Содержание страницы
При ремонте производственных машин, станков и механизмов необходимо пользоваться Руководством по эксплуатации (РЭ), в котором содержатся исчерпывающие сведения по конструкции и взаимодействию компонентов (механических передач и других устройств) конструкции.
При изготовлении новых деталей для ремонта и при выполнении сборочных работ следует руководствоваться техническими требованиями рабочих чертежей.
При разработке ремонтных чертежей следует учесть, что для проведения ремонта с использованием изношенных деталей возможны два основных метода их восстановления:
- метод номинальных размеров, предусматривающий изготовление новых деталей взамен изношенных или восстановление изношенных деталей согласно первоначальным размерам чертежей на детали. Для восстановления деталей могут быть использованы все доступные технологические методы, связанные с введением дополнительных частей и компенсаторов износа, восстановление путем пластических деформаций и все способы, обеспечивающие наращивание металла на изношенные поверхности (металлизация, гальванические покрытия, электроимпульсное нанесение металла, наплавка);
- метод ремонтных размеров, предусматривающий восстановление геометрической формы и чистоты поверхности детали без сохранения ее первоначальных размеров. При этом методе, как правило, восстановлению подлежат детали более трудоемкие в изготовлении. С изношенных поверхностей этих деталей механической обработкой удаляются следы износа до размеров, при которых восстанавливается геометрическая форма и шероховатость рабочей поверхности. Сопрягаемые детали изготовляются по корректированным размерам, учитывающим изменение размеров, полученных в результате съема металла с изношенных поверхностей на восстановленной детали.
Особенностью данного метода является то, что механической обработкой, снимая дефектный слой с поверхности детали в ту же сторону, что и износ, восстанавливают функциональное назначение отремонтированной детали, но с размерами, отличающимися от предусмотренных чертежом номинальных размеров, т.е. производят исправление изношенной детали.
Различают свободные и регламентированные размеры.
Свободным ремонтным размером называют ремонтный размер, величина которого на чертеже не регламентируется отклонениями допусков.
Регламентированные ремонтные размеры, которые учитывают ремонтные размеры, полученные в результате исправления сопряженной детали, и для нормальной работы сопряжения должны регламентироваться отклонениями допусков.
При изготовлении деталей по ремонтным размерам должна быть обеспечена возможность получения правильной геометрической формы и шероховатости поверхности детали при наличии некоторых неточностей ее установки на станке, а также полное удаление дефектного слоя металла на восстанавливаемой поверхности.
Если нет возможности увязать ремонтные размеры сопрягаемых деталей отклонениями допусков, то назначают свободные размеры таким образом, чтобы можно было при сборке получить необходимое сопряжение деталей методом индивидуальной пригонки. Недостаток свободных ремонтных размеров заключается в том, что невозможно заранее изготовить сопрягаемые детали в окончательно обработанном виде, чтобы можно было при сборке быстро поставить сопрягаемые детали в машину без пригоночных работ.
1. Применение компенсаторов
Применение компенсаторов (рис. 1) позволяет получить точность сопряжения деталей при сборке с помощью специальных деталей — компенсаторов. Компенсаторы восполняют отклонения в размерах.
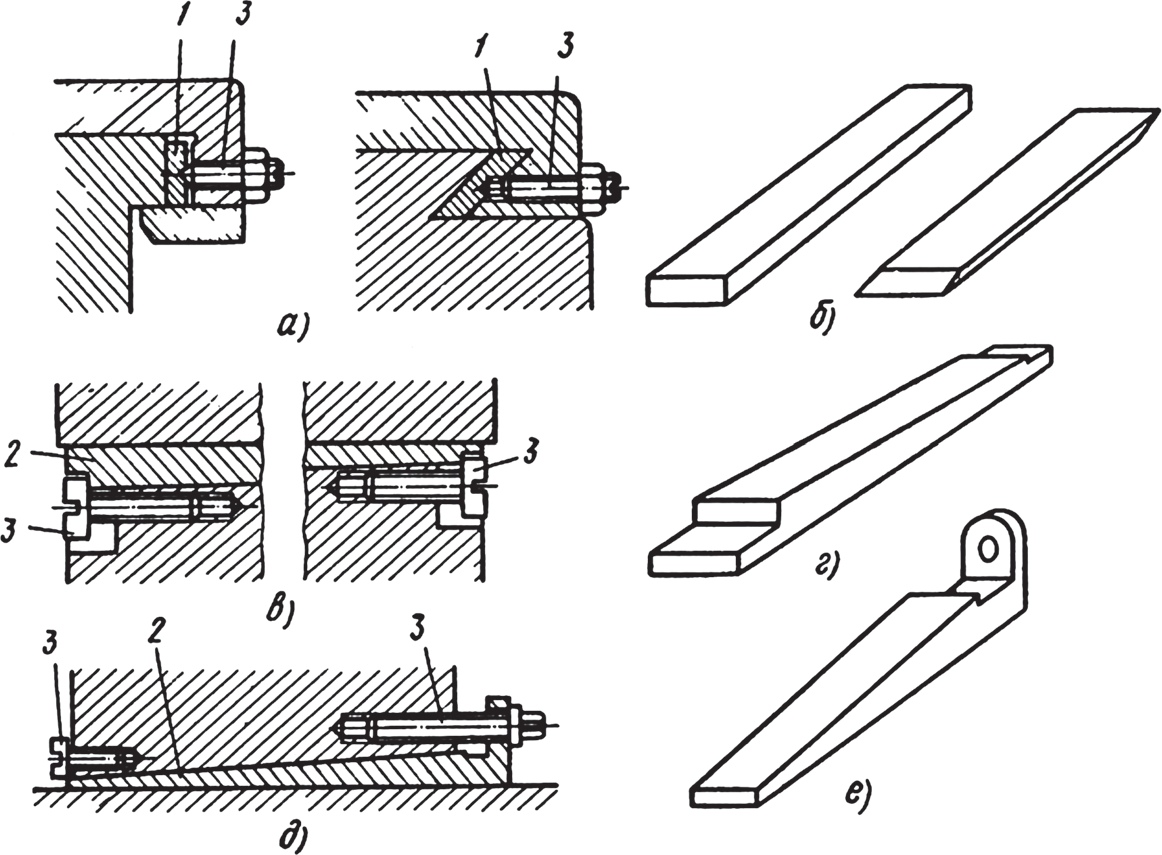
Рис. 1. Компенсаторы: а, б – планки; в, г, д, е – клинья; 1 — установка планок; 2 — установка клиньев; 3 — регулировочные (натяжные) винты
Они позволяют отрегулировать сопряжение в пределах заданной точности. Компенсаторы делятся на подвижные и неподвижные.
К неподвижным компенсаторам относятся регулировочные прокладки, шайбы, промежуточные кольца.
К подвижным компенсаторам относятся клинья, втулки, пружины, эксцентричные детали, регулировочные винты и гайки, которые позволяют также компенсировать износ деталей во время эксплуатации и восстанавливать точность операции, выполняемой машиной.
2. Балансировка деталей
Быстровращающиеся детали (шкивы, муфты, шестерни и т.п) перед сборкой должны быть проверены на остаточный дисбаланс. После сборки вращающейся сборочной единицы, в которую входят сбалансированные детали (например: валы, насадные шестерни, муфты и др.) и другие детали (шпонки, штифты, стопорные винты и др.), в результате перераспределения масс возможно появление у нее неуравновешенности относительно оси вращения, поэтому целесообразно проверить также наличие дисбаланса у всей сборочной единицы.
Существует статическая и динамическая балансировка деталей.
Статическая балансировка может уравновешивать деталь относительно ее оси вращения, но не может устранить действие сил, стремящихся повернуть деталь вдоль продольной ее оси. Статическую балансировку производят на ножах или призмах, роликах (рис. 2). Ножи, призмы и ролики должны быть калеными и шлифованными и перед балансировкой выверены на горизонтальность.
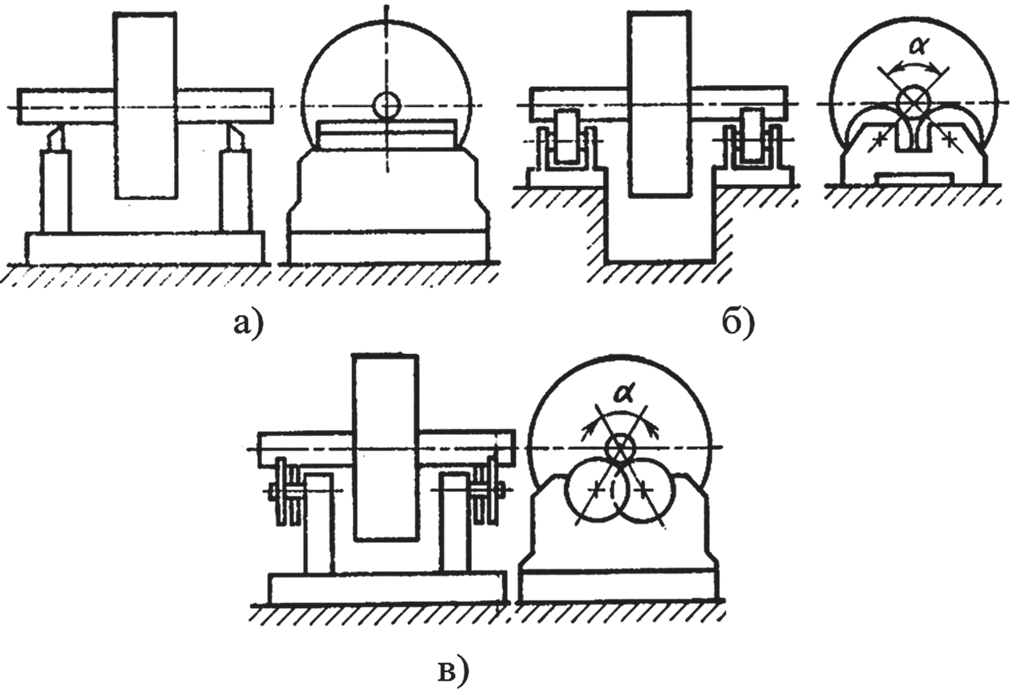
Рис. 2. Схемы установок для статической балансировки вращающихся деталей и сборочных единиц: а — на параллельных призмах; б — на роликовых опорах; в — на дисковых опорах
Балансировку шкива выполняют следующим образом. На ободе шкива предварительно наносят мелом черту и сообщают ему вращение. Вращение шкива повторяют 3–4 раза. Если меловая черта будет останавливаться в разных положениях, то это будет указывать на то, что шкив сбалансирован правильно. Если меловая черта каждый раз будет останавливаться в одном положении, то это значит, что часть шкива, находящаяся внизу, тяжелее противоположной. Чтобы устранить это, уменьшают массу тяжелой части высверливанием отверстий или увеличивают массу противоположной части обода шкива, высверлив отверстия, а затем залив их свинцом.
Динамическая балансировка устраняет оба вида неуравновешенности. Динамической балансировке подвергают быстроходные детали со значительным отношением длины к диаметру (роторы турбин, генераторов, электродвигателей, быстровращающиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т.д.).
Динамическую балансировку производят на специальных станках высококвалифицированные рабочие. При динамической балансировке определяют величину и положение массы, которые нужно приложить к детали или отнять от нее, чтобы деталь оказалась уравновешенной статически и динамически.
Центробежные силы и моменты инерции, вызванные вращением неуравновешенной детали, создают колебательные движения из-за упругой податливости опор. Причем колебания их пропорциональны величине неуравновешенных центробежных сил, действующих на опоры. На этом принципе основана балансировка деталей и сборочных единиц машин.
Динамическая балансировка, выполняемая на электрических автоматизированных балансировочных станках, в интервале 1– 2 минут станок выдает данные: глубину и диаметр сверления, массу грузов, размеры контргрузов и места, где необходимо закрепить и снять грузы, а также амплитуду колебаний опор.
3. Точность сборки при ремонте производственного оборудования
Под точностью сборки при ремонте машин подразумевается степень воспроизведения первоначального совпадения материальных осей, контактирующихся поверхностей или иных элементов сопрягающихся деталей с положением их, определяемым соответствующими размерами на чертеже или техническими требованиями, вытекающими из функционального назначения машины или механизма.
Обычно при ремонте руководствуются рабочими чертежами, где указаны требуемая размерная точность (предельные отклонения размеров), предельные отклонения формы и расположения поверхностей деталей и значения шероховатости сопрягаемых поверхностей деталей в машине или механизме. Посадки, как правило, должны назначаться в системе отверстия или системе вала.
Применение системы отверстия предпочтительнее. Систему вала следует применять только в тех случаях, когда это оправдано конструктивными или экономическими условиями, например, если необходимо получить разные посадки нескольких деталей с отверстиями на одном гладком валу. При посадке подшипников качения в корпус в первую очередь рекомендуется назначать предпочтительные посадки.
В системе квалитетов отклонения размеров a–h предназначены для образования полей допусков и посадок с зазорами; js, k, m, n – переходных; p — zc — с натягами. Для валов предпочтительными являются 16 полей допусков (q6, h6, jg6, k6, n6, p6, r6, s6, js7, h7, e8, h8, d9, h9, d11 и h11) и 10 полей для отверстий (H7, Js7, К7, Р7, N7, F8, Н8, Е9, Н9 и Н11).
Для размеров от 1 до 500 мм приведены в табл. 1 и 2 наиболее распространенные сочетания полей допусков для образования посадок.
Таблица 1. Рекомендуемые посадки в системе отверстия
| Основное отверстие | Основные отклонения валов | ||||||||||||
| d | e | f | g | h | js | k | m | n | p | r | s | u | |
| Посадки | |||||||||||||
| Н6 | Н6
g5 |
Н6
h5 |
H6
js5 |
H6
m5 |
|||||||||
| H7 | H7
f7 |
Н7
g6 |
Н7
h6 |
H7
js6 |
H7
k6 |
H7
m6 |
H7
n6 |
H7
p6 |
H7
r6 |
||||
| Н8 | Н8
е8 |
H8
f9 |
Н8 Н8 Н8
h7 h8 h9 |
H8
s7 |
H8
u8 |
||||||||
| Н9 | Н9
е8 |
H9
f9 |
Н9 H9
h8 h9 |
||||||||||
| H11 | Н11
d11 |
Н11
d11 |
|||||||||||
Таблица 2. Рекомендуемые посадки в системе вала
| Основной вал | Основные отклонения отверстий | |||||
| D | E | G | H | Js | К | |
| Посадки | ||||||
| h6 | G7
h6 |
H7
h6 |
Js7
h6 |
K7
h6 |
||
| h7 | H8
h7 |
|||||
| h8 | E9
h8 |
H8 H9
h8 h8 |
||||
| h9 | E9
h9 |
H8 H9
h9 h9 |
||||
| h11 | D11
h11 |
H11
h11 |
||||
Правильный выбор посадок и значений шероховатости поверхностей в сопряжениях, кроме увеличения общего срока службы всей машины, имеет большое значение для обеспечения равностойкости (в отношении износа) ее отдельных сборочных единиц и деталей.
Иными словами, крайне желательно, чтобы сопрягающиеся детали изнашивались равномерно, равно как и все детали одной сборочной единицы. В этом случае облегчается ремонт машины, который может быть сведен к последовательной замене через определенные промежутки времени отдельных ее частей.
Если чертежей нет, то следует руководствовать общими рекомендациями по выбору допусков и посадок. Несмотря на чрезвычайно широкое разнообразие служебного назначения машин, основные показатели их точности общие: точность относительного движения исполнительных поверхностей, точности их геометрических форм и расстояний между этими поверхностями и точность их относительных поворотов. Эти показатели точности в общем виде относятся и к машине, отдельному механизму и к их деталям.
4. Измерения и измерительные инструменты
При выборе измерительных средств и методов контроля деталей основным фактором является погрешность измерения.
Ошибки измерения тем меньше, чем точнее применяющиеся при измерении инструменты и чем тщательнее и квалифицированнее производится измерение. Чем точнее задан измеряемый размер, тем точнее должны быть инструмент для измерения и методы измерения.
Все измерительные средства, начиная от эталонов до рабочих калибров и других измерителей, должны регулярно проверяться на соответствие установленной для них точности размеров.
При измерениях больших размеров и при повышенной точности размеров необходимо учитывать влияние разности температур измеряемых деталей и измеряющих инструментов.
Повышение температуры деталей при обработке вызывает увеличение их линейных размеров. Это изменение можно определить по формуле:
где – δt измерение размера от изменения температуры в мм; L – измеряемый размер при температуре 20°; К – коэффициент линейного расширения в миллиметрах на 1° С; Т – температура изделия (или инструмента), при которой производится измерение; 20° – постоянная температура, при которой производится тарировка и паспортизация измерительных инструментов.
Коэффициенты линейного расширения для наиболее часто встречающихся в механической обработке материалов следующие: для стали – 0,0000105; для чугуна – 0,0000101; для бронзы – 0,0000171; для алюминия – 0,0000224.
Для практического применения при измерении с достаточной точностью можно делать приближенную поправку: 0,001 мм на 100 мм измеряемой длины и на 1° С разности температур для стали и чугуна; 0,0015 мм – для бронзы и латуни и 0,0023 мм – для алюминия.
При измерении скобой стального валика диаметром 100 мм при нагреве его до 35° С и при температуре окружающего воздуха и инструмента 20° температурная ошибка измерения будет равна 0,015 мм, что соответствует, при скользящей посадке 70% всего поля допуска на этот диаметр по h 6 и 20% поля допуска по h8.
В целях получения высокой точности измерения необходимо:
- перед проведением измерений выровнять температуру измеряемых деталей с температурой помещения, в котором производится измерение. Поэтому необходимо поддерживать в помещении постоянную температуру (для измерения с высокой точностью необходимо выдерживать температуру равную 20° С, с отклонениями от нее не более ±2° С);
- не допускать нагрева изделия при обработке, применяя обильное охлаждение;
- измерительный инструмент, особенно скобы, снабжать теплоизолирующими накладками, за которые берут руками инструмент во время измерения;
- не прилагать больших усилий при измерениях, так как это приведет к искажению размера, особенно при пользовании инструментами типа скоб, за счет их упругой деформации. Инструмент при измерении наружных диаметров следует поддерживать над измеряемой деталью на весу.
Необходимо постоянно следить за тем, чтобы обращение с измерительным инструментом было аккуратное. Как правило, измерительные инструменты на рабочем месте должны лежать на деревянных подкладках, а особо точные инструменты должны храниться в футлярах, обтянутых мягким материалом.
Кроме измерительных приборов, передающих измеряемый размер на измерительную шкалу механическим путем (штангенциркуль, микрометры, штихмасы, индикаторы и др.), имеются приборы, в которых передача размера или его отклонения на эталонную шкалу производится оптическим (оптические микрометры, оптиметр, оптические угломеры, шагомеры и др.) или электрическим путем (электроконтактные измерительные предельные головки и др.).
При измерениях следует учитывать следующие группы вероятных ошибок:
- а) от неточности самого инструмента – неточности градуировки шкал и микрометрических винтов, непараллельности измерительных поверхностей, неточности передающих механизмов; эти вероятные неточности суммарно указываются в паспорте инструмента;
- б) от неточного чтения размера на измерительной шкале; это в большинстве случаев субъективные ошибки, зависящие от квалификации того, кто производит измерения; обязательными условиями для правильного чтения показаний на шкалах измерительных инструментов являются хорошая освещенность шкалы и перпендикулярное линии зрения к поверхности шкалы; при точных измерениях необходимо минимум дважды прочитывать показания инструмента;
- в) от неправильного положения инструмента во время измерения; правильный размер отыскивается легким покачиванием инструмента относительно измеряемых поверхностей при одновременном регулировании расстояния между измеряющими поверхностями до тех пор, пока инструмент не получит в контакте с деталью устойчивого положения. Производить измерение вращающихся поверхностей не следует;
- г) от загрязнения измеряемых поверхностей детали и мерительных поверхностей инструмента;
- д) от разности температур измеряемой детали и инструмента, о чем уже сказано раньше.
Измерение точности больших деталей представляет значительные трудности, так как при увеличении измеряемого размера возрастают и ошибки измерения, связанные с деформацией инструмента в процессе измерения, с разностью температур измеряемой детали и инструмента и др.
Только температурные ошибки при разности температур 5° составят при диаметре 2000 мм более 10000 мкм. Примерно такой же величины ошибку, как и температурные изменения, дает прогиб скобы под влиянием собственного веса при наложении ее на измеряемую деталь. В целях уменьшения веса, скобы для измерения больших размеров (до 2000 мм) изготовляются из стальных тонкостенных или дюралюминиевых труб. Скобы оснащаются индикаторной головкой и микрометрической с диапазонными кольцами (рис. 3).
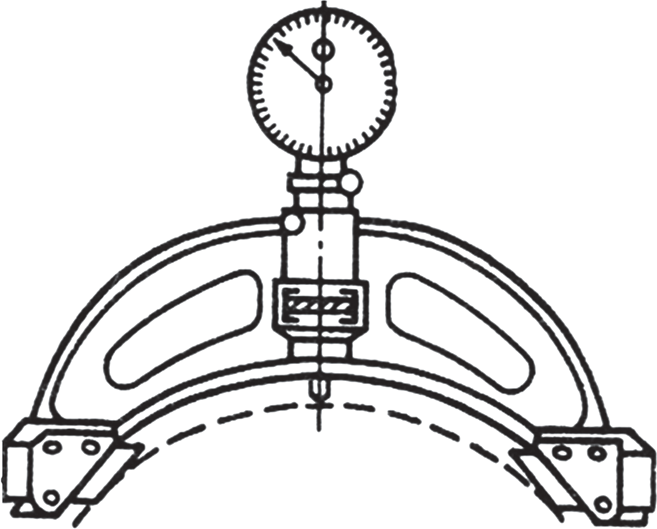
Рис. 3. Скоба с индикаторной головкой
В тех случаях, когда диаметральные размеры можно производить с торца детали (диски, фланцы, планшайбы и др.), применяются раздвижные линейные скобы из дюралюминиевых тонкостенных труб.
Такого типа скобы применяются для размеров 1000–6000 мм. В тех случаях, когда диаметральные размеры можно производить с торца детали (диски, фланцы, планшайбы и др.), применяются раздвижные линейные скобы из дюралюминиевых тонкостенных труб. Такого типа скобы применяются для размеров 1000–6000 мм.
Переставные диапазонные кольца делаются двух размеров: 25 и 50 мм.
Косвенно определить размер диаметра можно при помощи штангенциркуля, которым измеряется хорда f (рис. 4).
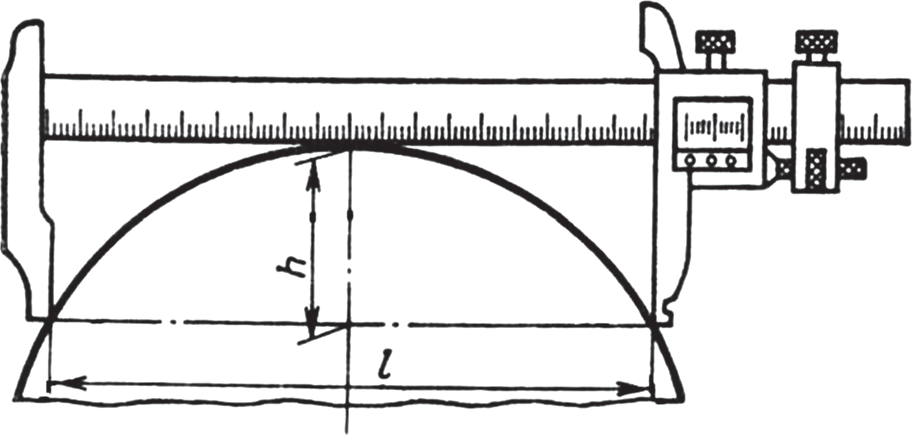
Рис. 4. Определение размера диаметра по высоте сегмента
Размер диаметра определяется по зависимости:
где f – хорда; h – высота сегмента.
Непосредственно измерить длину окружности детали большого диаметра (более 1500 мм) можно с помощью рулетки. Для измерения длины окружности ленту рулетки обертывают вокруг цилиндра (рис. 5), обеспечивая при этом плотное прилегание ее без провисания к измеряемой поверхности, что достигается обычно натяжением с помощью груза до 10 кг. Натяжение должно быть постоянным.
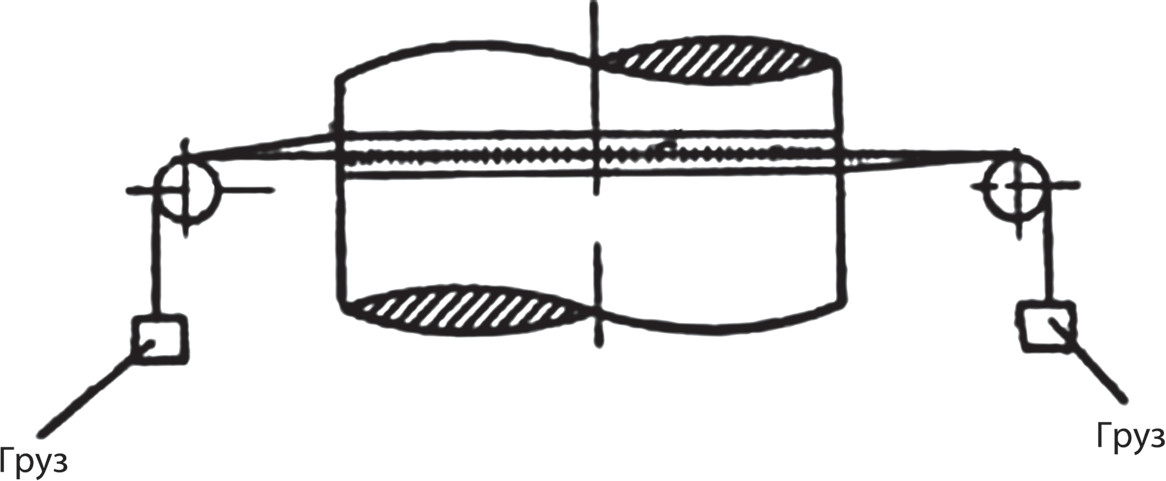
Рис. 5. Измерение длины окружности детали с помощью рулетки
Отсчет производят в любом месте совпадения двух ветвей рулетки. Результат измерения (L) определяется как разность отсчетов по обеим ветвям рулетки.
Диаметр измеряемого цилиндра в этом случае определяется по формуле:
где L – длина окружности, измеренная рулеткой; h – толщина ленты рулетки.
Обмеры с помощью обтягивания контролируемой поверхности рулеткой имеют погрешности, зависящие от силы натяжения рулетки, от точности чтения показаний шкалы рулетки, от температурных погрешностей и др. обычно составляет ± 0,25 мм.
