Содержание страницы
- 1. Сфера применения: Где незаменимы шлифовальные машины?
- 2. Классификация ручных шлифовальных машин
- 3. Электрические шлифовальные машины: Детальный обзор
- 4. Пневматические шлифовальные машины: Мощь и надежность
- 5. Расходные материалы: Ключ к эффективности
- 6. Техника безопасности и приемы работы — Залог успеха
- 7. Возможные неисправности и методы их устранения
- Заключение
В мире современного строительства, металлообработки и ремонта ручные шлифовальные машины (РШМ) занимают позицию одного из самых востребованных и многофункциональных инструментов. От зачистки сварного шва на промышленном объекте до подгонки деталей в частной мастерской — эти устройства значительно ускоряют и упрощают операции, которые раньше требовали колоссальных трудозатрат. Их эволюция от простых механических приспособлений до высокотехнологичных электрических и пневматических агрегатов отражает общий прогресс в инженерной мысли.
На рынке представлено множество производителей, чья продукция заслужила доверие профессионалов. Среди них как отечественные гиганты, так и мировые лидеры: ОАО «Интерскол» (Россия), ФГУП «Ижевский механический завод» (Россия), ОАО «Завод «Фиолент», а также зарубежные бренды, ставшие синонимами качества — Bosch (Германия), Makita (Япония), AEG (Германия) и многие другие.
1. Сфера применения: Где незаменимы шлифовальные машины?
Эффективность любого монтажного или производственного процесса напрямую зависит от скорости и качества выполнения подготовительных и финишных операций. Именно здесь ручные шлифовальные машины раскрывают свой потенциал, позволяя решать широкий спектр задач:
- Обработка сварных соединений: Качественная зачистка сварных швов, удаление шлака и брызг металла, а также подготовка кромок и формирование фасок под сварку.
- Борьба с коррозией: Быстрое и эффективное удаление ржавчины, окалины и старых лакокрасочных покрытий с металлических конструкций и деталей оборудования.
- Подгоночные и монтажные работы: Точная подгонка стыкуемых элементов, будь то трубы, профильный металл или детали машин, снятие заусенцев и наплывов.
- Резка металла: Использование специализированных отрезных кругов для раскроя листового и профильного металла.
- Шлифовка и полировка: Обработка больших плоских и криволинейных поверхностей из металла, дерева, камня и других материалов для достижения необходимой гладкости.
2. Классификация ручных шлифовальных машин
Все многообразие РШМ можно классифицировать по двум ключевым параметрам: типу привода и конструктивному исполнению.
2.1. По типу привода: Электричество против Сжатого воздуха
Электрические шлифовальные машины — наиболее распространенный тип благодаря своей универсальности и мобильности. Они подключаются к стандартной электросети 220В, что делает их идеальным выбором для большинства строительных площадок и мастерских. Современные модели оснащаются мощными коллекторными двигателями с двойной изоляцией, что соответствует требованиям безопасности по ГОСТ IEC 60745-1-2014 «Машины ручные электрические. Безопасность.».
Пневматические шлифовальные машины приводятся в действие энергией сжатого воздуха от компрессора. Их главные преимущества — повышенная мощность при меньшем весе, высокая надежность и пожаробезопасность. Это делает их незаменимыми в условиях повышенной влажности, взрывоопасных средах (например, в нефтегазовой промышленности) и при выполнении сверхтяжелых работ.
2.2. По конструктивному исполнению
- Угловые шлифовальные машины (УШМ, «болгарки»): Самый универсальный тип. Рабочий вал (шпиндель) расположен под углом 90° к оси двигателя, что идеально подходит для резки, зачистки и шлифовки.
- Прямые шлифовальные машины: Шпиндель является продолжением оси двигателя. Используются для точных работ в труднодоступных местах, внутреннего шлифования, обработки пресс-форм с помощью абразивных головок (шарошек).
- Ленточные шлифовальные машины: Рабочим органом является абразивная лента, склеенная в кольцо. Идеальны для быстрой обработки больших плоских поверхностей.
- Плоскошлифовальные (вибрационные) машины: Шлифовальная шкурка крепится на плоскую платформу, совершающую орбитальные или возвратно-поступательные движения. Применяются для финишной, деликатной обработки поверхностей.
3. Электрические шлифовальные машины: Детальный обзор
Угловые шлифовальные машины (УШМ) являются «рабочими лошадками» на любой стройке. Их конструкция продумана для максимальной эффективности и безопасности. Двигатель передает крутящий момент через коническую зубчатую пару на шпиндель, на котором с помощью фланцев крепится абразивный круг. Важнейшие элементы современных УШМ:
- Система плавного пуска: Ограничивает пусковой ток, предотвращая рывок при включении и снижая нагрузку на сеть.
- Защита от случайного пуска: Блокирует выключатель, предотвращая непреднамеренное включение машины.
- Защитный кожух: Обязательный элемент безопасности, защищающий оператора от искр и осколков круга. Его положение можно регулировать без инструмента.
- Дополнительная рукоятка: Обеспечивает надежный хват и контроль над инструментом. Обычно имеет 2-3 положения для установки.
В таблице 1 представлены характеристики некоторых моделей электрических РШМ, иллюстрирующие разнообразие инструмента на рынке.
| Параметр | ИЭ-2008 | ИЭ-2009 | ИЭ-2106 | ИЭ-2107 |
| Конструкция | Прямая | Угловая | ||
| Макс. диаметр круга, мм | 63 | 125 | 80 | 125 |
| Частота вращения шпинделя, об/с | 233 | 76 | 120 | 65 |
| Потребляемая мощность, кВт | 0,6 | 1,15 | 0,6 | 1,05 |
| Напряжение питания, В | 220 | |||
| Частота тока, Гц | 50 | |||
| Габаритные размеры (Д×Ш×В), мм | 575×88×86 | 620×144×106 | 420×108×141 | 490×255×180 |
| Масса (без оснастки и кабеля), кг | 3,8 | 6,5 | 3,8 | 6,2 |
4. Пневматические шлифовальные машины: Мощь и надежность
Пневматические РШМ работают на ротационных или турбинных двигателях. Их ключевая особенность — встроенный центробежный регулятор скорости. При увеличении оборотов выше нормы, грузики регулятора расходятся и перекрывают клапан подачи воздуха, стабилизируя скорость. Это обеспечивает постоянную окружную скорость круга и защищает его от разрушения. Такие машины незаменимы для интенсивных промышленных работ.
Особенно выделяются малогабаритные пневмомашины, которые используются для точных пригоночных работ в труднодоступных местах, например, для подгонки прокладок или зачистки мелких швов. Модель ШПТ, работающая с абразивными головками диаметром 4–15 мм, развивает скорость до 45 000 об/мин, обеспечивая окружную скорость до 35 м/с.
| Параметр | ИП2009А | ИП2015 | ИП2014А |
| Диаметр абразивного круга, мм | 63 | 100 | 150 |
| Частота вращения, об/с | 202 | 127 | 83 |
| Выходная мощность, кВт | 0,44 | 0,7 | 1,2 |
| Рабочее давление воздуха, МПа | 0,5 | ||
| Расход воздуха, м³/мин | 0,9 | 1,2 | 1,8 |
| Масса (без круга), кг | 1,9 | 3,5 | 5,7 |
| Критерий | Электрические машины (УШМ) | Пневматические машины |
|---|---|---|
| Мобильность | Высокая. Ограничена только длиной кабеля или зарядом аккумулятора. | Низкая. Требует наличия компрессора и прокладки воздушных шлангов. |
| Мощность к массе | Хорошее соотношение. Тяжелее пневмоаналогов при той же мощности. | Отличное соотношение. Легче и компактнее при сопоставимой и большей мощности. |
| Безопасность | Требует осторожности в условиях влажности. Риск поражения током. | Абсолютно безопасны в сырых и взрывоопасных средах. Отсутствует риск поражения током. |
| Надежность и ресурс | Высокая, но двигатель подвержен перегреву и износу щеток. | Очень высокая. Простая конструкция, устойчивость к перегрузкам, минимальное обслуживание. |
| Стоимость владения | Низкая начальная стоимость. Основные затраты — электроэнергия и расходники. | Высокая начальная стоимость (требуется компрессор). Затраты на обслуживание компрессора и электроэнергию для него. |
| Основная сфера | Строительство, ремонт, бытовое и полупрофессиональное использование. | Промышленность, автосервисы, судостроение, тяжелое машиностроение. |
5. Расходные материалы: Ключ к эффективности
Производительность и качество работы РШМ на 90% зависят от правильно подобранной оснастки. Основными видами являются абразивные круги и металлические щетки.
5.1. Абразивные круги: Технология резания и шлифовки
Современный рынок предлагает огромный выбор абразивных кругов, которые регламентируются ГОСТ Р 52588-2011 (ИСО 525:2006) «Инструмент абразивный. Требования безопасности».
Революция в скорости: армированные круги. Прорыв в технологии произошел с появлением армированных кругов. Укрепленные сеткой из стекловолокна, они обладают высокой эластичностью и прочностью, что позволяет выдерживать изгибающие нагрузки и работать на скоростях резания до 80 м/с (а некоторые современные круги — до 100 м/с). Это не только многократно повысило производительность, но и сделало работу значительно безопаснее.
Пример маркировки круга согласно ГОСТ: Д230 × 3 × 22 14А50НСТ3БУ, где:
- Д — форма (диск отрезной).
- 230 × 3 × 22 — размеры (наружный диаметр × толщина × посадочный диаметр), мм.
- 14А — материал абразива (электрокорунд нормальный).
- 50Н — зернистость.
- СТ3 — степень твердости связки (среднетвердая).
- Б — тип связки (бакелитовая).
- У — наличие упрочняющих элементов (армирование).
Ведущим российским производителем такой продукции является Лужский абразивный завод.
| Инструмент | Обозначение формы | Назначение |
| Диск отрезной | Д | Резка металла, камня, бетона. |
| Круг плоский прямого профиля | ПП | Обдирочные и зачистные работы на прямых шлифмашинах. |
| Круг с утопленным центром (тарельчатый) | 5П | Основной тип для зачистных и обдирочных работ на УШМ. |
| Круг чашечный (цилиндрический, конический) | ЧЦ, ЧК | Обработка торцевыми шлифмашинами. |
| Головки абразивные (разных форм) | AW, DW, EW и др. | Внутреннее шлифование, обработка сложных поверхностей. |


Рисунок 1. Примеры форм абразивных кругов: плоский (ПП) и с утопленным центром (5П)
5.2. Специальные металлические щетки (крацовки)
Для удаления коррозии, старой краски, окалины и шлака со сварных швов применяются специальные щетки-крацовки. Их эффективность зависит от материала ворса (стальная, нержавеющая, латунная проволока), его формы и жесткости.
- Щетки с витыми прядями (жгутовые): Обладают высокой агрессивностью, идеальны для грубой зачистки сварных швов и удаления прочных покрытий.
- Щетки с гофрированной проволокой: Более эластичны и мягки, подходят для отделочных операций, снятия заусенцев и обработки рельефных поверхностей.
| Модель щетки | Тип щетки | Наружный диаметр, мм | Диаметр проволоки, мм | Ширина рабочей части, мм |
| РВ150 × 12 × 22П0,8 | Радиальная с витыми прядями | 150 | 0,8 | 12 |
| РВ150 × 20 × 22П0,8 | 20 | |||
| РГ150 × 25 × 22П0,3 | Радиальная из гофрированной проволоки | 150 | 0,3 | 25 |
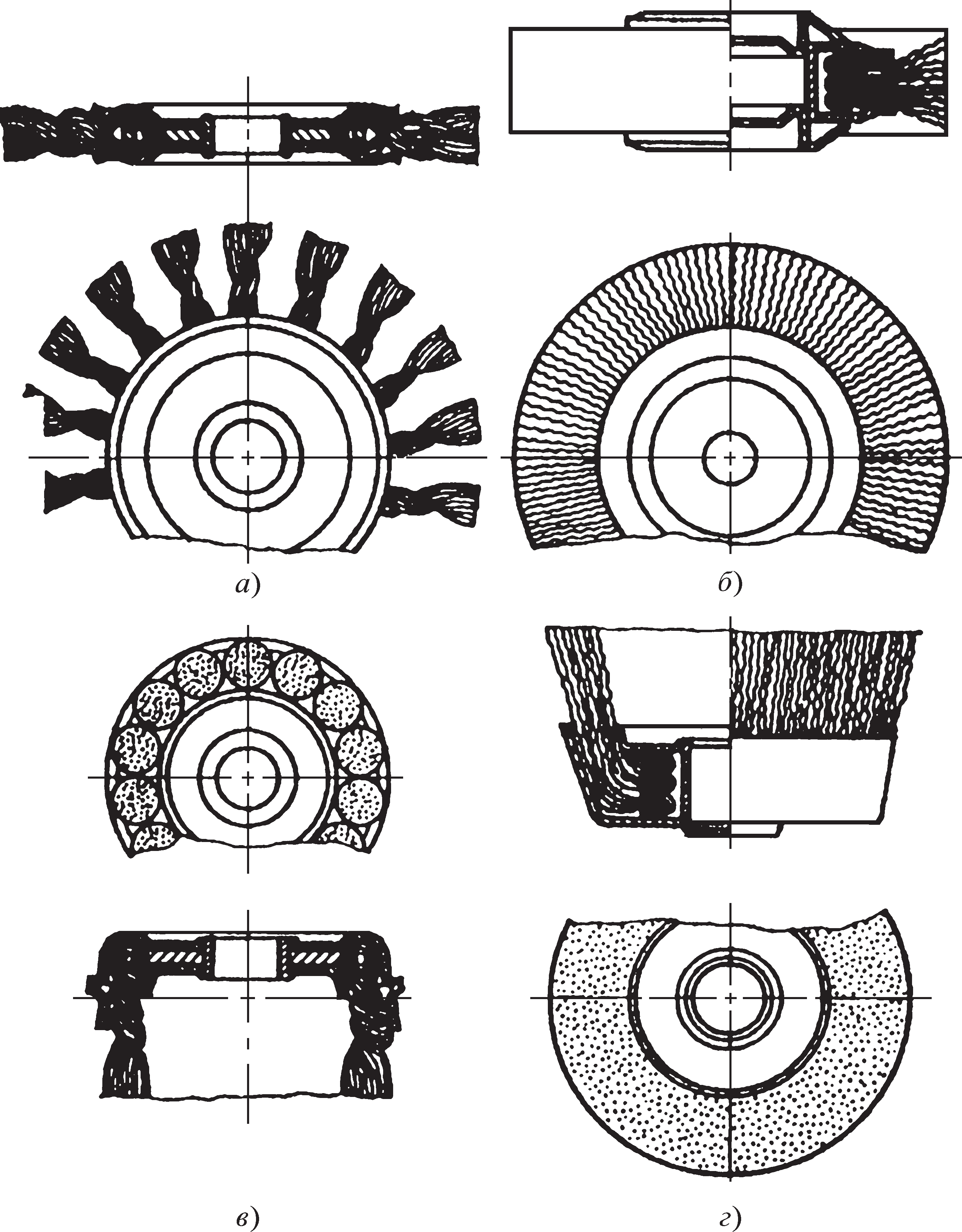
Рисунок 2. Типы металлических щеток: а — радиальная с витыми прядями; б — радиальная из гофрированной проволоки; в — торцевая с витыми прядями; г — торцевая из гофрированной проволоки
6. Техника безопасности и приемы работы — Залог успеха
Работа с высокоскоростным инструментом требует неукоснительного соблюдения правил безопасности и владения правильными приемами. Категорически запрещается устанавливать на машину круг, допустимая скорость вращения которого ниже, чем частота вращения шпинделя машины!
6.1. Подготовка к работе
- Осмотр круга: Перед установкой тщательно осмотрите круг на предмет трещин, выбоин и других дефектов. Бракованный круг — прямая угроза здоровью.
- Проверка соответствия скоростей: Убедитесь, что максимальная скорость, указанная на круге (в м/с или об/мин), больше или равна скорости вращения шпинделя машины на холостом ходу.
- Правильная установка: Круг должен легко, без усилий, надеваться на посадочный фланец. Затяжка прижимной гайки производится специальным ключом без использования удлинителей.
- Пробный пуск: После установки круга и защитного кожуха необходимо запустить машину на холостом ходу на 1-2 минуты, находясь в стороне от плоскости вращения.
6.2. Приемы отрезки
Для отрезки оптимальны угловые и торцевые машины. Разрезаемое изделие должно быть надежно зафиксировано. Подача инструмента должна быть плавной, равномерной, без рывков и перекосов.
Отрезка профильного металла: Резку следует вести так, чтобы минимизировать площадь контакта круга с металлом. Например, уголок режется сначала одно ребро, затем другое, как показано на схеме.
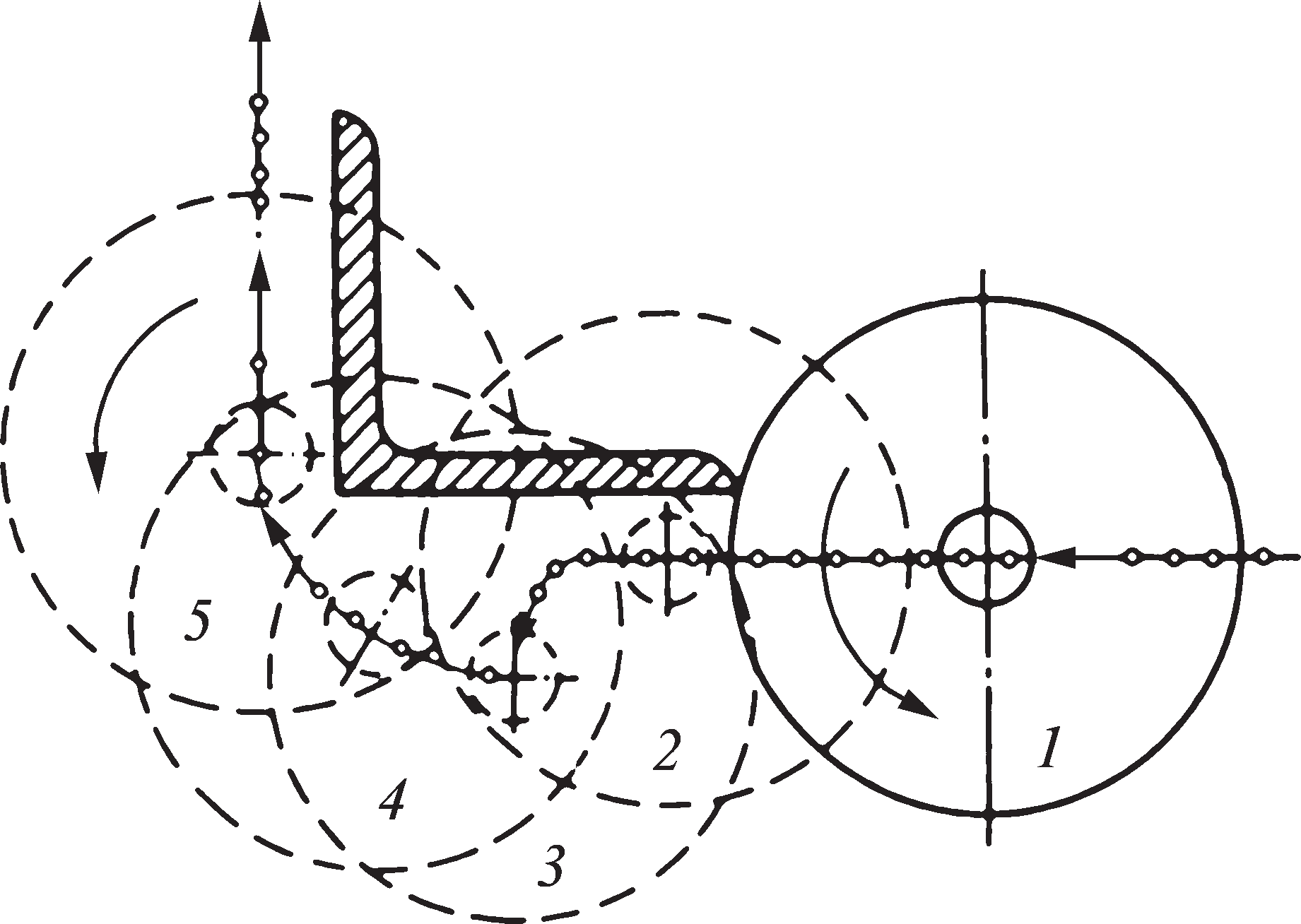
Рисунок 3. Схема последовательной отрезки уголка для минимизации нагрузки на круг (1–5 — последовательные положения)
6.3. Приемы зачистки
Для зачистных работ используются круги типа 5П (тарельчатые). Оптимальный угол наклона круга к обрабатываемой поверхности составляет 15-40°. Чем больше угол, тем агрессивнее съем металла, но грубее поверхность. Рекомендуется начинать с угла 30-40° для чернового съема и заканчивать под углом 15-20° для финишной обработки.
При длительной работе важно выбирать рациональную рабочую позу, чтобы снизить утомляемость и находиться вне зоны выброса искр.
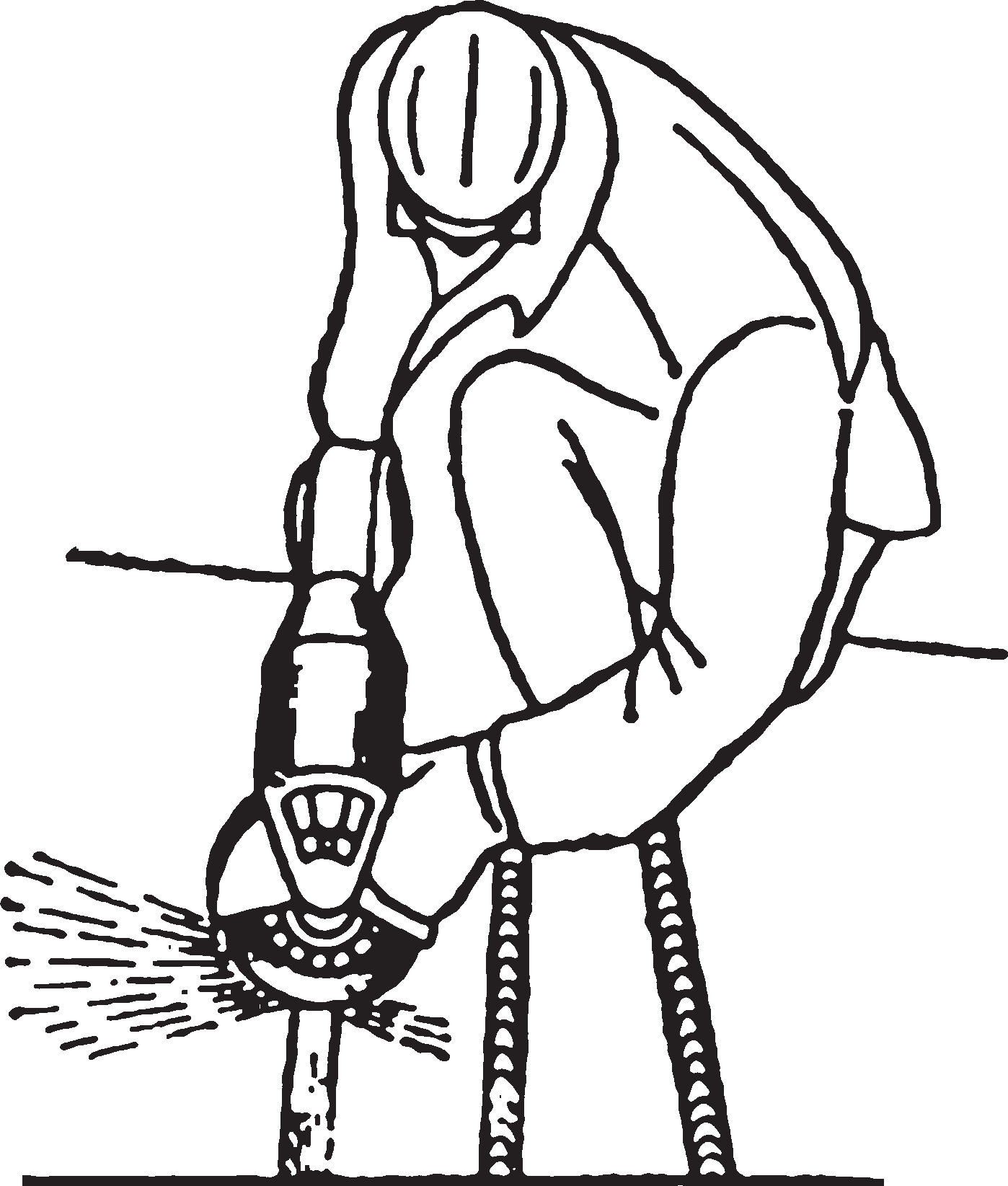
Рисунок 4. Пример эргономичной и безопасной позы при зачистке сварного шва
7. Возможные неисправности и методы их устранения
Даже самый надежный инструмент требует внимания. Своевременная диагностика поможет избежать серьезных поломок и простоя.
| Проблема | Вероятная причина | Способ устранения |
| Резкое падение оборотов под нагрузкой | Чрезмерное давление на инструмент. Недостаточная мощность машины для данной задачи. | Уменьшите нажим. Используйте более мощную модель РШМ. |
| Разрушение (поломка) отрезного круга | Ненадежная фиксация заготовки. Перекос круга в резе, боковое давление. | Жестко закрепите деталь. Обеспечьте строго перпендикулярную подачу круга. |
| Сильная вибрация машины | Неравномерный износ или повреждение круга. Неправильная установка, дисбаланс. | Немедленно прекратите работу, замените круг. Проверьте правильность установки и затяжки фланцев. |
| Быстрый износ или «засаливание» круга | Недостаточная скорость резания (слишком низкие обороты машины для данного круга). | Используйте машину с более высокой частотой вращения, соответствующей кругу. |
| Низкая производительность резки/шлифовки | Неправильно выбран угол атаки. Недостаточное давление на инструмент. «Засаленный» круг. | Скорректируйте угол наклона машины. Увеличьте нажим. Очистите или замените круг. |
Важно помнить формулу для определения максимально допустимой частоты вращения для изношенного круга, чтобы использовать его на другой, более скоростной машине:
nmax = nном × (Dн / Dизн)
где nном — номинальная частота вращения, указанная на новом круге; Dн — начальный диаметр круга; Dизн — диаметр изношенного круга.
Заключение
Эффективность ручной шлифовальной машины которой зависит от гармоничного сочетания трех факторов: мощности и надежности самой машины, правильного выбора расходного материала и мастерства оператора. Понимание принципов работы, знание классификации и строгое соблюдение техники безопасности позволяют решать самые сложные производственные задачи быстро, качественно и без риска для здоровья. Современный ассортимент РШМ и оснастки настолько широк, что позволяет подобрать идеальное решение для любой операции, от деликатной доводки до агрессивной резки толстого металла.
