Содержание страницы
- 1. Технология и виды изделий
- 2. Виды технологий
- 3. Жизненный цикл технологии
- 4. Производственный процесс
- 5. Технологический процесс
- 6. Виды технологических процессов
- 7. Типы производства
- 8. Структура технологического процесса
- 9. Виды изделий
- 10. Оснащение рабочего места
- 11. Технологическая оснастка
- 12. Заключение
В условиях современного производства технологический процесс играет ключевую роль в обеспечении качества и эффективности выпускаемой продукции. Он объединяет комплекс операций, начиная от обработки заготовок и заканчивая сборкой готовых изделий, и отражает уровень технической оснащенности предприятия, а также организацию труда. Понимание структуры, видов и особенностей технологических процессов необходимо как инженерам-технологам, так и студентам технических специальностей, поскольку именно на этой базе строятся производственные планы, рассчитывается себестоимость продукции и формируется конкурентоспособность предприятия.
1. Технология и виды изделий
Фундаментальный закон технологии заключается в том, что создание продукции, необходимой обществу, должно выполняться при минимально возможных затратах труда на единицу изделия, учитывая конкретные условия места и времени.
Причина эволюции технологий кроется в постоянном превосходстве общественных потребностей над уровнем их фактического удовлетворения.
Технология представляет собой одновременно и средство преобразования исходного сырья в готовый продукт, и научное направление, исследующее закономерности и особенности протекания производственных процессов, результатом которых становится продукт, обладающий ценностью для потребителя.
В производственной системе по функциональной роли выделяют:
- Базовые технологии, непосредственно выполняющие главные задачи производства и обеспечивающие выпуск целевого продукта.
- Обслуживающие технологии , которые создают необходимые условия для функционирования базовых технологий, снабжая их ресурсами и средствами.
Технологическая наука и практика решают две ключевые задачи:
- создание оптимальных условий для наиболее полной реализации потенциала используемой технологии;
- постоянное обновление и разработка новых, более совершенных технологических решений.
2. Виды технологий
Практическая технология – это совокупность проверенных на практике процессов, позволяющих создавать продукт, обладающий потребительской ценностью. Она имеет объективное существование, так как может быть описана, зафиксирована в схемах или изображениях и воспроизведена в идентичных условиях.
Разновидности практических технологий:
- материальные – ориентированные на создание объектов материального мира (например, машин, оборудования, предметов быта);
- социальные – включающие образование, маркетинг, управление;
- духовные – направленные на формирование и развитие нематериальных ценностей.
Основные характеристики практической технологии:
- динамичность, выражающаяся в постоянном развитии и совершенствовании;
- целевая направленность и конкретность каждого этапа;
- материальная обусловленность, связанная с обязательным использованием элементов материального мира в процессе производства;
- строгая логическая последовательность операций, обеспечивающая получение конечного продукта.
Научная технология (НТ) обобщает и систематизирует накопленный опыт, изучает пути получения продукции и на его основе разрабатывает новые подходы. НТ акцентирует внимание на анализе как практических, так и теоретических моделей.
Предмет исследования НТ – закономерности взаимодействия средств и орудий труда с окружающей средой.
Теоретическая технология (ТТ) занимается изучением законов природы и общества, выявляет их диалектику и оценивает возможность их применения для преобразования материального и духовного мира.
Основные принципы ТТ:
- обязательный переход от теории к эксперименту и опытной проверке;
- объективный характер источников развития технологии;
- наличие множества вариантов возможного развития;
- экономическая оправданность и эффективность применения;
- гармоничное соотношение субъективного и объективного факторов;
- ведущая роль общественной потребности как главной движущей силы прогресса;
- анализ, подразумевающий разложение сложного на простые элементы;
- синтез – объединение этих элементов в единое целое.
3. Жизненный цикл технологии
Технологический процесс охватывает практически все виды деятельности человека, начиная от замысла и заканчивая серийным производством.
Этапы развития технологии можно описать следующим образом:
- создание концептуального образа продукта, обладающего ценностью для потребителя;
- построение модели и апробация её на отдельных опытных образцах;
- выбор и настройка средств труда, инструментов, технологических схем и параметров;
- разработка отдельных экспериментальных технологических процессов;
- интеграция экспериментальных процессов в единую производственную систему;
- совершенствование единого процесса до достижения требуемых параметров качества и надежности;
- организация серийного выпуска новой продукции на основе утвержденного техпроцесса. Для любого продукта необходимы предмет труда, средства труда и непосредственный человеческий труд.
4. Производственный процесс
Производственный процесс (ПП) – это системная совокупность действий людей, машин и оборудования, которые необходимы для изготовления или ремонта конкретной продукции (согласно ГОСТ 14.004-83).
Производственная система (ПС) представляет собой организационное объединение приёмов и средств, обеспечивающих реализацию технологического процесса (ТП).
В рамках ПС осуществляется ПП. В её структуре выделяют две составляющие:
- первая часть – участок, где труд напрямую воплощается в продукт;
- вторая часть – сфера, обеспечивающая организацию, развитие и поддержание систем ПП.
Производственная программа определяется перечнем изделий, выпускаемых предприятием, и объемом их производства.
Объем выпуска продукции (ОВП) – количество единиц определённых изделий, изготовленных или прошедших ремонт в течение планируемого периода.
Программа выпуска фиксирует устойчивый список изделий для данного предприятия с указанием объёмов по каждому наименованию на определенный срок.
Производственная структура формируется составом цехов и служб предприятия, а также связями между ними. Минимальной единицей структуры является рабочее место, включающее исполнителя, оборудование, часть производственной линии, инструменты и предмет труда.
Производственный участок – это объединение рабочих мест, сгруппированных по технологическому, предметному или смешанному принципу. Совокупность таких участков образует цех.
В производстве различают основное и вспомогательное направления:
- к продукции основного производства относят изделия, предназначенные для реализации заказчикам или передачи в кооперацию;
- к продукции вспомогательного производства относятся изделия, не реализуемые напрямую, но обеспечивающие функционирование основного производства.
Одним из важнейших показателей типа производства является коэффициент закрепления операций.
Коэффициент закрепления операций рассчитывается как отношение общего числа различных технологических операций, выполненных или планируемых в течение месяца, к числу рабочих мест:
 (1)
(1)
где О – количество различных операций, а Р – число рабочих мест, на которых эти операции выполняются.
5. Технологический процесс
Технологический процесс является составной частью производственного процесса (ПП). Под ним понимают комплекс взаимосвязанных операций, в ходе выполнения которых изменяются геометрические размеры, форма и физико-механические свойства предметов труда. Также сюда относят процессы соединения отдельных деталей в сборочные единицы и готовые изделия, а также контроль их соответствия установленным требованиям чертежей и технических условий.
Согласно ГОСТ 3.1109-82, технологический процесс может быть применен как к изделию в целом, так и к его отдельным частям, а также к методам обработки, формообразования и сборки.
К предметам труда относят заготовки, полуфабрикаты и изделия.
Параметры технологического процесса подразделяются на несколько групп:
- частные – характеризуют индивидуальные особенности процесса и выделяют его среди аналогичных (например: температура, скорость, усилие, давление);
- единичные – задают признаки, общие для группы однотипных процессов;
- обобщенные – позволяют описать любой процесс, включая затраты живого и прошлого труда.
Живой труд – это непосредственные затраты физической и умственной энергии человека в ходе выполнения операций.
Прошлый труд – это уже произведённая продукция, которая используется как ресурс при изготовлении нового изделия, то есть воплощённый в средствах производства труд прошлых поколений.
6. Виды технологических процессов
Вид технологического процесса определяется масштабом его применения и количеством изделий, охватываемых процессом (одно изделие или группы схожих изделий). Наименования и классификацию процессов устанавливают стандарты СРПП (рис. 1).

Рис. 1. Виды технологических процессов
Единичный технологический процесс – процесс изготовления продукции одного наименования, типоразмера и исполнения, независимо от принятого типа производства.
Типовой технологический процесс – процесс, отличающийся единообразием содержания и последовательности большинства операций и переходов, применяемых при изготовлении группы изделий, обладающих сходными конструктивными особенностями.
Групповой технологический процесс – процесс, построенный на основе единых методов обработки с применением унифицированных и быстро переналаживаемых приспособлений, которые позволяют работать с группами изделий, даже если они различаются по конструкции.
Каждый технологический процесс может быть классифицирован по ряду признаков:
- по назначению – рабочие или перспективные процессы;
- по степени детализации – маршрутные, операционные и маршрутно-операционные.
Рабочий технологический процесс выполняется на основе утверждённой рабочей и (или) конструкторской документации и используется при серийном изготовлении изделий.
Перспективный технологический процесс разрабатывается с учётом новейших достижений науки и техники. Его методы и средства ещё только предстоит внедрить в производство. Он служит информационной и методической основой для будущего перевооружения предприятия, внедрения более эффективного оборудования, современных методов обработки и новых принципов организации труда.
Маршрутный технологический процесс описывается документацией, где приводится лишь последовательность прохождения детали, заготовки или сборочной единицы по подразделениям предприятия, без уточнения переходов и режимов обработки.
Операционный технологический процесс отличается более высокой степенью детализации: в документации указываются переходы, режимы обработки и их параметры.
Маршрутно-операционный технологический процесс занимает промежуточное положение: в нём часть операций прописана подробно, а часть описана укрупнённо, без указания конкретных переходов.
Общая схема протекания ТП может быть представлена как ряд последовательных шагов преобразования исходного сырья в готовую деталь с заданными параметрами (рис. 2).
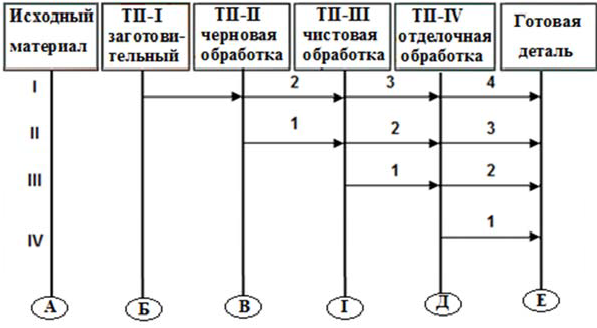
Рис. 2. Этапы технологического процесса
7. Типы производства
В промышленности различают три основных типа производства.
Единичное производство – характеризуется большой номенклатурой изготавливаемых или ремонтируемых изделий и малым объёмом выпуска каждого вида. Здесь коэффициент закрепления операций превышает 40.
Серийное производство – это выпуск ограниченной номенклатуры изделий партиями, которые периодически повторяются. Внутри серийного производства выделяют три подтипа:
- мелкосерийное – партия небольшая, коэффициент закрепления операций в пределах от 20 до 40;
- среднесерийное – коэффициент закрепления от 10 до 20;
- крупносерийное – коэффициент закрепления от 1 до 10.
Массовое производство – выпуск продукции в очень больших объёмах и узкой номенклатуры. Такие изделия изготавливаются или ремонтируются непрерывно в течение длительного времени. Для массового производства коэффициент закрепления операций равен единице.
Организационные формы технологических процессов
Групповая форма предполагает объединение процессов по сходству конструктивных и технологических признаков изделий, а также использование общих средств технологического оснащения. Рабочие места при этом специализированы на выполнении ограниченного круга операций.
Поточная форма организации характеризуется строгой последовательностью расположения оборудования в соответствии с ходом технологического процесса. Рабочие места ориентированы на узкую специализацию, а движение заготовок или деталей происходит по маршруту, совпадающему с логикой обработки (рис. 3).
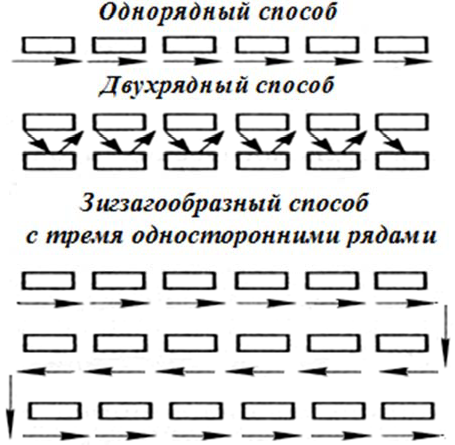
Рис. 3. Способы поточной организации производства
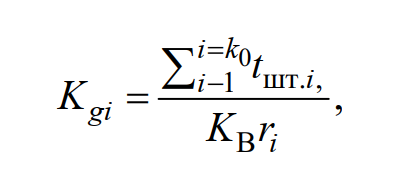
На основании анализа классификационных групп изделий и расчёта относительной трудоёмкости определяется профиль специализации каждого производственного подразделения (цеха или участка).
 (2)
(2)
где Kgi – показатель относительной трудоёмкости;
tшт.i – штучное время выполнения i-й операции, выраженное в нормоминутax;
k0 – количество операций по техпроцессу обработки i-го изделия, мин;
КВ – средний коэффициент выполнения норм времени;
r – такт производства i-го изделия, мин.
8. Структура технологического процесса
Технологический процесс (ТП) изготовления изделий для удобства анализа и организации делят на отдельные операции, что позволяет рассматривать его как последовательность взаимосвязанных частей, каждая из которых имеет физическое и экономическое значение.
Технологическая операция – это завершённая часть технологического процесса, выполняемая на одном рабочем месте. Она выступает основным элементом планирования и учёта производства. По каждой операции определяются такие важные показатели, как трудоёмкость и себестоимость процесса, численность необходимых рабочих и потребность в средствах технического оснащения.
К числу разновидностей технологических операций (ТО) относят установки, переходы, проходы, позиции и приёмы.
Установка – это законченный этап ТО, выполняемый при неизменном закреплении заготовки. В рамках одной установки выделяются технологические переходы . Переход – часть операции, которая осуществляется теми же средствами технического оснащения и при неизменных режимах. Один переход может выполняться как за счёт снятия одного слоя материала, так и за счёт удаления нескольких слоёв за один или несколько проходов.
Проход представляет собой заключительную часть перехода и сопровождается однократным движением инструмента относительно заготовки. При этом изменяются геометрические размеры, форма, качество поверхности или другие характеристики изделия. Проходы подразделяются на два типа:
- рабочий ход – заключительный переход, при котором за один цикл движения инструмента изменяются размеры детали;
- вспомогательный ход – дополнительное движение, обеспечивающее возможность выполнения рабочего хода.
Все действия в рамках технологического перехода дробятся на приёмы . Приём – это совокупность движений рабочего, объединённых одним назначением, например: закрепление заготовки, установка инструмента, его замена и т. п.
Вспомогательный переход – часть ТО, выполняемая для подготовки к основному переходу, при этом форма и размеры изделия не изменяются.
Позиция – фиксированное положение заготовки, жёстко закреплённой в приспособлении относительно инструмента или оборудования, в котором выполняется определённая часть операции.
Под средствами технического оснащения понимается комплекс орудий производства, необходимых для реализации ТП.
Технологическое оборудование – это часть оснащения, в которой размещаются заготовки, материалы и оснастка, а также средства воздействия на них для выполнения операций.
Согласно стандартам ЕСТД выделяют следующие важнейшие характеристики технологического процесса:
- цикл технологической операции – промежуток календарного времени от начала до завершения повторяющейся операции, независимо от числа обрабатываемых или ремонтируемых изделий;
- такт выпуска – период времени, через который выпускается одно изделие конкретного вида и исполнения;
- ритм выпуска – количество изделий данного наименования, производимых в единицу времени;
- норма времени – нормативный показатель, определяющий длительность выполнения объёма работ в конкретных условиях рабочими соответствующей квалификации;
- норма выработки – регламентированное количество деталей, которое должно быть произведено в единицу времени;
- штучное время – отношение цикла операции к числу изделий, обрабатываемых одновременно, либо календарное время выполнения сборочной операции;
- технологическая себестоимость – суммарная цеховая себестоимость изготовления детали с учётом всех операций процесса.
 (3)
(3)
где L – основная заработная плата производственных рабочих;
Z – сумма всех остальных цеховых расходов.
9. Виды изделий
Под изделием понимают любой предмет или совокупность предметов, подлежащих изготовлению на предприятии.
Изделия, которые создаются для реализации или поставки, относятся к продукции основного производства. К ним приравниваются и те изделия, которые поставляются на рынок, но одновременно используются самим предприятием.
Если же предприятие выпускает продукцию исключительно для собственных нужд, такие изделия относятся к продукции вспомогательного производства.
По наличию составных частей изделия подразделяются на:
- неспецифицированные (детали) – изделия, не имеющие составных частей;
- специфицированные – включающие несколько частей (сборочные единицы, комплексы, комплекты).
Согласно ГОСТ 2.101-68 установлены четыре вида изделий:
- Детали – элементы, изготовленные из однородного материала без применения сборочных операций.
- Сборочные единицы – изделия, части которых соединяются на предприятии-изготовителе с помощью операций сборки (например: сварка, клепка, пайка, склеивание, свинчивание).
- Комплексы – два и более специфицированных изделия, не соединённых сборкой на предприятии, но предназначенных для совместного выполнения эксплуатационных функций. Примеры: бурильная установка, автоматизированный цех.
- Комплекты – набор из двух и более изделий, не соединённых сборкой и выполняющих вспомогательное назначение. Пример: комплект инструмента или запасных частей.
10. Оснащение рабочего места
К оснащению рабочего места относят оборудование, технологическую оснастку и вспомогательные средства.
Разновидности оборудования:
- Станки универсальные – оборудование широкого назначения, которое используется главным образом в единичном и мелкосерийном производстве.
- Станки высокой производительности – автоматы и полуавтоматы, применяемые в серийных и массовых производствах для увеличения выпуска.
- Агрегатные станки – модифицированные машины высокой производительности, перенастроенные для обработки определённой детали или их группы. Находят применение в крупносерийном и массовом производстве.
- Специальные станки – специализированное оборудование для выполнения конкретных операций (например: токарные, сверлильные, зуборезные, фрезерные, шлифовальные, электроэрозионные, протяжные и другие). Их используют в условиях массового производства для выпуска продукции на протяжении многих лет.
11. Технологическая оснастка
Приспособление – устройство, не входящее в конструкцию станка, применяемое для надёжного закрепления заготовок.
Вспомогательный инструмент – элемент, необходимый для фиксации или установки рабочего инструмента.
Обрабатывающий инструмент – инструмент, который используется для изменения размеров, формы или состояния поверхности заготовки.
Контрольный инструмент применяется для измерения и проверки параметров, обеспечивая требуемую точность при минимальных затратах труда и времени.
К вспомогательным средствам относят различные элементы организации рабочего места: стеллажи, тумбы, оргтехнику и другие приспособления, повышающие эффективность работы и удобство оператора.
12. Заключение
Таким образом, технологический процесс является основой любого производства, объединяя операции, оборудование, трудовые ресурсы и методы организации. От правильного выбора типа производства, вида технологического процесса и средств технического оснащения зависит не только качество и стоимость выпускаемой продукции, но и общая эффективность предприятия. Системный подход к проектированию и организации ТП обеспечивает снижение издержек, рост производительности и устойчивое развитие производства.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.