Содержание страницы
Процесс формования волокон и нитей — один из ключевых этапов в производстве синтетических и искусственных текстильных материалов. От качества и точности этого процесса напрямую зависит прочность, внешний вид, структура и функциональные характеристики конечной продукции. С развитием технологий химического волокна формование из расплава стало не только экономически выгодным, но и позволило добиться высокой гибкости в производстве, а также возможности введения широкого спектра модифицирующих добавок, включая пигменты, стабилизаторы и функциональные наноматериалы.
Современные линии формования представляют собой сложные инженерные комплексы, оснащенные точными системами дозирования, высокотехнологичными смесителями, терморегулирующим оборудованием и средствами контроля качества. Всё это необходимо для получения однородных, стабильных и долговечных волокон с заданными свойствами. Одним из наиболее перспективных направлений в этой области является формование методом «мастер-батч», обеспечивающим точное введение аддитивов и цветных пигментов с минимальными затратами и высокой степенью гомогенизации.
Первым искусственным волокном, полученным в лабораторных условиях, стала вискоза, изобретенная в конце XIX века. Однако именно в XX веке начался активный рост химической промышленности, связанной с производством синтетических волокон, таких как нейлон (1935 г.) и полиэстер (PET, 1941 г.).
Формование волокон из расплава стало активно развиваться после Второй мировой войны, когда появились первые полимеры, пригодные для экструзии и последующего вытягивания в нити. Именно в этот период появились первые экструдеры и системы непрерывной поликонденсации, обеспечивающие прямую подачу расплава в формовочную линию.
В СССР большое внимание уделялось развитию текстильной промышленности. В 1960–1980-х годах активно создавались предприятия по производству химических волокон, в том числе с уникальным отечественным оборудованием и технологией, адаптированной под доступные материалы и климатические условия.
1. Оборудование для получения модифицированных нитей на стадии формования методом «мастер-батч»
Современные технологии прямого формования нитей и волокон из расплава предоставляют расширенные возможности для гибкого изменения свойств конечного продукта. Это достигается за счет интеграции различных аддитивов с применением точных дозирующих систем, особенно актуально на непрерывных производственных линиях по синтезу ПЭТ. Такие линии, именуемые гибкими производственными комплексами, позволяют значительно варьировать состав и характеристики материала.
Добавки, вводимые в полимерный расплав, могут быть как гомогенными (растворимыми), так и гетерогенными (наполнители или пигменты). При использовании гетерогенных компонентов важную роль играет степень их дисперсности. Особенно это актуально при крашении в массе: частицы пигментов не должны превышать 10−15 % от радиуса формуемого волокна. Такой размер позволяет рассматривать их как наночастицы. Более крупные включения нарушают стабильность течения расплава и ведут к ухудшению механических характеристик получаемого материала.
Среди пигментов, широко применяемых в процессе окрашивания, доминируют диоксид титана, высокодисперсная сажа и ряд синтетических красителей. Введение ТiO2 в объеме 0,3 % обеспечивает получение матированных волокон с пониженным блеском. При необходимости более легкого матирования применяются дозировки на уровне сотых долей процента, что называется микроматированием.
Диоксид титана представлен в природе тремя кристаллическими формами — рутил, анатаз и брукит. Анатаз обладает наибольшей удельной поверхностью, что делает его особенно эффективным при использовании в качестве матирующего агента в химических волокнах. Его активное применение обусловлено высоким качеством рассеивающей способности и совместимостью с ПЭТ.
Для получения тёмных и черных оттенков применяется введение сажи. Ее характеристики по дисперсности должны соответствовать тем же строгим требованиям, что и для других пигментов. Но, помимо окрашивания, добавление сажи способствует формированию определённой структуры волокна.
Введение функциональных добавок в систему формования модифицированного расплава осуществляется двумя основными методами:
- подача в виде жидкости или твёрдого вещества через гравиметрическую или объемную дозирующую систему, которая соединяется с загрузочной воронкой или подаёт в определённую зону экструдера;
- подача одного расплава в другой — так называемый метод «мастер-батч».
Объемный дозатор определяет подачу добавок по объему, проходящему за единицу времени, при этом точность зависит от плотности материала. Погрешность такого способа дозирования может достигать 1,5 %. Для более точной подачи, особенно при малых дозировках, используются гравиметрические системы, где шнековый механизм является ключевым элементом.
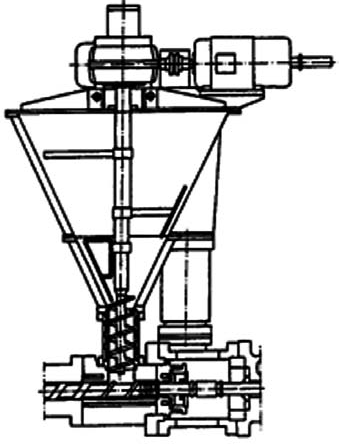
Рис. 1. Шнековый дозатор
Скорость подачи материала здесь регулируется частотой вращения шнека, его шагом и диаметром. Для обеспечения бесперебойной подачи дозирующий шнек размещён в нижней части бункера. Электронные весы, встроенные в систему, отслеживают массу поступающего материала, что позволяет достигать точности менее 0,5 %, независимо от характеристик самого аддитива.
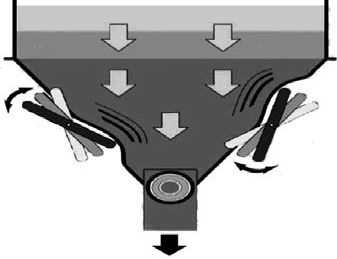
Рис. 2. Бункер дозатора Flexwall
Оборудование типа Flexwall от фирмы Brabander Technologie дополнительно оснащено эластичным корпусом с сужающимися стенками и внешними лопастями, которые предотвращают зависание трудносыпучих добавок. Это особенно важно при подаче порошкообразных или склонных к слеживанию компонентов. Такие дозаторы устанавливаются как на экструдерах, так и на горизонтальных либо вертикальных смесителях, позволяя одновременно дозировать до десяти различных добавок.
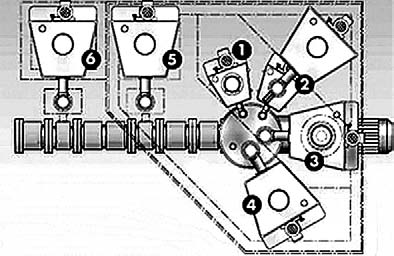
Рис. 3. Схема установки дозаторов: 1-6 – количество дозирующих устройств
После ввода в экструдер, вне зависимости от применяемого метода дозирования, добавки пребывают в зоне термической обработки столько же, сколько и основной полимер, что обуславливает требования к их термостойкости. В этом контексте гравиметрический метод дозирования обладает заметным преимуществом — он снижает тепловую нагрузку на добавки, особенно в условиях ограниченного объема смешивания, что критично при работе с термочувствительными веществами.
При прямом формовании с интеграцией стадии поликонденсации добавки могут подаваться непосредственно в реактор или в поток расплава через инжекторную систему. В таких случаях используются динамические смесители, обеспечивающие равномерность состава на протяжении всего потока.
Одной из передовых разработок в этой области является система, предложенная EMS INVENTA AG, позволяющая вводить пигменты и другие добавки, включая TiO2, непосредственно в поток ПЭТ после заключительной стадии поликонденсации. Система отбирает часть расплава насосом, направляя его в двухшнековый экструдер, где происходит смешивание с добавками, после чего смесь возвращается в основной поток с помощью гомогенизирующих элементов.
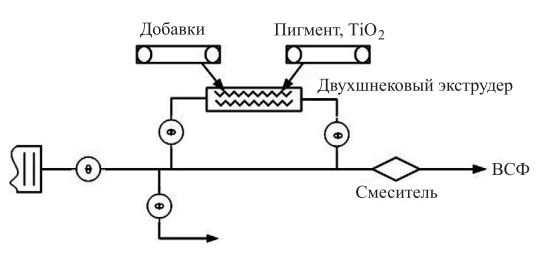
Рис. 4. Система ввода добавок в расплав полимера
Технические параметры такой системы позволяют обрабатывать высокодисперсные порошки без риска засорения фильтров. Контроль чистоты осуществляется на основе показателей фильтруемости и анализа изменения давления в системе. Для стабильности цветовых характеристик при использовании TiO2 крайне важно поддерживать точность концентрации в пределах ± 5 %, особенно при производстве высокотехнологичных нитей POY и FDY, где даже малейшие отклонения могут повлиять на качество продукции.
Насос PROMIX. Одним из ключевых компонентов при подаче добавок в основной поток расплава является обеспечение качественного и стабильного перемешивания. В этой связи фирма Oerlikon Ваrmag разработала и запатентовала трехпозиционный шестеренчатый планетарный насос PROMIX (Planetary Rotating Mixing Pump), включающий в себя гомогенизатор статического действия. Это устройство создает благоприятные условия для получения однородного состава расплава при подаче добавок (рис. 7).
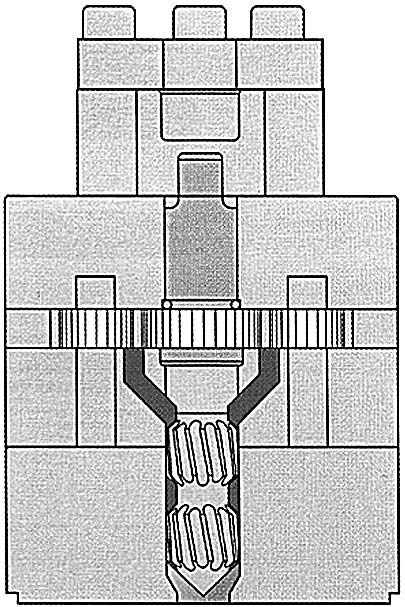
Рис. 7. Насос PROMIX
PROMIX, работающий в сочетании с системой Maxflex®, не только дозирует и распределяет расплав, но и обеспечивает высокоэффективное смешивание добавок с основным потоком. Такая комбинация оборудования позволяет получать окрашенные в массе нити на одном формовочном устройстве с тремя фильерами. Таким образом, формовочная машина, оснащённая 24 приемными позициями, способна выпускать одновременно до 8 различных по цвету нитей при условии установки соответствующего количества насосов PROMIX и систем Maxflex®.
Система подачи Maxflex. Компактная система Maxflex предназначена для расплавления, гомогенизации и точного дозирования ПК-добавок в производственные линии с широким диапазоном мощности (рис. 5). Она отличается от стандартных экструдеров укороченным шнеком (на 50 % меньше по технологической длине), а также увеличенным диаметром, что улучшает показатели плавления и однородности массы.
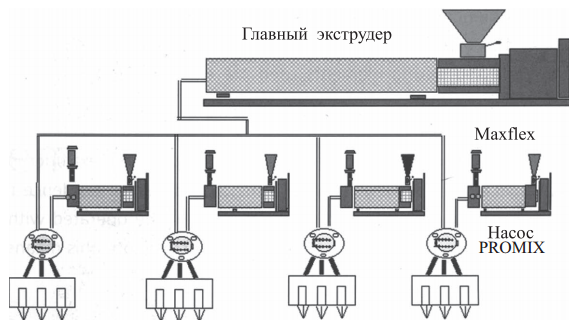
Рис. 5. Возможная схема размещения систем Maxflex® на машине формования
Дополнительным преимуществом конструкции Maxflex является ее компактность, позволяющая устанавливать систему непосредственно на формовочную балку, минимизируя расстояние между добавлением концентрата и его использованием. Встроенный дозирующий насос обеспечивает необходимую точность ввода добавок даже при переменных условиях производства.
Система Maxflex может применяться как при классическом экструдерном, так и при прямом формовании. В последнем случае добавки вводятся непосредственно перед формующими элементами, что обеспечивает исключительную гибкость в производственных линиях синтеза полимеров (рис. 6). Это даёт возможность оперативного запуска малых партий продукции с индивидуальными характеристиками.
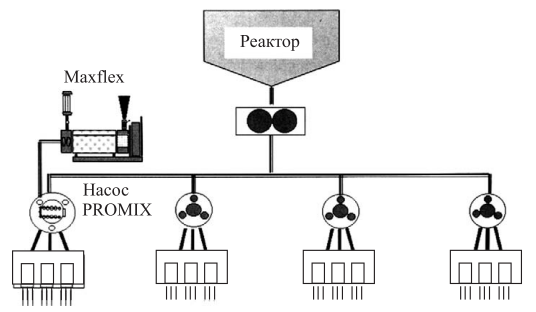
Рис. 6. Размещение систем Maxflex® при прямом формовании
Трехнаправленный динамический смеситель типа 3DD. Для повышения степени однородности расплава при наличии различных добавок фирма Oerlikon Ваrmag разработала трехнаправленный динамический смеситель 3DD, представляющий собой инновационное устройство для гомогенизации расплавов (рис. 8).
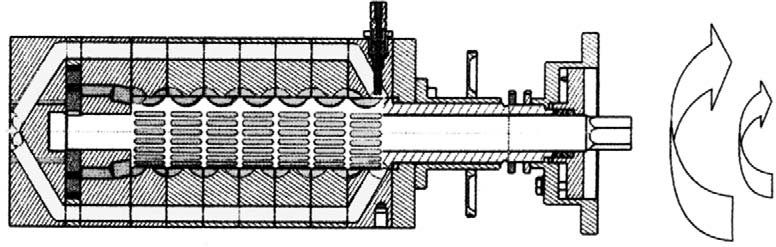
Рис. 8. Смешивание аддитивов смесителем 3DD
Смеситель состоит из двух ключевых частей: вращающегося ротора и стационарного статора цилиндрической формы. Расплав проходит через узкие каналы, формируемые в зазорах между ними. Внутри происходит разделение потока на ультратонкие слои с последующим перемешиванием в тангенциальных, радиальных и продольных направлениях.
Такая конструкция обеспечивает дисперсионное и разделительное перемешивание, что позволяет эффективно обрабатывать смеси с сильно различающимися по вязкости компонентами — например, при введении пигментов, стабилизаторов, фрикционных добавок или полимеров. Смеситель способен равномерно диспергировать даже минимальные объемы аддитивов в пропорциях до 1:100, обеспечивая требуемую равномерность и стабильность состава.
Температура внутри устройства стабилизируется за счёт системы охлаждения или нагрева, отводящей тепло, возникающее в процессе трения расплава при интенсивном перемешивании. Это гарантирует сохранение свойств материала, особенно при работе с термочувствительными добавками.
Устройство 3DD может быть встроено в экструдеры Oerlikon Ваrmag в виде сменного модуля, адаптированного под стандартные диаметры шнеков. Особенно эффективно оно применяется при массовом окрашивании волокон из ПЭТ, ПА 6, ПА 6,6 и ПП, где требуется стабильная структура и высокая равномерность цвета.
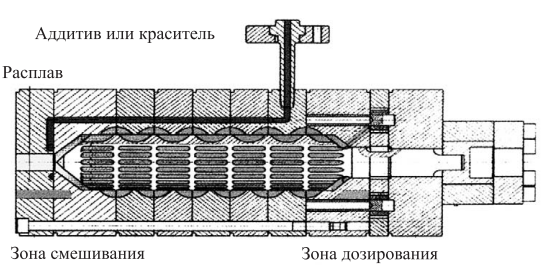
Рис. 9. Насос PROMIX АС
Совмещённая работа насоса PROMIX и смесителя 3DD получила название системы PROMIX АС (рис. 9). Эта интегрированная система нашла широкое применение в тех случаях, когда необходимо добиться максимальной однородности при сохранении высокой точности дозирования. PROMIX АС является универсальным решением, охватывающим все стадии: от дозирования до гомогенизации.
2. Оборудование вспомогательных отделений
2.1 Системы обогрева современных линий формования
Для стабильного поддержания равномерной температуры всех компонентов технологической линии, по которым транспортируется расплав полимера от экструдера до формующей фильеры, применяется система обогрева с использованием пара теплоносителя. В большинстве современных решений в качестве теплоносителя используются высококипящие органические жидкости, такие как динил — это эвтектическая смесь дифенилоксида и дифенила, а также все чаще применяемый терминол.
Обогрев может быть организован двумя способами: либо через централизованную котельную установку, либо с помощью индивидуального электронагревательного котла (рис. 10). В обоих случаях пар теплоносителя циркулирует по трубопроводам: первичный контур ведет от бойлера 4 к формовочной балке 2, а затем вторичный контур передает тепло к расплавопроводу и измерительной головке экструдера. Сам экструдер 1, как правило, оснащается ленточными электрическими нагревателями.
Температурный режим формования, обычно находящийся на уровне около 290 °С, достигается за счёт низкого избыточного давления — порядка 0,1 МПа — в замкнутом контуре подачи пара теплоносителя. Это обеспечивает высокую эффективность и безопасность теплообмена.
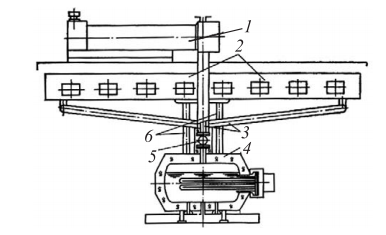
Рис. 10. Система обогрева машины формования парами теплоносителя
Пар в процессе охлаждения конденсируется, и образующийся конденсат по рециркуляционной трубе 6 возвращается обратно в бойлер. Выход пара размещается в верхней точке схемы, обеспечивая его полное использование. Обязательной частью установки является наличие запорной и предохранительной арматуры 5, реагирующей на превышение допустимого давления, а также конденсационные змеевики, понижающие давление.
Для каждой машины или группы машин в системе циркуляции ВОТ проектируется индивидуальная система запорных, регулирующих и защитных устройств согласно техническим нормам эксплуатации сосудов, работающих под давлением. При эксплуатации группы однотипных формовочных установок предпочтительнее централизованный обогрев от котельной (рис. 11), тогда как в случае разнообразного парка оборудования экономически выгоднее автономный обогрев от электроподогревателей ВОТ.
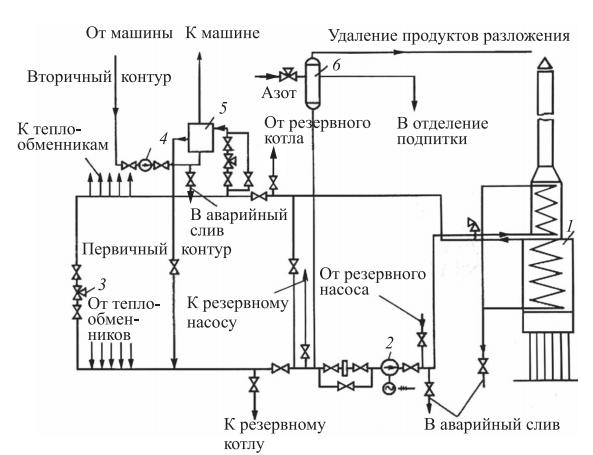
Рис. 11. Схема обогрева машин для формования от котельной ВОТ: 1 – котел-подогреватель; 2 – питающий насос первичного контура; 3 – предохранительный клапан; 4 – питающий насос вторичного контура; 5 – теплообменник; 6 – расширительный бак
2.2 Отделение приготовления препараций
В отделении приготовления препараций осуществляется приготовление водных эмульсий или растворов на основе специально подобранных компонентов, используемых при формовании и последующей обработке волокон и нитей. Состав эмульсий варьируется в зависимости от типа продукции, характеристик оборудования и условий производства.
Требуется достижение высокой однородности эмульсий: частицы компонентов не должны превышать 1 мкм, в то время как наличие агломератов размером более 2,5 мкм может вызывать проблемы в виде неравномерного распределения по волокну и повышенного трения при их прохождении через направляющую аппаратуру. Особенно опасны частицы в диапазоне 0,2–0,5 мкм, так как они способны проникать внутрь волокон, изменяя их физико-механические характеристики. Устойчивость готовой эмульсии должна сохраняться в течение 24–40 часов, в зависимости от состава.
Процесс приготовления начинается с поступления компонентов в производственное помещение в бочках, мешках или барабанах. Компоненты, затвердевшие при хранении, такие как кокосовое масло, олеиновая кислота, генапол и другие, подвергаются предварительному подогреву в специальных камерах при 50 °С.
Смешивание жидких компонентов происходит в циркуляционном режиме с использованием бочковых насосов. После этого они перекачиваются в расходные емкости, из которых дозируются в смесительные емкости с водяной рубашкой и мешалкой. Температура в смесительных емкостях поднимается до 60 ± 2 °С, что позволяет получить однородный концентрат. Некоторые компоненты взвешиваются вручную и добавляются через верхние люки.
Смешанный концентрат под давлением 5–28 МПа распыляется в обессоленную воду, находящуюся в емкостях приготовления при температуре 55–65 °С. Через щелевой фильтр и счетчик концентрат поступает на насосы высокого давления, откуда распыляется через форсунки. Эмульгирование длится до 6 часов до получения стабильной суспензии. Концентрация регулируется путем изменения объема воды, подаваемой в емкость, и контролируется лабораторно с помощью рефрактометра по показателю преломления.
Готовая эмульсия после приготовления поступает в охладитель, где охлаждается водой до температуры не выше 22 °С. Затем она перекачивается насосами в приёмные баки для последующего использования на формовочных машинах. Для стабилизации температуры используются змеевики с охлаждающей водой. Чтобы исключить микробиологическое разложение, проводится обязательная бактерицидная обработка.
Все этапы процесса контролируются системой автоматизации. Уровень в приёмных и расходных емкостях отслеживается при помощи сигнализации минимального и максимального заполнения. Расход жидкостей дозируется насосами с помощью счётчиков-дозаторов. Дополнительно регулируется подача обессоленной воды к форсункам, а также поддерживается заданная температура в смесителях, емкостях приготовления и охладителях.
Таким образом, система приготовления и подачи препараций представляет собой технологически совершенную автоматизированную линию, обеспечивающую высокое качество готовой эмульсии и её стабильные характеристики на протяжении всего производственного цикла.
2.3 Фильерно-насосное отделение
Фильерно-насосное отделение выполняет полный цикл работ, включающий демонтаж, чистку, сборку, контроль и подготовку технологических узлов: фильерных комплектов, дозирующих насосов и фильтров, включая воздухораспределители. Помимо этого, осуществляется регенерация применяемых фильтрующих материалов.
Фильеры, снятые с формовочного оборудования, вначале механически разбираются на специализированных прессах. Их элементы направляются по разным технологическим маршрутам: сами фильеры переходят к этапу очистки, а остальные детали фильерных узлов — на обжиг. Насосы после демонтажа подвергаются термической обработке в печи при температуре 300−350 °C с целью удаления остатков полимеров. Разборка производится в горячем состоянии, что облегчает демонтаж внутренних компонентов.
Очистка фильер и насосных деталей осуществляется в ванне, наполненной солевым раствором либо полиэтиленгликолем. Длительная экспозиция при высокой температуре позволяет растворить остаточные загрязнения. Далее компоненты многократно промываются теплой оборотной водой с добавлением моющих средств, проходят визуальную инспекцию, затем обрабатываются обессоленной водой и сушатся сжатым воздухом.
Металлокерамические воздухораспределители очищают отдельно, с применением ультразвука и тёплой деминерализованной воды. Аналогичная ультразвуковая очистка применяется для фильер, но уже в горячей обессоленной воде. Это позволяет эффективно удалить остатки загрязнений даже из труднодоступных микроканалов.
Контроль состояния фильер осуществляется с использованием микроскопа с увеличением до 100 крат. При выявлении закупорки или засора капилляров производится дополнительная ручная прочистка с использованием специальных миниатюрных штифтов. Если загрязнение не удаётся устранить, фильеры повторно направляются на очистку. Критерии браковки включают визуальные дефекты: царапины, изменение геометрии, ухудшение полировки и другие признаки износа или повреждения.
После полной очистки детали дозирующих насосов могут подвергаться шлифовке на станках — для восстановления точной геометрии. Боковые плиты проверяются интерферометрически, проводится доработка контактных поверхностей, после чего осуществляется проверка производительности и сортировка насосов по параметрам подачи.
Подготовка порошкообразных материалов, таких как металлический порошок и карбид кремния, предполагает их предварительное промывание в горячем растворе обессоленной воды (300 °C, 3 ч), после чего они проходят охлаждение.
Регенерация фильтрующего металлического порошка осуществляется термообжигом в течение 4 ч при температуре 450 °C. Далее следует прокаливание на протяжении ещё 10 ч. Полученный материал подвергается вибрационному рассеиванию и промывке, после чего вновь используется в технологическом процессе.
Современная альтернатива традиционной чистке — пиролиз. Этот метод обеспечивает мягкое удаление полимерных остатков с компонентов без использования агрессивных химических средств. Пиролиз сокращает объёмы сточных вод и исключает выбросы вредных веществ. Очистка может проводиться без предварительной разборки узлов, что предотвращает их повреждение и упрощает обслуживание.
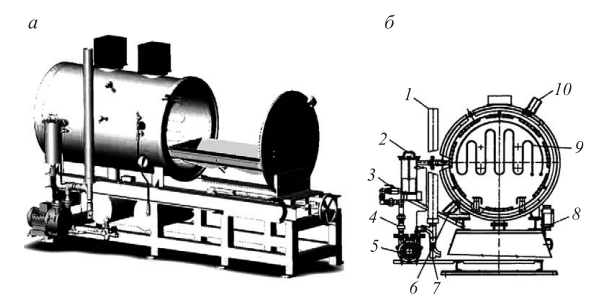
Рис. 12. Печь вакуумного пиролиза: а – внешний вид; б – разрез печи; 1 – труба сброса СО2 в атмосферу; 2 – струйный конденсатор; 3 – шариковый клапан; 4 − спускной клапан; 5 – вакуумный водокольцевой насос; 6, 10 – дверные зажимы; 7 – сточная труба; 8 – распределительная коробка; 9 – нагреватель
Очистка в вакуумной пиролизной печи (рис. 12) осуществляется автоматически по трёхфазной программе:
- Стадия нагрева и плавления — полимер размягчается при 320 °C в течение 4 ч при давлении 0,08 МПа. На этом этапе основной объем загрязнений удаляется без разрушения полимера.
- Стадия пиролиза — остатки полимера разлагаются при 420 °C. Длительность – 4 ч, давление сохраняется на уровне 0,08 МПа. Металлические компоненты при этом не подвергаются деформации или коррозии.
- Стадия окисления — подогретый воздух поступает в камеру через магнитный клапан, способствуя преобразованию продуктов пиролиза в CO₂ и H₂O. Продолжительность — 3 ч при температуре 450 °C и давлении 0,05 МПа.
Пиролизные газы отсасываются системой вакуумного водокольцевого насоса через каталитический блок и струйный конденсатор, где они охлаждаются до температуры окружающей среды. Образовавшийся водяной конденсат уходит в канализацию, а углекислый газ выбрасывается в атмосферу.
На финальной стадии все детали проходят дополнительную промывку в ультразвуковой ванне с применением смачивающего реагента. Обработка выполняется при температуре 60 °C в деминерализованной воде, затем компоненты тщательно сушатся.
Интересные факты:
- Наночастицы — важная составляющая. Введение наночастиц, например диоксида титана, не только придает волокнам матовость, но и повышает их устойчивость к ультрафиолету, усиливает термостабильность и даже может оказывать антибактериальное действие.
- Один экструдер — десятки цветов. Благодаря системам типа Maxflex и насосам PROMIX, на одном формовочном агрегате можно одновременно производить нити до 8 разных цветов, без остановки производства и смены сырья.
- Эффективность — в деталях. Даже такие «незаметные» элементы, как форма лопаток мешалки или геометрия змеевика в системе охлаждения, могут повлиять на равномерность структуры волокна и конечные физико-механические характеристики продукта.
- Из отходов — в нити. Современные установки позволяют перерабатывать пластиковые отходы (в частности, PET-бутылки) в волокна для тканей, ковров, строительных геотекстилей и других продуктов.
Заключение
Оборудование для формования волокон и нитей прошло длинный путь от простейших экструзионных установок до высокотехнологичных комплексов с цифровым управлением и точной дозировкой добавок. Введение в процесс нанотехнологий, интеллектуальных систем управления и гибких производственных схем позволяет не только повышать качество продукции, но и быстро адаптироваться под изменяющиеся требования рынка.
Модифицированные нити, произведённые с помощью современных систем дозирования и смешивания, находят применение в самых различных областях — от текстиля и медицины до аэрокосмической и строительной промышленности. Всё это делает формование волокон не просто технологическим процессом, а важным звеном в цепочке устойчивого и инновационного развития современной промышленности.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.