Содержание страницы
Понятие кинематической пары
Исполнительные органы станка (стол, шпиндель, суппорт, ползун и т. п. ) являются конечными звеньями кинематической группы. Если они реализуют абсолютное или относительное движение заготовки или режущего инструмента при формообразовании, то их называют рабочими органами. В большинстве случаев столы, шпиндели, суппорты, ползуны совершают вращательное или прямолинейное движение и являются подвижными звеньями вращательной или поступательной исполнительной кинематической пары (рис. 1) .
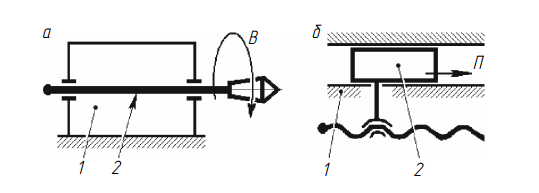
Рис. 1. Исполнительные кинематические пары: а — вращательная (1 — корпус передней бабки; 2 — шпиндель); б — поступательная (1 — направляющие станины; 2 — суппорт)
Рассмотрим винтовое исполнительное движение формообразования при нарезании резьбовым резцом однозаходной цилиндрической резьбы на токарном станке, которое можно обозначить Фv (B1П2).
Для создания траектории этого движения (рис. 2) соединим подвижные звенья исполнительных кинематических групп (шпиндель 1, несущий заготовку, и продольный суппорт 7, несущий резец) жесткой кинематической связью в виде линии 2-5. На токарном станке эта связь состоит из гитары и коробки подач (Uпод), которые накладывают условия ограничения на шпиндель и суппорт и не позволяют им занимать произвольные положения относительно друг друга и иметь произвольные скорости. Передача «винт — гайка» 6 вращательное движение преобразует в поступательное, обеспечивая возможность винтовой нарезки на детали.
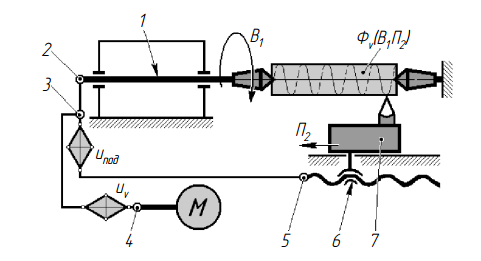
Рис. 2. Структурная схема винторезной кинематической группы
Виды связей между кинематическими парами. Чтобы конструкция заработала, нужен двигатель. Соединим произвольное промежуточное звено 3 кинематической связи 2-5, кинематической связью 3-4 с электродвигателем М. При включении электродвигателя движение по кинематической связи 4-3 будет сообщаться через звено 3 кинематической связи 2-5. Это вызовет вращение В1 шпинделя и продольное перемещение П2 каретки суппорта. При этом соотношение элементарных движений B1 и П2 (шаг резьбы) зависит только от передаточного отношения кинематической связи 2-5. Значит, эта связь обеспечивает качественную характеристику движения Фv (B1П2), т. е. его траекторию. Кинематическая связь исполнительных звеньев между собой (она всегда воспроизводит траекторию исполнительного движения) называется внутренней связью. Количественную характеристику исполнительного движения, т. е. его скорость, обеспечивает кинематическая связь 3-4, соединяющая электродвигатель со шпинделем Связь, обеспечивающая количественную характеристику исполнительного движения, называется внешней связью. Внутренняя и внешняя связи имеют общее кинематическое звено 3, называемое звеном соединения связей. Связи бывают механические, электрические, гидравлические, пневматические.
Совокупность источника энергии движения исполнительных пар, внутренней и внешней связей называется кинематической группой. Называют такую группу в соответствии с видом движения, которое она создает В рассмотренном примере она будет винторезной Поскольку движения разные, то и кинематические группы разные. Их структура зависит от характера выполняемого движения, числа исполнительных органов, необходимости регулирования параметров движения. По числу исполнительных органов кинематические группы делятся на простые и сложные Простые группы имеют один исполнительный орган, сложные — два и более. Любая кинематическая группа включает в себя два вида кинематической связи: внутреннюю и внешнюю.
Кинематическая структура станка
Кинематическая структура станка (рис. 3) представляет собой совокупность кинематических групп. Группы могут быть соединены между собой разными способами. Наибольшее влияние на соединение кинематических групп оказывают общность их исполнительных органов и источника движения, a также необходимость координации во времени создаваемых группами движений. Этот процесс носит название кинематической настройки станка. В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей применяют органы настройки в виде гитар сменных зубчатых колес, ременных передач, вариаторов, регулируемых электродвигателей, коробок скоростей и подач, характеристикой которых является общее передаточное отношение и органа.
В зависимости от количества и характера групп формообразования, a также их кинематического соединения все многообразие кинематических структур металлорежущих станков можно разделить на три класса:
- Класс элементарных структур Э, к которому относятся станки с кинематической структурой, содержащей только простые группы формообразования, т.е. группы, создающие движение Ф(В) и Ф(П) .
- Класс сложных структур С, к которому относятся станки с кинематической структурой, содержащей только сложные группы формообразования, т. е. группы, создающие движения Ф(В1В2), Ф(В3П4П5)
) и т. д. - Класс комбинированных структур К, к которому относятся станки с кинематической структурой, содержащей одновременно и простые, и сложные группы формообразования.
Каждый класс содержит определенное число типовых кинематических структур станков, что можно условно обозначить буквой с двумя цифрами, следующими за ней. Буква указывает на класс (Э, С, К), первая цифра — на число формообразующих групп, вторая цифра — на суммарное число простых вращательных и прямолинейных движений, составляющих все формообразующие движения станка. Например, запись К24 означает, что станок имеет комбинированную структуру, две группы формообразования с четырьмя простыми движениями.
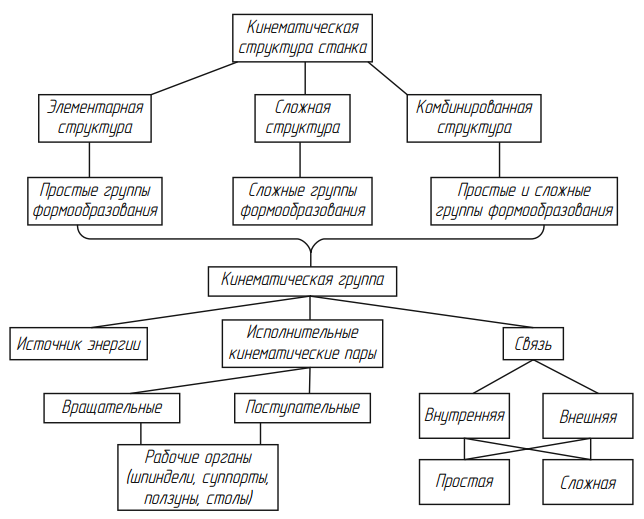
Рис. 3. Кинематическая структура станка
Максимально возможное число групп формообразования в структуре станка равно трем. При составлении и анализе кинематической структуры станков следует четко представлять себе изделие в целом и те его поверхности, которые должны быть обработаны резанием. Это значит, что обработанную поверхность необходимо охарактеризовать как в поперечном, так и в продольном сечении, т. е. установить соответствующие производящие линии, при относительном движении которых может быть образована данная поверхность.
Необходимо также отчетливо представлять себе конструкцию режущего инструмента и форму его режущих кромок, a также относительное взаимное положение обрабатываемой заготовки и инструмента в процессе формообразования требуемой поверхности.
Анализ и сопоставление форм производящих линий и режущей кромки инструмента, a также учет специфики обработки (фрезерование, шлифование и т. д. ) позволяют установить метод образования поверхности, a также количество, характер и состав движений формообразования, необходимых для реализации выбранного метода.
Устанавливая методы образования производящих линий, надо иметь в виду следующее:
- если для обработки используют фасонный режущий инструмент (резец, фрезу, шлифовальный круг и т д ), то первая производящая линия (образующая) получается методом копирования, вторая производящая линия (направляющая) — методом следа или касания;
- если поверхность фрезеруют или шлифуют при относительном перемещении заготовки и инструмента, то хотя бы одна из производящих линий образуется методом касания
При проектировании станков анализируют схемы резания, расположение обрабатываемых поверхностей и конструкцию инструмента. После этого устанавливают потребность в движениях деления и врезания и, если они необходимы, определяют их характер. Когда определены все движения формообразования, деления и врезания, определяющие кинематику станка в основном, можно приступать к выбору и анализу структур кинематических групп, обеспечивающих эти движения.
Делают это последовательно в таком порядке:
- Устанавливают число исполнительных органов. Обычно оно соответствует числу простых движений, образующих исполнительное движение.
- Определяют внутреннюю кинематическую связь группы. Для простых групп — это связь между звеньями кинематической исполнительной пары, a для сложной группы — функциональные цепи между исполнительными органами.
- Определяют источник движения и внешнюю кинематическую связь группы.
- Назначают число и расположение органов настройки параметров движения.
Иногда исполнительные органы могут одновременно принадлежать двум или более кинематическим группам. Один и тот же источник движения нередко входит в несколько или во все кинематические группы.
Кинематическая структура станка изображается структурной кинематической схемой, показывающей органы настройки и связи между рабочими органами. На структурной кинематической схеме станка такие органы настройки, как гитары сменных зубчатых колес и коробки скоростей, изображают ромбами Органы настройки, располагаемые во внутренней связи и служащие для настройки траектории исполнительного движения, будем обозначать символами и с индексами, соответствующими реализуемым движениям. Например, uz — орган настройки перемещения по оси Z. Органы настройки, располагаемые во внешней связи и задающие количественные характеристики, обозначают символами uv, us, us1 и т. п. Некоторые элементы схем, не имеющие условных обозначений, изображают интуитивно понятными знаками и надписями. Структурные кинематические схемы некоторых станков представлены на рис. 4.
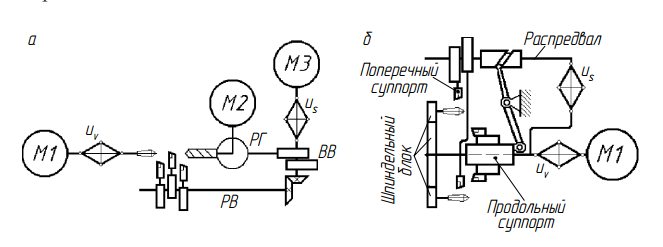
Рис. 4. Структурные кинематические схемы: а — токарно-револьверного автомата; б — токарного многошпиндельного горизонтального полуавтомата.
Структурная кинематическая схема станка разрабатывается на этапе его проектирования для уточнения связей между исполнительными органами будущего устройства.
