже системами автоматической настройки и перемещения, когда необходимый размер устанавливается оператором при помощи пульта управления станком. На полную перенастройку таких станков на другой размер затрачивается не более 10 с.
Некоторые модели двухсторонних усорезных станков могут оснащаться устройствами для сверления отверстий и выборки пазов под эти соединения за одну установку с заусовыванием, без перебазирования заготовки, что существенно повышает точность и качество соединения деталей.

Рис. 4 Сдвоенный усорезный станок балансирного типа TR-2A (Omga, Италия)
Разновидностью торцовочных станков являются так называемые концеравнители. Это высокопроизводительные проходные станки для получения заготовок (деталей) нужной длины, что часто требуется в производстве оконных и дверных блоков, деталей решетчатой мебели, тарном производстве и т. п. Станки представляют собой цепной конвейер с двумя пильными узлами, из которых один неподвижен, а другой настраивается на нужный размер заготовки путем перемещения в поперечном направлении (рис. 5). Подача материала выполняется цепным конвейером с упорами. Максимальная ширина заготовок определяется расстоянием между упорами.
Этот станок имеет питатель, куда закладываются заранее подготовленные черновые заготовки, имеющие припуск по длине. Заготовки по одной захватываются упорами подающего конвейера и подаются на пилы. В советское время на столярно-мебельных предприятиях СССР широко применялись концеравнители марок Ц2К12 и Ц2К20 с максимальной длиной деталей соответственно 1200 и 2000 мм.
Концеравнители серии ТМ-10, ТМ-15 с двумя и тремя пилами выпускало предприятие «Киверцылесмаш» (Украина) (рис. 6). Максимальная длина деталей — до 4 м.
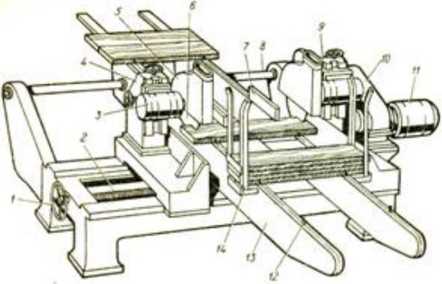
Рис. 5 Схема двухпильного концсравнитсля Ц2К12: 1 — маховичок для перемещения пильного узла; 2 — винт; 3 — электродвигатель; 4 — подвижная стойка; 5 — кожух; 6 — пила; 7 — прижим; 8 — вал механизма подачи; 9 — неподвижная стойка; 10— редуктор; 11— электродвигатель подачи; 12— упор цепи; 13— кронштейн стрела; 14 — магазин-питатель.

Рис. 6 Станок ТМ15 завода «Киверцылесмаш» (Украина)
Аналогичные двухпильные станки с дополнительными фрезами позволяют не только получать точную длину детали, но и обрабатывать торцы брусковых или щитовых деталей. При установке наряду с пилами шипорезного инструмента получаем двухсторонние шипорезные станки.
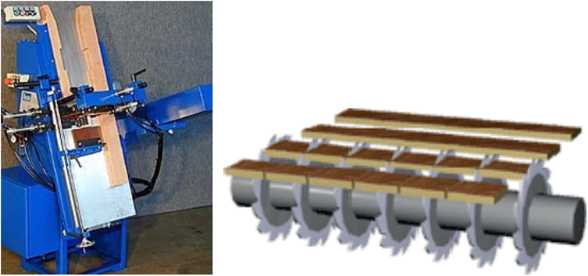
Рис. 7 Торцовочный автомат Exacta 3350 (HM-Maschmennbau, Германия) и схема многопильной торцовки MLS 130 (160) TR, фирма Mario Zaffaroni (Италия)
Из известных нам зарубежных станков следует отметить концеравнитель для малых деталей (длина до 770 мм) Finita 5010 и торцовочный автомат Exacta 3350 для деталей длиной до 450 мм (рис. 7) немецкой фирмы HM-Maschinennbau.
Для многих предприятий может представлять интерес многопильная торцовка MLS 130 (160) TR итальянской фирмы Mario Zaffaroni (рис. 7). Она предназначена для раскроя полос или выполнения пропилов в планках, облицованных шпоном или другим материалом. Станок может использоваться, например, в производстве паркетных планок. Производительность станка составляет до 30 шт./мин.
Традиционные торцовочные станки широко используются в обычных малых деревообрабатывающих производствах, но для обработки пиломатериалов на средних и крупных предприятиях, где масштаб производства существенно выше, их производительности (не более 1 м3/ч) оказывается недостаточно.
Принципиально иначе решается проблема раскроя при использовании линий оптимизированного раскроя пиломатериалов. Под термином «оптимизированный раскрой» понимают такую организацию труда, которая позволяет получить оптимальный, заранее заданный, результат при поперечном раскрое досок на заготовки.
Современные технические средства позволили сконструировать и внедрить в практику системы, которые способны автоматически оценивать внешний вид доски и самостоятельно принимать решение о раскрое ее по целевой установке, заложенной в компьютерную систему такого станка (линии торцовки).
Понятие «оптимизированный раскрой» включает в себя достижение следующих результатов:
- минимизация отходов при раскрое досок на фиксированные длины;
- оптимальный ценовой выход при условии задания цены на заготовки определенного качества;
- оптимальное качество заготовок путем сравнения различных планов раскроя для досок различного качества;
- оптимальное количество заготовок нужной длины;
- учет последующего сращивания отрезков по длине.
Все автоматические торцовки имеют нижнее расположение пилы. Установки с оптимизирующей системой раскроя окупаются самостоятельно за счет лучшего использования древесины, уменьшения количества отходов и снижения числа обслуживающего персонала. Производительность их составляет от 2000 до 20 000 погонных метров в смену. Распознавание пороков древесины в линиях идет по маркировке специальным мелом, по лазерной разметке или с помощью сканера. За доли секунды определяются места торцовки с обеспечением минимальных отходов, максимального выхода продукта и выполнением других заранее выбранных критериев.
В данном случае нужно говорить именно о линиях оптимизированного раскроя пиломатериалов, в которых главным звеном является автоматический торцовочный станок.
В России такое оборудование выпускает фирма «Бакаут» из Великого Новгорода (рис. 8). Из импортных станков в России наиболее распространены линии автоматической торцовки немецких фирм Dimter (группа Weinig), SMBOesterle Maschinenbau, а также итальянских Bottene, Cemil Italia, CURSAL.

Рис. 8 Автоматическая линия торцовки ОПТИМА 5 от фирмы «Бакаут», В. Новгород
При работе на этих станках оператор делает метки флюоресцентным карандашом, затем при подаче доски сначала определяется ее длина и фиксируются расстояния между метками. После этого компьютер выполняет заложенную в него программу и дает команды исполнительным механизмам. Скорость подачи может составлять до 180 м/мин, что обеспечивает производительность до 75 м3 пиломатериалов в смену. В некоторых станках допускается разнотолщинность пиломатериалов до 6-10 мм.