Содержание страницы
Что такое диффузионная сварка
Диффузионная сварка относится к видам соединения металлов, которые выполняются в твердом состоянии материала. Технология базируется на использовании повышенной температуры совместно с приложением значительного давления к месту контакта деталей. В самом начале процесса необходимо добиться максимально плотного соприкосновения поверхностей. Это позволяет инициировать образование металлических связей. Одновременно создаются условия для удаления с контактной границы оксидных пленок, следов влаги, газов и прочих загрязняющих включений.
Применение нагрева играет ключевую роль: при увеличении температуры сопротивление металла пластическим деформациям уменьшается. Благодаря этому микронеровности на поверхности деталей деформируются уже при меньших усилиях, что облегчает сближение атомов на всем участке соединения и ускоряет образование межатомных связей. В ряде случаев такие требования к чистоте и подготовке поверхностей регламентируются отраслевыми стандартами и ГОСТ.
Для предотвращения появления новых пленок в процессе сварки применяют вакуумную защиту. Кроме того, выполняется обязательная предварительная зачистка свариваемых элементов. На следующем этапе процесса запускается диффузия — взаимное проникновение атомов вглубь друг друга. В результате в зоне стыка формируются промежуточные прослойки, которые значительно увеличивают прочность сварного соединения и его герметичность.
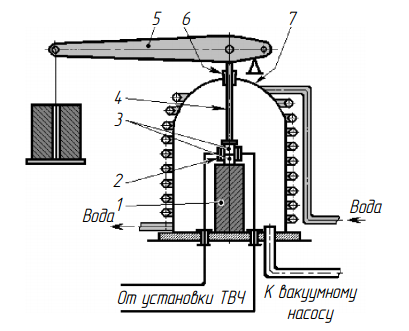
Рис. 1. Схема установки для диффузионной сварки в вакууме
На рис. 1 приведена типовая схема диффузионной сварки в вакууме. В охлаждаемую камеру 7 помещают изделие 3 и нагреватель 2, которые располагаются на рабочем столе 1. Сдавливающая нагрузка подается через шток 4, соединенный с механизмом нагружения 5. Для исключения утечки воздуха шток проходит через уплотнение 6 либо сильфон. Весь процесс протекает в условиях разрежения 133 • 10—3 … 133 • 10—5 Н/м2.
После откачки воздуха изделие нагревают токами высокой частоты до расчетной температуры. Для однородных металлов значение нагрева выбирается в пределах 0,5–0,7 от температуры плавления. Очень важно обеспечить равномерность нагрева во всем сечении, иначе соединение получится некачественным. Усилие сжатия прикладывают только после выравнивания температуры и удерживают до конца процесса. Рабочее давление изменяется в пределах 2,9–98 МН/м2. Время выдержки зависит от свойств материалов и обычно составляет несколько десятков минут. Снятие давления выполняется только после охлаждения изделия до 100…400 °С.
Сварочные установки
Современные установки для диффузионной сварки включают в себя несколько ключевых узлов: рабочую сварочную камеру, вакуумную систему, устройство для создания давления, гидравлический привод, а также пульт управления для электрических и вакуумных компонентов. Контроль за давлением осуществляется манометрами. Чтобы снизить нагрев стенок камеры, конструкция снабжена водяной рубашкой, а промежуточный шток дополнительно охлаждается. В качестве основного источника тепла, как правило, используется генератор ТВЧ.
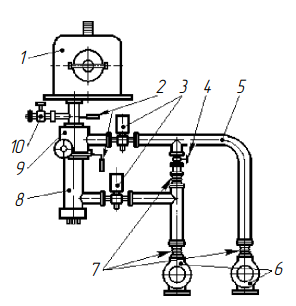
Рис. 2. Принципиальная вакуумная схема диффузионной установки
На рис. 2 представлена вакуумная система установки СДВУ-6М. Основным ее элементом является камера 1, в которой установлен вентиль 10 для подачи воздуха. С помощью высоковакуумного затвора 9 к ней подключен паромасляный насос 8. Первичное разрежение формируют два механических насоса 6. Они могут работать как в последовательном, так и в параллельном режиме — это обеспечивается переключением вентилей 3 и 4. Соединение насосов с вакуумпроводами 5 выполняется через сильфонные компенсаторы 7. Уровень разрежения контролируется вакуумметрическими датчиками 2, что позволяет поддерживать процесс в заданных параметрах.
Рис. 3. Установка типа А306-06 для диффузионной сварки в вакууме и контролируемой газовой среде
Двухпозиционная установка А306-06 (рис. 3) предназначена для сварки металлических и металлокерамических деталей электровакуумных приборов. Конструкция включает два независимых блока, каждый из которых имеет собственную вакуумную камеру, систему откачки, подвижное дно, гидравлический привод, систему охлаждения и блок электроавтоматики. Камера имеет диаметр 350 мм и высоту 440 мм. Максимальные размеры изделий, допустимые для сварки: диаметр до 120 мм и высота до 180 мм. Усилие прижима достигает 198 кН, а температура нагрева может составлять до 1300 °С. Продолжительность сварочного цикла регулируется ступенчато и составляет 22…25 минут. Остаточное давление в камере поддерживается на уровне 266,6 • 10-4 Н/м2. Откачку воздуха обеспечивают насосы ВН-2 и Н5С.
Механизм приложения усилия основан на гидравлической системе. Электрическая схема установки дает возможность дистанционно управлять всеми элементами: процессом откачки, движением дна камеры, системой охлаждения. Температура контролируется электронным терморегулятором, а время сварки задается специальным реле. Нагрев деталей выполняется с использованием ТВЧ-генераторов, что обеспечивает высокую точность и стабильность параметров.
Сравнение диффузионной сварки с другими методами
Дуговая сварка. Этот метод является самым распространённым. В нём тепло выделяется за счёт электрической дуги. Процесс относительно прост, оборудование доступно, но формируемый шов имеет зону термического влияния с изменённой структурой металла. При работе с высокопрочными и жаростойкими сплавами дуговая сварка может приводить к появлению дефектов. В отличие от неё диффузионная сварка не требует плавления металла, что обеспечивает более однородную структуру соединения.
Лазерная сварка. Лазерное излучение позволяет выполнять соединения с высокой точностью и минимальной зоной термического влияния. Метод применяется при работе с деталями малых размеров и в электронной промышленности. Однако оборудование имеет высокую стоимость, а глубина проплавления ограничена. Диффузионная сварка выигрывает в случаях, когда необходимо получить соединение без оплавления поверхности и при этом сохранить исходные свойства материала на всем объёме.
Электронно-лучевая сварка. Этот процесс основан на использовании сфокусированного пучка электронов. Сварка проводится в вакууме, что схоже с диффузионным методом. Основное преимущество электронно-лучевой сварки — высокая плотность энергии, позволяющая соединять даже очень толстые детали. Однако при этом в зоне воздействия возникает локальное плавление. Диффузионная сварка же обеспечивает соединение в твердом состоянии, что особенно важно при изготовлении прецизионных узлов и приборов.
Сравнительная таблица методов сварки
| Метод сварки | Состояние металла | Температура процесса | Необходимость вакуума | Стоимость оборудования | Типичные области применения |
|---|---|---|---|---|---|
| Диффузионная | Твердое | 0,5–0,7 Tпл | Требуется | Высокая | Аэрокосмическая техника, вакуумные приборы, электроника |
| Дуговая | Жидкое (плавление) | До 6000 °С в зоне дуги | Не требуется | Низкая | Строительство, трубопроводы, ремонтные работы |
| Лазерная | Жидкое (частичное плавление) | 2000–4000 °С в зоне воздействия | Не требуется | Очень высокая | Приборостроение, медицина, микроэлектроника |
| Электронно-лучевая | Жидкое (глубокое проплавление) | До 3000 °С и выше | Обязательно | Очень высокая | Сварка толстостенных деталей, авиа- и ракетостроение |
Таблица наглядно показывает, что диффузионная сварка является уникальным методом. Она не связана с плавлением металла и благодаря этому позволяет получать соединения с минимальными изменениями в структуре материала. В отличие от дуговой или электронно-лучевой сварки, диффузионный метод обеспечивает отсутствие литой зоны и снижает вероятность появления микротрещин.
Преимущества и ограничения диффузионной сварки
Основные преимущества:
- Соединение формируется в твердом состоянии, что позволяет избежать расплавления и литой структуры металла.
- Отсутствует зона термического влияния в классическом понимании, благодаря чему сохраняются исходные свойства материалов.
- Высокая герметичность получаемого шва, что особенно важно для вакуумных приборов и герметичных корпусов.
- Возможность соединять разнородные материалы, включая металлы с керамикой или сплавы с различными коэффициентами теплового расширения.
- Низкий уровень остаточных напряжений и минимальная деформация деталей после сварки.
- Прочность соединения зачастую не уступает прочности основного материала.
Ограничения и недостатки:
- Необходимость применения вакуума или защитной газовой среды, что усложняет и удорожает оборудование.
- Требуется тщательная подготовка поверхностей (зачистка, обезжиривание), иначе качество соединения резко снижается.
- Длительность процесса выше, чем у дуговой или лазерной сварки, поскольку необходимы выдержки при нагреве и давлении.
- Ограниченные габариты деталей из-за конструктивных особенностей вакуумных камер.
- Высокая стоимость оборудования и сложность его обслуживания.
Заключение
Диффузионная сварка — это высокотехнологичный метод соединения материалов, который обеспечивает исключительную прочность и герметичность. Несмотря на сложность оборудования и высокую стоимость, он остаётся незаменимым в тех отраслях, где невозможно использовать другие способы: при производстве вакуумной и электронной аппаратуры, в аэрокосмической технике, приборостроении. Применение данной технологии гарантирует высокое качество соединений, соответствующих строгим требованиям ГОСТ и международных стандартов. В будущем ожидается расширение областей использования диффузионной сварки благодаря развитию вакуумных технологий и совершенствованию оборудования.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.