Современная промышленность переживает этап технологического перелома: классические методы механообработки постепенно дополняются и вытесняются аддитивными технологиями, основанными на послойном выращивании деталей. Однако одно из главных ограничений 3D-печати — недостаточная точность и качество поверхности, которые в большинстве случаев требуют дополнительной механической обработки. Решением этой проблемы стали гибридные системы, объединяющие аддитивные и субтрактивные процессы в едином технологическом комплексе.
Такие установки позволяют в автоматическом режиме сочетать лазерное наплавление порошков с высокоточным фрезерованием, сверлением, шлифованием и другими операциями. В результате удается получать изделия высокой сложности с точными посадочными поверхностями, долговечными покрытиями и оптимизированной геометрией. Ведущие производители — японская Matsuura Machinery, немецко-японский концерн DMG MORI и компания Hybrid Manufacturing Technologies (Великобритания/США) — уже вывели на рынок промышленные гибридные комплексы, которые используются в авиастроении, энергетике, инструментальном производстве и медицине.
Гибридные системы — под этим термином понимаются установки, которые объединяют достоинства аддитивных процессов послойного выращивания деталей и субтрактивных методов традиционной механообработки (точение, сверление, фрезерование и др.). Такое сочетание технологий позволяет минимизировать потребность в трудоемкой постобработке изделий, что критически важно для высокоточной промышленности, авиационно-космической отрасли и инструментального производства.
В гибридных производственных процессах субтрактивный компонент играет ключевую роль, поскольку именно он обеспечивает высокую геометрическую точность формируемой детали. К примеру, ряд решений предусматривает применение продольного фрезерования после каждого цикла наплавки слоя материала. Подобный подход был реализован в машинах компаний Sanders и Object: по завершении нанесения очередного слоя поверхность подвергалась механической обработке, что обеспечивало её выравнивание перед наплавкой следующего. Такая последовательность существенно снижала совокупное влияние ошибок позиционирования и неточностей, характерных для капельного метода осаждения порошка.
Сегодня лидерами в разработке и серийном выпуске гибридных установок признаны компании Matsuura Machinery (Япония), DMG Mori (совместное японско-немецкое предприятие) и Hybrid Manufacturing Technologies (США/Великобритания). Эти предприятия не только внедряют новые технологические решения, но и задают стандарты отрасли, формируя практику промышленного применения гибридного подхода.
Японские решения: Matsuura LUMEX Avance-25
Фирма Matsuura Machinery одной из первых вывела на рынок гибридную установку Matsuura LUMEX Avance-25, предназначенную для изготовления высокоточных пресс-форм, штампов и сложных функциональных деталей (рис. 1, табл. 1).
 |
| Рис. 1. Гибридная установка Matsuura LUMEX Avance-25 |
Таблица 1. Технические характеристики установки Matsuura LUMEX Avance-25
| LUMEX Avance-25 | |
| Тип лазерного генератора | волоконный лазер |
| Номинальная мощность излучателя, Вт | 400 |
| Предельные размеры заготовки, мм | ширина 250, Ø 250 |
| Скорость вращения шпинделя, об/мин | 45 000 (стандарт), до 60 000 (опция) |
| Ход по координатным осям X/Y/Z, мм | 260 / 260 / 100 |
| Скорость перемещений по осям X/Y/Z, м/мин | 60 / 60 / 30 |
| Система ЧПУ | I-Tech Avance |
| Допустимые порошковые материалы | Ti, Ti-6-7, Ti-6-4, 316L, 630 и инструментальные стали |
Алгоритм построения изделия
Технологический процесс на установке LUMEX Avance-25 базируется на послойном наплавлении металлического порошка с последующей локальной механообработкой:
- формируется тонкий порошковый слой толщиной порядка 50 мкм (рис. 2а);
- лазерный луч, управляемый по цифровой модели, спекает частицы порошка в монолит (рис. 2б);
- рабочий стол опускается на заданную величину (50 мкм), и процесс повторяется;
- после накопления слоя толщиной около 0,5 мм (примерно 10 циклов а–б) система переходит к стадии фрезерования (рис. 2в), что обеспечивает высокую точность геометрии.
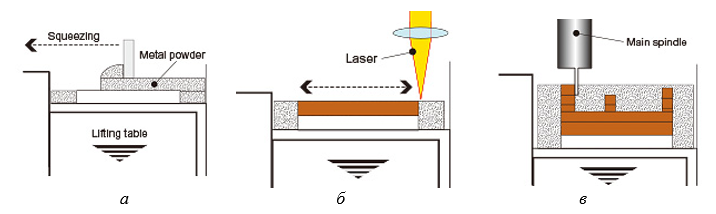
Рис. 2. Этапы построения изделия на установке Matsuura LUMEX Avance-25
Благодаря тому, что механическая обработка выполняется каждые 0,5 мм высоты, достигается микронная точность профиля и высокое качество поверхности, что соответствует требованиям международных стандартов ISO 2768 и ГОСТ 2789-73 по шероховатости.
Особенностью конструкции установки является возможность одновременного формирования внутренних охлаждающих каналов в теле детали (рис. 3). Такие каналы могут быть использованы, например, в пресс-формах для литья пластмасс, где критически важно равномерное охлаждение.
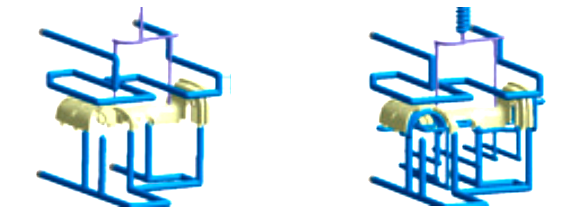
Рис. 3. Формирование встроенных водоохлаждаемых каналов в процессе построения изделия на установке Matsuura LUMEX Avance-25
Немецко-японские разработки: DMG MORI LASERTEC 65 3D
В числе наиболее известных гибридных решений – система LASERTEC 65 3D, разработанная концерном DMG MORI, образованным в результате объединения японской компании MORI SEIKI CO. и немецкого производителя станков Gildemeister AG. Данная установка сочетает в себе традиционное пятиосевое фрезерование и метод лазерной наплавки порошковых материалов (рис. 4, рис. 5).
 |
|
| Рис. 4. Гибридная установка DMG MORI LASERTEC 65 3D | |
 |
|
| Рис. 5. Процесс лазерной наплавки на установке LASERTEC 65 3D | |
Фирма-разработчик выделяет ряд ключевых особенностей установки LASERTEC 65 3D (табл. 2), благодаря которым комплекс уверенно конкурирует с мировыми аналогами.
Таблица 2. Особенности установки DMG MORI LASERTEC 65 3D
- Интеграция фрезерования и лазерной обработки в едином цикле: 5-осевой станок DECKEL MAHO с конструкцией monoBLOCK®, оснащенный интерфейсом HSK для быстрой смены шпиндельных модулей.
- Высокая степень автоматизации: переход от фрезерования к лазерной обработке выполняется без участия оператора.
- Метод лазерного наплавления через сопло обеспечивает скорость в 10 раз выше по сравнению с классическим выращиванием в камере с порошком.
- Рабочая зона рассчитана на детали диаметром до 600 мм, высотой 400 мм и массой до 600 кг, что расширяет сферу применения.
- Удобство эксплуатации: дверной проем 1430 мм, фронтальный доступ ко всем узлам установки.
- Необходимая площадь для монтажа – всего 12 м2, что делает установку компактной для машиностроительного производства.
- Толщина стенок деталей, формируемых наплавкой, варьируется от 0,1 до 5 мм в зависимости от мощности лазера и конфигурации сопла.
Таблица 3. Технические характеристики установки DMG MORI LASERTEC 65 3D
| Рабочая зона | |
| Перемещения по осям X/Y/Z, мм | 735 / 650 / 560 |
| Рабочий стол | |
| Жесткий стол, размеры рабочей поверхности, мм | 800 × 650 |
| NC-наклонно-поворотный стол | Стандарт |
| Максимальный диаметр детали, мм | Ø 650 |
| Допустимая масса заготовки, кг | 600 |
| Поворотная ось (C), ° | 360 |
| Диапазон наклона (A), ° | ±120 |
| Точность позиционирования Pmax по VDI/DGQ 3441 (ось C / ось A), угл. сек. | 7 / 9 |
| Фрезерный шпиндель | |
| Скорость вращения (стандарт/опция), об/мин | 10 000 / 14 000 |
| Мощность при 40% / 100% ED, кВт | 13 / 9 |
| Максимальный крутящий момент, Нм | 83 / 57 |
| Тип держателя инструмента | HSK-A 63 |
| Лазерный источник | |
| Мощность волоконного лазера, Вт | 2000 |
| Диаметр волокна, мкм | 600 (NA 0,22) |
| Длина волны, нм | 1030 ± 10 |
| Фокусное расстояние, мм | 200 |
| Коллиматор, мм | 40 (стандарт), 75 (опция) |
| Диаметр лазерного луча, мм | 3 (стандарт), 1,6 (опция) |
| Скорость наплавки, кг/ч | до 1 (в зависимости от материала) |
| Система подачи порошка | |
| Варианты подачи | 1 (стандарт) или 2 (опция) |
| Емкость дозатора порошка, л | 5 |
| Линейные оси (X/Y/Z) | |
| Рабочая подача, мм/мин | 40 / 40 / 40 |
| Быстрый ход, мм/мин | 40 / 40 / 40 |
| Максимальное ускорение, м/с² | 6 / 6 / 6 |
| Выходная мощность по осям (X/Y/Z), кН | 7 / 13 / 10 |
| Точность позиционирования Pmax (X/Y/Z), мм (VDI/DGQ 3441) | 0,008 |
| Магазин инструмента | |
| Количество позиций (стандарт/опция) | 30 / 60 / 90 |
| Габариты станка | |
| Размеры базового станка, мм | 4180 × 3487 |
| Высота станка, мм | 2884 |
| Масса, кг | 11 300 |
Комплекс LASERTEC 65 3D обладает рядом дополнительных функций:
- полноценная 5-осевая обработка позволяет создавать изделия со сложной пространственной геометрией (например, фланцы или патрубки) без искажения исходной модели;
- автоматический переход между аддитивными и субтрактивными операциями делает возможной обработку труднодоступных зон еще на стадии формирования детали;
- 3D-система ЧПУ Siemens 840D Solutionline с пакетом LASERSOFT Additive/Subtractive интегрирует оба процесса в единую управляющую среду, что соответствует современным стандартам ISO 10303 (STEP) для цифрового проектирования.
Развитие серии: установка LASERTEC 4300 3D
Следующим шагом концерна DMG MORI стала разработка установки LASERTEC 4300 3D, сочетающей принципы лазерной наплавки и высокоточной механообработки (рис. 6, рис. 7).
 |
| Рис. 6. Гибридная установка DMG MORI LASERTEC 4300 3D в защитном кожухе |
 |
| Рис. 7. Гибридная установка DMG MORI LASERTEC 4300 3D без защитного кожуха |
Преимущества LASERTEC 4300 3D:
- лазерное наплавление через специализированное сопло выполняется до 20 раз быстрее традиционной порошковой наплавки в камере;
- возможность формировать детали без поддерживающих структур, включая элементы с подрезами и сложными геометрическими связями;
- выполнение полного цикла обработки детали – от выращивания до финишной обработки – с автоматическим переключением режимов;
- ремонт изношенных компонентов турбин, пресс-форм и инструментов;
- нанесение функциональных покрытий (например, износо- или жаростойких);
- рабочая зона рассчитана на заготовки Ø 650 мм, высотой до 360 мм и массой до 1000 кг (для 5-осевого поворотного стола), либо до Ø 660 мм, длиной 1500 мм и массой до 1500 кг (для продольного стола).
Британско-американские решения: Hybrid Manufacturing Technologies
Компания Hybrid Manufacturing Technologies, базирующаяся в Великобритании и США, разработала уникальную систему, интегрирующую аддитивные функции в стандартный станок с ЧПУ производства Hamuel Reichenbacher (рис. 8).
 |
| Рис. 8. Гибридная установка компании Hybrid Manufacturing Technologies |
Эта платформа не ограничивается только функциями аддитивного и субтрактивного производства. Она также поддерживает:
- лазерную наплавку и высокоточную механообработку;
- маркировку изделий и лазерную резку;
- сверление и локальный подогрев зон;
- термическую обработку, включая закалку;
- чистку поверхности и удаление дефектов;
- автоматический контроль геометрии при помощи щупа.
Ключевая сфера применения – ремонт турбинных лопаток авиационных двигателей и энергетических установок. Процесс выполняется в автоматическом режиме, что позволяет обеспечить стабильное качество (рис. 9), снижение производственного цикла и уменьшение стоимости ремонта в соответствии с требованиями стандартов EN 9100 и ГОСТ Р ЕН 9100-2011 для аэрокосмической отрасли.
 |
| Рис. 9. Ремонт турбинной лопатки по технологиям компании Hybrid Manufacturing Technologies |
Выводы и перспективы развития гибридных аддитивно-субтрактивных систем
Анализ представленных установок показывает, что гибридные технологии занимают стратегически важное место в современном машиностроении, аэрокосмической и энергетической отраслях. Сочетание аддитивных процессов с высокоточной механообработкой позволяет одновременно решать две ключевые задачи: формировать детали сложной геометрии и обеспечивать требуемую точность в соответствии с международными стандартами (ISO 2768, ГОСТ 2789-73, VDI/DGQ 3441).
Японские разработки (Matsuura Machinery) демонстрируют приоритет в производстве пресс-форм и штампов, где критически важна возможность создания встроенных охлаждающих каналов. Немецко-японские комплексы DMG MORI (серии LASERTEC 65 3D и LASERTEC 4300 3D) ориентированы на серийное производство крупногабаритных и ответственных деталей, а также ремонт узлов с высокой степенью автоматизации. Решения компании Hybrid Manufacturing Technologies (Великобритания/США) делают акцент на интеграции гибридных функций в универсальные ЧПУ-станки, что расширяет доступность технологий для промышленности среднего и малого масштаба.
Перспективы развития данной области связаны с рядом направлений:
- увеличение мощности и энергоэффективности лазерных источников при сохранении высокой точности фокусировки;
- разработка многофункциональных головок, позволяющих сочетать наплавку, сверление, резку и контроль качества в едином узле;
- автоматизация процессов с применением цифровых двойников, интеграция с CAD/CAM-системами и системами IIoT (Industrial Internet of Things);
- расширение номенклатуры применяемых материалов (включая композиты, жаропрочные сплавы и биосовместимые материалы для медицины);
- снижение себестоимости оборудования за счет модульного принципа построения, что сделает гибридные комплексы доступными для широкого круга предприятий;
- совершенствование стандартов контроля качества (например, развитие ISO/ASTM 52900, ГОСТ Р 57368-2016) для обеспечения сопоставимости результатов в международной практике.
Таким образом, гибридные установки являются логичным этапом эволюции аддитивных технологий, предоставляя промышленности инструменты для перехода от опытного производства к полноценному серийному выпуску и ремонту сложных изделий. В ближайшие годы именно они будут определять стандарты качества и экономической эффективности в высокотехнологичных секторах.
Заключение
Гибридные аддитивно-субтрактивные установки сегодня формируют новый стандарт в машиностроении. Их применение обеспечивает комплексные преимущества: сокращение производственного цикла, повышение точности и качества готовых изделий, расширение возможностей ремонта дорогостоящих узлов и деталей. Уже сейчас такие системы используются для изготовления пресс-форм, турбинных лопаток, деталей авиационных двигателей, медицинских имплантов и инструмента.
Перспективы дальнейшего развития очевидны: повышение мощности лазерных источников, интеграция цифровых двойников и искусственного интеллекта, расширение спектра применяемых материалов, а также создание новых стандартов качества в области аддитивных технологий (ISO/ASTM 52900, ГОСТ Р 57368-2016). В ближайшие годы именно гибридные установки станут основным инструментом перехода промышленности от экспериментального применения 3D-печати к серийному производству и модернизации существующих технологий.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.