Нагревательная печь – это технологический энергетический агрегат, в котором в результате горения топлива или преобразования электрической энергии выделяется теплота, используемая для тепловой обработки металлов. Печи должны удовлетворять ряду основных требований, к которым относятся: обеспечение высокой производительности при заданных технологических условиях нагрева (температуре, перепаде температур по сечению заготовки и пространству печи); минимальный удельный расход топлива; возможность регулирования производительности; нагрев различных сортаментов; наличие механизации процессов загрузки и выгрузки; простота и безопасность эксплуатации и обслуживания; возможность автоматического управления процессами нагрева.
В кузнечных цехах используют большое разнообразие печей, что позволяет их классифицировать по технологическим, конструктивным и иным признакам. По технологическим признакам печи подразделяются на прокатные, кузнечные (для нагрева металла под ковку и штамповку) и термические. По конструктивным особенностям различают кузнечные горны, наочковые, щелевые, камерные, методические, полуметодические, карусельные и др. В кузнечных цехах массового и крупносерийного производств большое распространение получили печи, имеющие высокую производительность: методические, полуметодические и карусельные. В проходных печах (методических и карусельных) загрузка и выгрузка заготовок осуществляются непрерывно.
В цехах с индивидуальным и мелкосерийным производством, к каким относятся кузнечные цеха авиамоторостроительных предприятий, используют камерные и щелевые печи; в небольших кузницах – кузнечные горны и очковые печи. В камерных печах загрузка и выгрузка заготовок осуществляется через одно и то же окно, заготовки в процессе нагрева остаются неподвижными. Для нагрева цветных металлов и сплавов в кузнечных цехах авиационного производства применяют камерные электропечи, позволяющие выполнять процесс нагрева в защитных атмосферах.
По виду энергоносителя печи подразделяют на пламенные и электрические, а первые, в свою очередь, делят на газовые и мазутные. Иногда пламенные печи классифицируют по способу утилизации теплоты отходящих газов: рекуперативные и регенеративные.
Более общим признаком классификации печей служит температурный режим, в соответствии с которым все нагревательные печи подразделяют на три класса: с постоянной температурой рабочего пространства; с его переменной температурой и проходные печи. Для первого класса печей характерен одноступенчатый режим нагрева, для второго – многоступенчатый. В проходных печах могут быть реализованы как одно-, так и многоступенчатые режимы нагрева.
В зависимости от максимальной рабочей температуры камерные электропечи также можно подразделить на: низкотемпературные, с температурой рабочего пространства 650…700 °С (сушильные, отпускные, для нагрева цветных металлов и сплавов под горячую обработку давлением). В этих печах значительная часть теплоты заготовки передается конвекцией.
К среднетемпературным относятся печи с температурой рабочего пространства 700…1250 °С. В этих печах основной вид теплоотдачи происходит излучением. Печи с рабочей температурой >1250 °С относят к высокотемпературным.
Газовые камерные печи с постоянной температурой рабочего пространства предназначены для нагрева заготовок под высадку и штамповку массой до нескольких килограммов. Они имеют мощность в диапазоне 100…150 кВт, обладают высокой производительностью, но отличаются низким коэффициентом полезного действия (КПД), не превышающим 15 %. Рабочее пространство камерной печи характеризуется размерами: длиной А, шириной Б, высотой В. Номенклатурный ряд камерных печей представлен ниже:
| А . . . . . | 6 | 10 | 14 | 16 | 20 | 10 | 14 | 18 | 20 | 25 | 14 | 18 | 20 | 25 | 18 |
| Б. . . . . . | 8 | 10 | 10 | 20 | 20 | 14 | 14 | 14 | 25 | 20 | 18 | 18 | 30 | 25 | 22 |
| В . . . . . | 4 | 8 | 11 | 14 | 16 | 8 | 11 | 14 | 16 | 18 | 11 | 14 | 16 | 20 | 14 |
На рис. 8 приведена схема камерной нагревательной печи.
Камерные щелевые печи используют для нагрева концов прутковых заготовок под ковку, штамповку, высадку и другие кузнечные операции. Схема камерной щелевой печи приведена на рис. 9. Применяется большой ряд типоразмеров рабочего пространства этих печей.
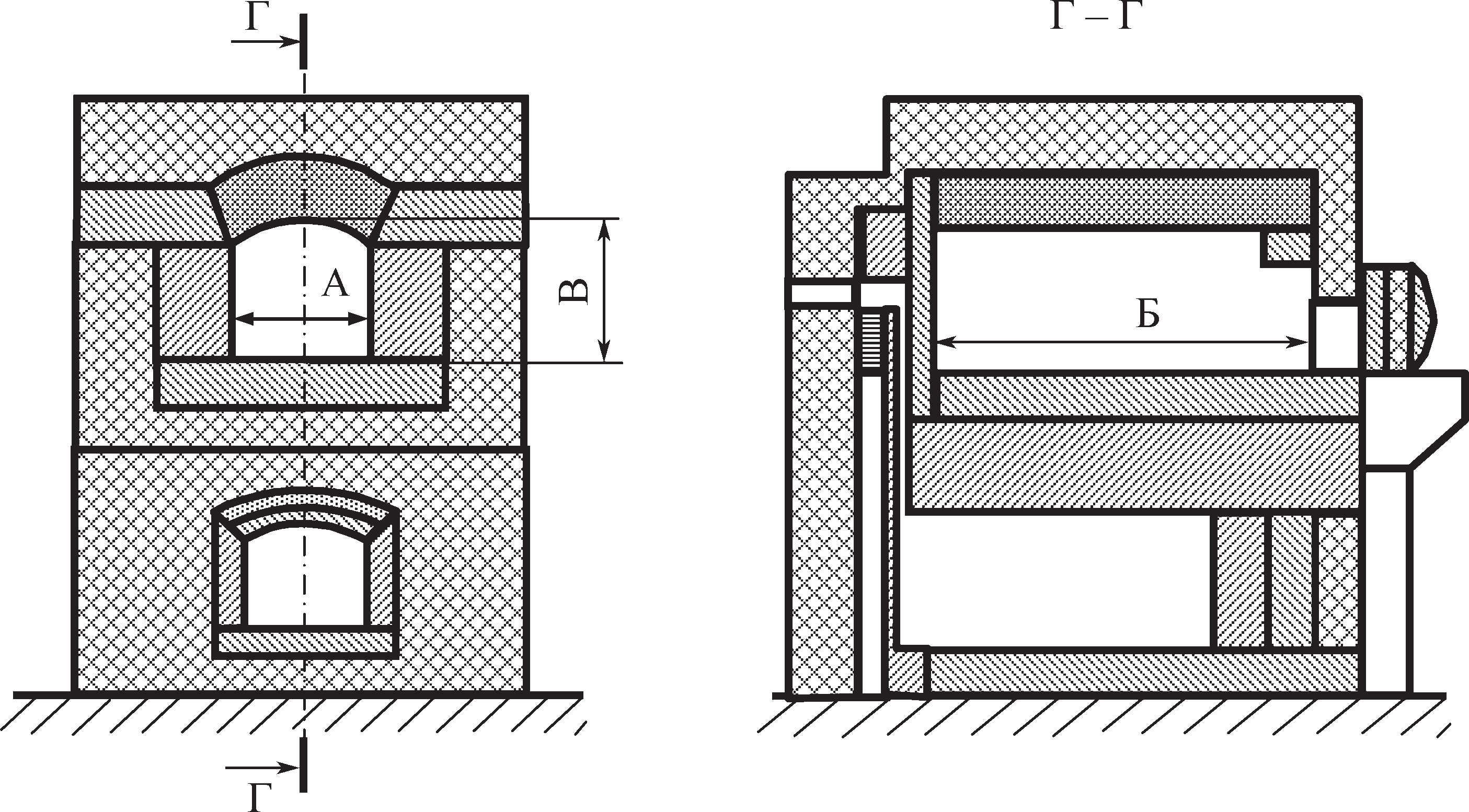
Рис. 8. Схема камерной нагревательной печи
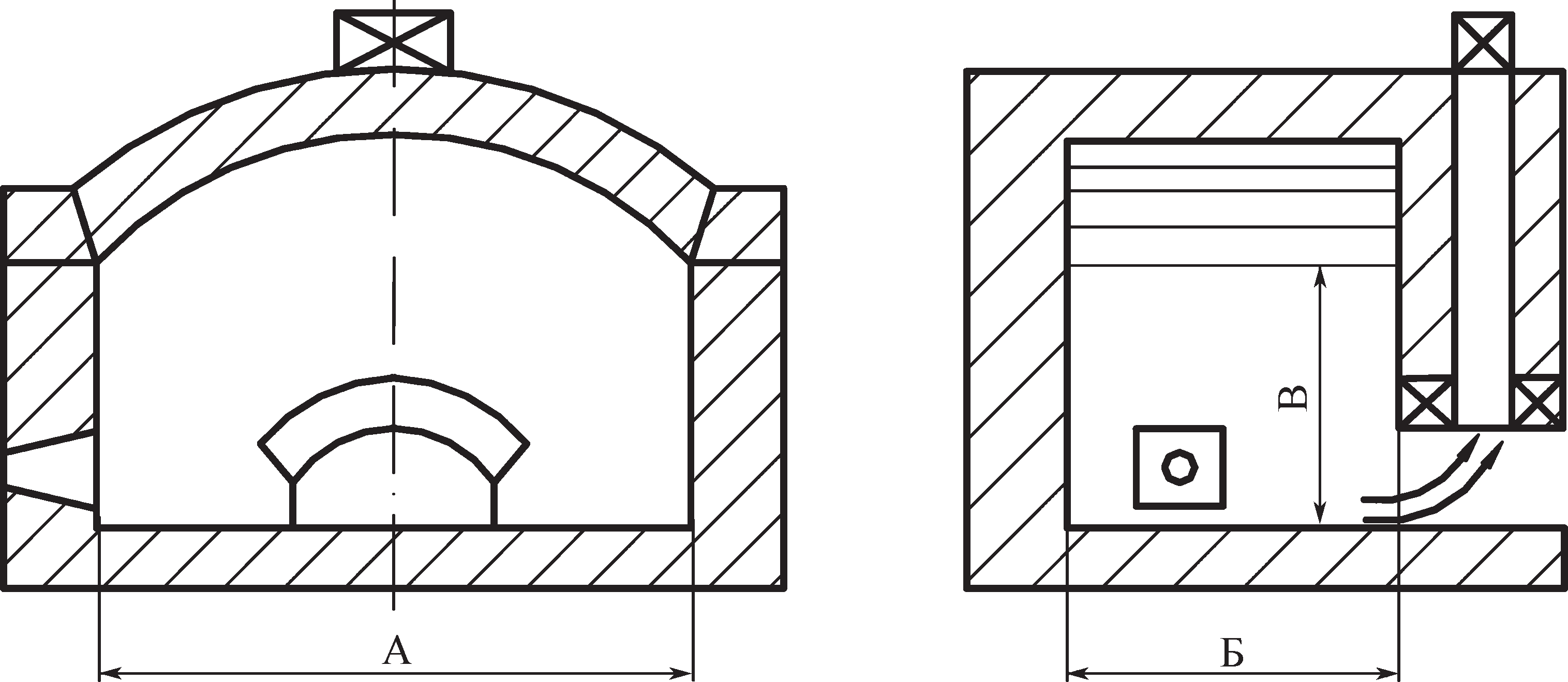
Рис. 9. Схема камерной щелевой печи
Номенклатурный ряд размеров рабочей зоны щелевых печей
| А . . . . . | 6 | 10 | 12 | 14 | 16 | 18 | 14 | 18 | 20 | 14 | 16 | 18 | 20 |
| Б. . . . . . | 8 | 6 | 10 | 16 | 18 | 20 | 7 | 20 | 12 | 10 | 12 | 14 | 16 |
| В . . . . . | 4 | 8 | 9 | 10 | 11 | 14 | 10 | 14 | 16 | 10 | 11 | 14 | 16 |
Производительность печей при нагреве углеродистых и низколегированных сталей составляет ~400 кг/(м2ч). При нагреве легированных сталей она снижается в 2 раза.
Расход топлива: мазут 110…125 кг/т; природный газ 130…150 м3/т. При нагреве легированных сталей расход увеличивается вдвое.
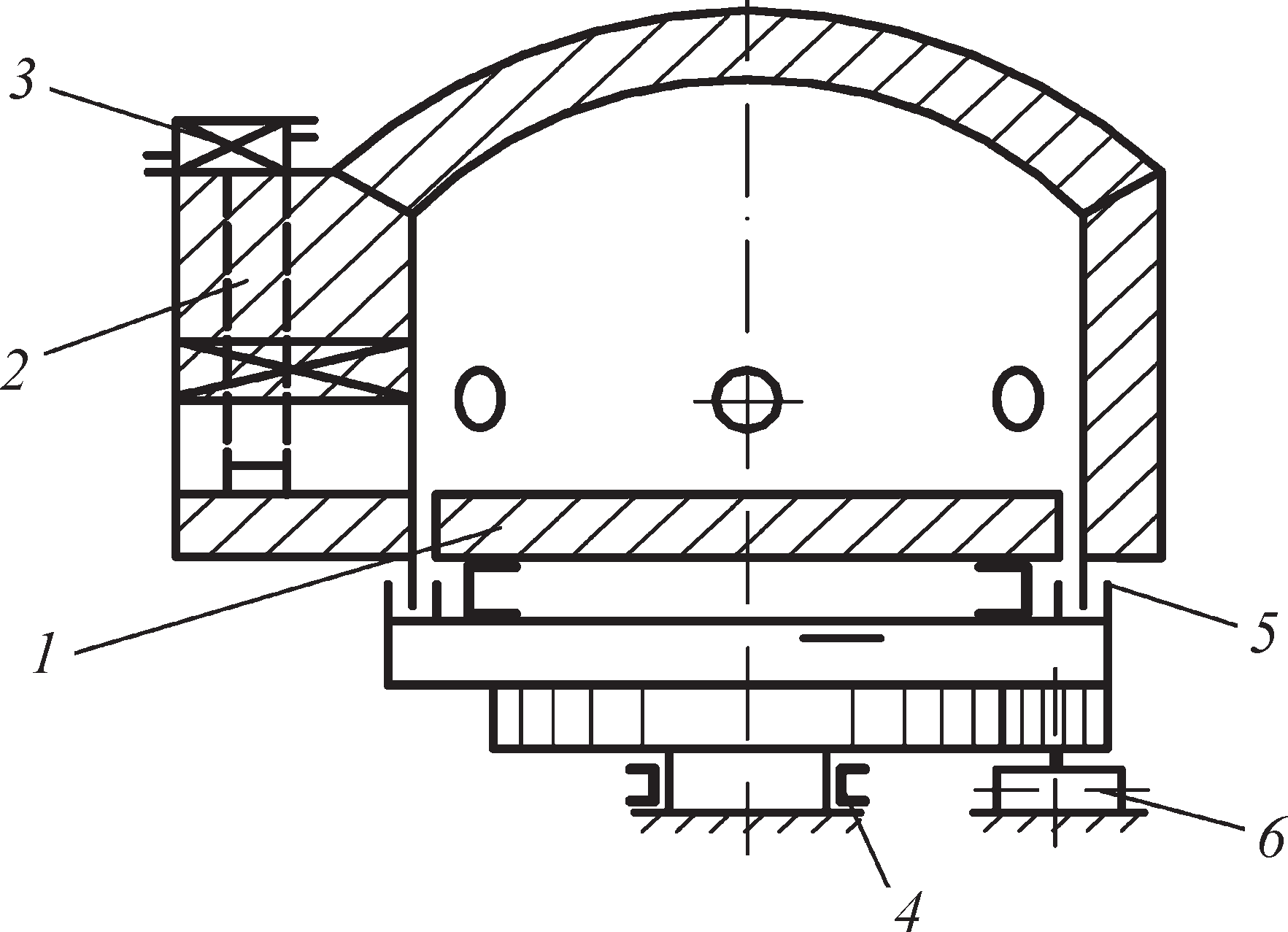
Рис. 10. Схема печи с вращающимся подом: 1 – под печи; 2 – каналы; 3 – рекуператор; 4 – пятовый упорный подшипник; 5 – водяной затвор; 6 – механизм вращения печи
Камерные печи с вращающимся подом (рис. 10) обычно используют для нагрева под ковку, штамповку заготовок небольшой массы. В данных печах удается получить высокую равномерность прогрева заготовок вследствие хорошего их промывания печными газами.
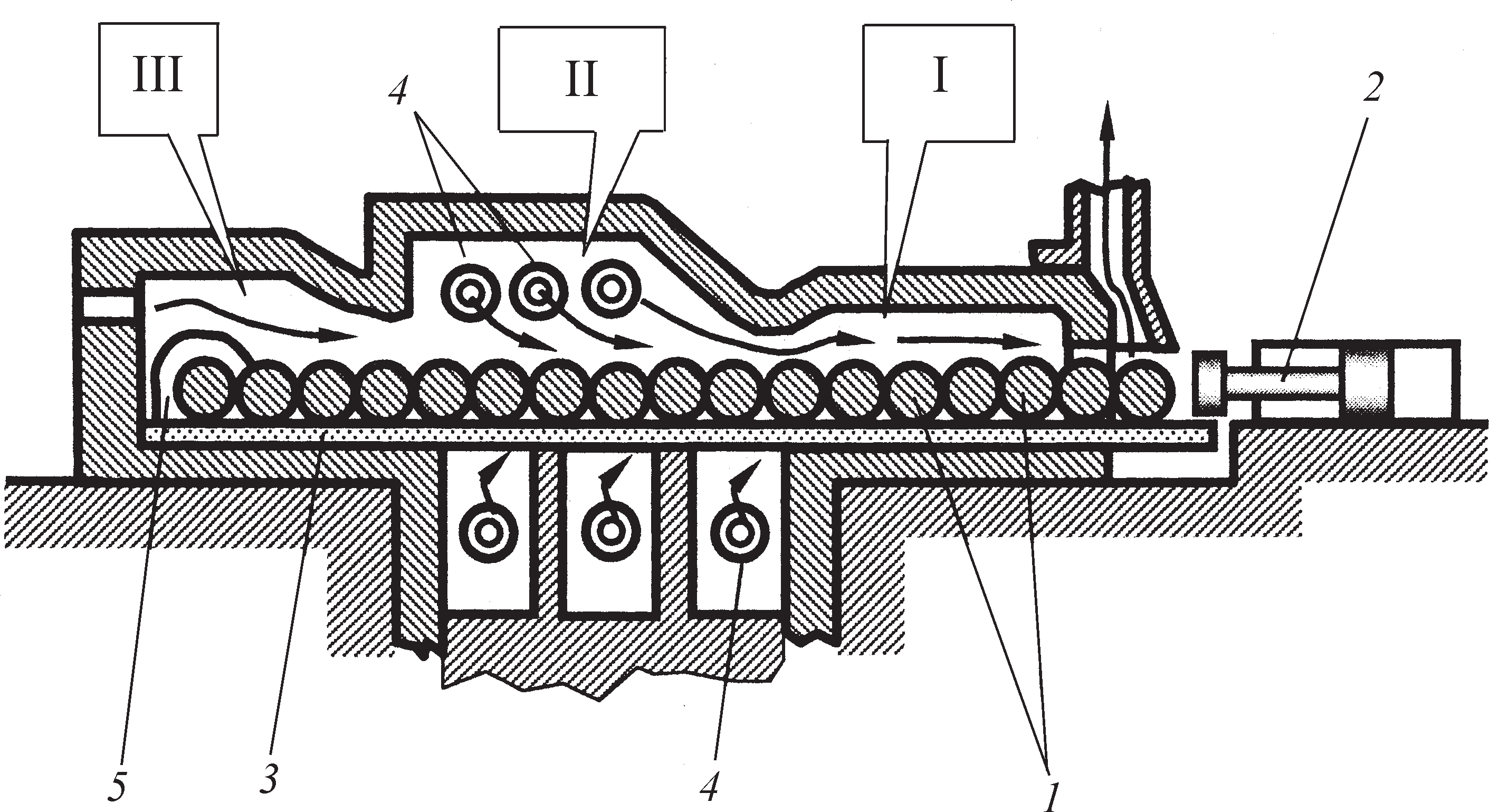
Рис. 11. Схема трехзонной методической печи: 1 – заготовки; 2 – толкатель; 3 – под печи; 4 – горелки; 5 – окно извлечения нагретых заготовок
Традиционно печи имеют шесть горелок, создающих равномерное температурное поле.
Для кузнечных цехов массового и крупносерийного производств целесообразно применение механизированных методических печей. На рис. 11 приведена схема трехзонной методической печи.
Рабочее пространство методической печи имеет вытянутую форму и включает в себя три (иногда две – полуметодические) зоны с различной температурой: I – зона подогрева (методическая) с температурой нагрева 600…800 °С, II – зона максимального нагрева (1250…1350 °С), III – зона выдержки (томильная)
Заготовки 1 проталкиваются толкателем 2 и, перемещаясь по поду 3 печи, последовательно проходят все три зоны нагрева. Горячий газ от горелок 4 подается навстречу движущимся заготовкам, которые извлекаются из печи через окно 5.
Благодаря встречному движению газов, имеющих высокую температуру, и нагреваемых заготовок температура уходящих газов используется более рационально, чем в обычных камерных печах, потери теплоты ниже, а коэффициент полезного действия выше и достигает 40…60 %.
Трехзонные методические печи позволяют нагревать заготовки толщиной (диаметром) > 100 мм. Их применение позволяет выровнять температуру нагрева заготовки по всему ее объему путем выдержки в томильной зоне.
В табл. 1 рассмотрены основные типы пламенных печей, применяемых в кузнечных цехах для нагрева заготовок под ковку и штамповку.
Камерные и карусельные электрические нагревательные печи сопротивления получили широкое распространение в кузнечно-штамповочных цехах авиационного производства для нагрева высоколегированных сталей, никелевых, титановых и алюминиевых сплавов. Камерные электропечи дают возможность получить любой
Таблица 1. Типы пламенных печей для нагрева заготовок под ковку и штамповку
| Печи | Область применения | Использование теплоты отходящих газов |
| Щелевые одно- и двухкамерные | Для нагрева с предварительным подогревом легированных и высоколегированных сталей | Рекуператор |
| Одно- и двухкамерные с закрывающимися окнами | Для нагрева легированных и высоколегированных сталей | Рекуператор или использование теплоты на подогрев металла (в камере подогрева) |
| Крупногабаритные камерные с несколькими закрывающимися окнами | Для нагрева небольших слитков и заготовок под ковку | Рекупертатор или регенератор |
| Печи-колодцы для нагрева под ковку и прокатку слитков | Для нагрева слитков небольшой массы | |
| С выдвижным подом | Для нагрева слитков под ковку или штамповку | |
| Камерная малоокислительного нагрева | Для нагрева небольших слитков и заготовок из углеродистых и легированных сталей | Рекуператор |
| Методическая трехзонная | Для нагрева слитков из высоколегированных сталей под ковку, штамповку в крупносерийном производстве | |
| Очковые | Для нагрева концов заготовок под высадку, штамповку | |
| Полуметодические толкательные | Для нагрева заготовок под ковку и штамповку в крупносерийном и массовом производствах | |
| С вращающимся подом | Для нагрева различных заготовок под ковку и штамповку | |
| Скоростного конвективного нагрева | Для нагрева небольших заготовок при массовом и крупносерийных производствах | |
| Полуметодические малоокислительного нагрева | Для нагрева небольших и средних по размерам заготовок в массовом и крупносерийном производствах |
температурный режим с обеспечением его автоматического регулирования. Электрическая энергия в печах сопротивления преобразуется в тепловую с помощью нагревательных элементов, изготавливаемых из материалов с высоким электрическим сопротивлением.
Как уже отмечалось, печи сопротивления подразделяют на низко-, средне- и высокотемпературные. В низкотемпературных печах основной теплообмен осуществляется путем конвекции, поэтому в них организуют искусственную циркуляцию печной атмосферы печными вентиляторами. В средне- и высокотемпературных печах основной теплообмен выполняется посредством излучения. Электронагреватели печей сопротивления изготавливают в зависимости от рабочей температуры из различных материалов. Материалы, применяемые для изготовления нагревателей, и их рабочие температуры приведены ниже.
Материалы нагревателей и рабочие температуры, С
Нихромы:
Х23Н18 — 800
Х15Н60-Н — 950
Х20Н80-Т3 — 1100
Фехрали:
ОХ23Ю5А — 1200
ОХ27Ю5А — 1300
Металлокерамический материал — До 1600
Дисилицид молибдена (MoSi2) — 1400…1450
Карбидокремниевые (корундовые SiC) — 1450…1500
Модели низко- и среднетемпературных камерных печей, выпускаемые отечественной промышленностью, приведены в табл. 2 и 3.
В качестве примера ниже представлена структура условного обозначения камерной электропечи модели СНО-3.4.3/6: С — нагрев сопротивлением; Н — камерная;
Таблица 2. Перечень выпускаемых низкотемпературных камерных печей
| Обозначение печи | Установленная мощность, кВт | Номинальная температура, °С | Размеры рабочего пространства, мм |
| СНО-3.4.3/5 | 10 | 500 | 300x400x300 |
| СНО-4.8.4/5 | 20 | 400x800x400 | |
| СНО-6.8.6/5 | 40 | 600x800x600 | |
| СНО-8.10.8/5 | 68 | 800x1000x800 | |
| СНО-10.20.10/5 | 170 | 1000x2000x1000 | |
| СНО-3.4.3/6 | 11 | 600 | 300x400x300 |
| СНО-4.8.4/6 | 22 | 400x800x400 | |
| СНО-6.8.6/6 | 44 | 600x800x600 | |
| СНО-8.12.6/6 | 66 | 800x1200x600 | |
| СНО-10.20.8/6 | 150 | 1000x2000x800 | |
| СНО-3.4.3/7,5 | 14 | 750 | 300x400x300 |
| СНО-4.8.4/7,5 | 30 | 400x800x400 | |
| СНО-5.10.5/7,5 | 58 | 500x1000x500 | |
| СНО-6.12.5/7,5 | 70 | 600x1200x500 | |
| СНО-8.12,5.6/7,5 | 87 | 800x1250x600 | |
| СНО-11.22.10/7,5 | 250 | 1100x2200x1000 |
Таблица 3. Перечень выпускаемых промышленностью среднетемпературных камерных печей
| Обозначение печи | Установленная мощность, кВт | Номинальная температура, °С | Размеры рабочего пространства, мм |
| СНО-3.6.2/10 | 15 | 1000 | 300x600x200 |
| СНО-4.8.2,5/10 | 30 | 400x800x250 | |
| СНО-6.12.4/10 | 70 | 600x1200x400 | |
| СНО-8.16.5/10 | 115 | 800x1600x500 | |
| СНО-8,5.17.5/10 | 130 | 850x1700x500 | |
| СНО-10.20.6/10 | 180 | 1000 | 1000x2000x600 |
| СНО-11.22.7/10 | 225 | 1100x2200x700 | |
| СНО-3.6.2/11 | 25 | 1100 | 300x600x200 |
| СНО-4.8.2,5/11 | 50 | 400x800x250 | |
| СНО-6.12.4/11 | 95 | 600x1200x400 | |
| СНО-8.16.5/11 | 150 | 800x1600x500 | |
| СНО-8,5.17.5/11 | 185 | 850x1700x500 | |
| СНО-10.20.6/11 | 275 | 1000x2000x600 | |
| СНО-11.22.7/11 | 330 | 1100x2200x700 | |
| СНО-3.6.2/12 | 30 | 1200 | 300x600x200 |
| СНО-4.8.2,5/12 | 55 | 400x800x250 | |
| СНО-6.12.4/12 | 95 | 600x1200x400 | |
| СНО-8.16.5/12 | 160 | 800x1600x500 | |
| СНО-10.20.6/12 | 285 | 1000x2000x600 | |
| СНО-11.22.7/12 | 355 | 1100x3300x700 | |
| СНО-3.4.2,5/13 | 25 | 1300 | 300x400x250 |
| СНО-4.8.2,5/13 | 50 | 400x800x250 | |
| СНЗ-3.6.2/10 | 15 | 1000 | 300x600x200 |
| СНЗ-4.8.2,5/10 | 30 | 400x800x250 | |
| СНЗ-6.12.4/10 | 70 | 600x1200x400 | |
| СНЗ-8.16.5/10 | 115 | 800x1600x500 | |
| СНЗ-10.20.6/10 | 182 | 1000x2000x600 | |
| СНЗ-11.22.7/10 | 228 | 1000 | 1100x2200x700 |
| СНЗ-3.6.2/11 | 25 | 1100 | 300x600x200 |
| СНЗ-4.8.2,5/11 | 60 | 400x800x250 | |
| СНЗ-6.12.4/11 | 95 | 600x1200x400 | |
| СНЗ-8.16.5/11 | 150 | 800x1600x500 | |
| СНЗ-10.20.6/10 | 186 | 1000x2000x600 | |
| СНЗ-11.22.7/11 | 277 | 1100x2200x700 | |
| СНЗ-3.6.2/12 | 30 | 1200 | 300x600x200 |
| СНЗ-4.8.2,5/12 | 55 | 400x800x250 | |
| СНЗ-6.12.4/12 | 90 | 600x1200x400 | |
| СНЗ-8.16.5/12 | 100 | 800x1600x500 | |
| СНЗ-10.20.6/12 | 286 | 1000x2000x600 | |
| СНЗ-11.22.7/12 | 357 | 1100x2200x700 |
О — среда в рабочем пространстве — окислительная (воздушная) (если вместо О стоит З, то в рабочем пространстве — защитная атмосфера); 4 — длина рабочего пространства в дециметрах; 3 — высота рабочего пространства в дециметрах; 6 — номинальная температура, сотни °С.
Некоторые технические характеристики выпускаемых промышленностью карусельных электропечей сопротивления приведены в табл. 4.
Таблица 4. Технические характеристики карусельных электропечей сопротивления с номинальной температурой нагрева 1100 °С
| Параметр печи | Тип печи | |
| САО-60.40.7/11-III | САО-85.65.7/11-III | |
| Установленная мощность, кВт | 800 | 1239 |
| Мощность нагревателей, кВт | 795 | 1225 |
| САО-60.40.7/11-III | САО-85.65.7/11-III | |
| Число тепловых зон | 7 | 10 |
| Производительность, кг/ч | 1280 | 1440 |
| Время нагрева, ч | 20 | 27 |
| Размеры рабочего пространства, мм | ||
| внешний диаметр пода | 6000 | 8500 |
| внутренний диаметр пода | 4000 | 6500 |
| высота загрузочного окна | 700 | |
| Масса, т: | ||
| электропечи | 90 | 150 |
| футеровки | 37,9 | 68 |
| Габаритные размеры печи, мм (ширина x длина x высота) | – | 10 900 x 14 200 x 5500 |
