Обрабатывающие центры — сравнительно новый тип оборудования, вобравший в себя главные достижения высоких технологий XXI в. Правильное название этого оборудования — многошпиндельные агрегаты с компьютерным управлением верхними фрезами.
Агрегаты состоят из рабочего стола, на котором крепятся заготовки, подвижная каретка с набором режущего инструмента и магазин инструмента с механизмом его замены. Режущими инструментами могут быть не только фрезы, но также пилы и сверла. Некоторые агрегаты дополнены узлами облицовки кромок.
Обрабатывающий центр— очень сложный агрегат. Ниже приводится только самое общее описание этого оборудования, показывающее его возможности. Более подробное описание технических особенностей узлов и агрегатов обрабатывающих центров можно найти на сайтах станкоторговых организаций «Глобал Эдж», «Дюкон», «КАМИ-Станкоагрегат».
По компоновке обрабатывающие центры можно разделить на консольные и портальные (рис. 1).
Основными параметрами обрабатывающих центров являются следующие.
- Размеры рабочего стола. Максимально могут достигать до 6400* 1700 мм.
- Способ фиксации заготовок. Может быть пневматический (вакуумный) или механический.
- Число заготовок в агрегате. Колеблется от 1 до 5 и зависит от размеров стола.
- Число рабочих шпинделей. Агрегаты имеют обычно один шпиндель, но в последнее время появились двух- и трехшпиндельные станки, что позволяет обрабатывать одновременно две-три заготовки одним инструментом или последовательно обрабатывать однотипные детали разными инструментами.
- Число инструментов в магазине обрабатывающего центра. Обычно оно составляет несколько десятков инструментов, специально спроектированных для данных целей.
- Число степеней свободы режущего инструмента. Максимально возможны 6 степеней свободы (обработка по 6 осям, так называемая шестикоординатная обработка).
- Вид обрабатываемых заготовок — щитовые или брусковые.
- Перечень выполняемых операций. Кроме пиления, сверления и фрезерования под любым углом существуют обрабатывающие центры, способные обрабатывать и облицовывать кромки, выполнять другие операции финишной обработки деталей.
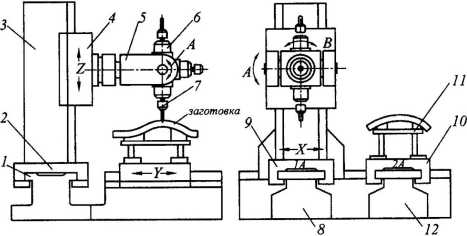
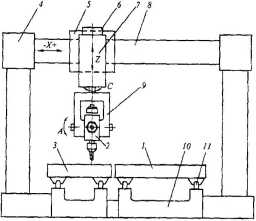
Рис. 1 Схема обрабатывающего центра консольного типа (а): 1 — горизонтальная поперечная направляющая станина; 2 — каретка; 3 — вертикальная направляющая колонна; 4 — суппорт; 5 — инструментальный корпус; 6 — инструментальная головка; 7 — шпиндели с патронами; 8, 12 — горизонтальные продольные направляющие; 9,10 — столы для крепления заготовок; 11 — базирующие элементы.
Схема обрабатывающего центра портального типа (б):
1,3 — рабочие столы; 2 — инструментальная головка; 4 — портал; 5 — каретка; 6— вертикальная направляющая; 7— суппорт; 8— горизонтальная направляющая; 9— корпус инструментальной головки; 10 — станина; 11 — горизонтальная направляющая рабочих столов.
Широкое внедрение этого дорогостоящего оборудования обусловлено очевидными преимуществами таких агрегатов — при малой занимаемой площади они способны выполнять работу целых автоматических линий при высокой гибкости производства.
Покажем возможности обрабатывающего центра на примере агрегата от фирмы HOMAG (Германия) — рисунок 2.

Рис. 2 Обрабатывающий центр BMG 500/600 (Homag, Германия)
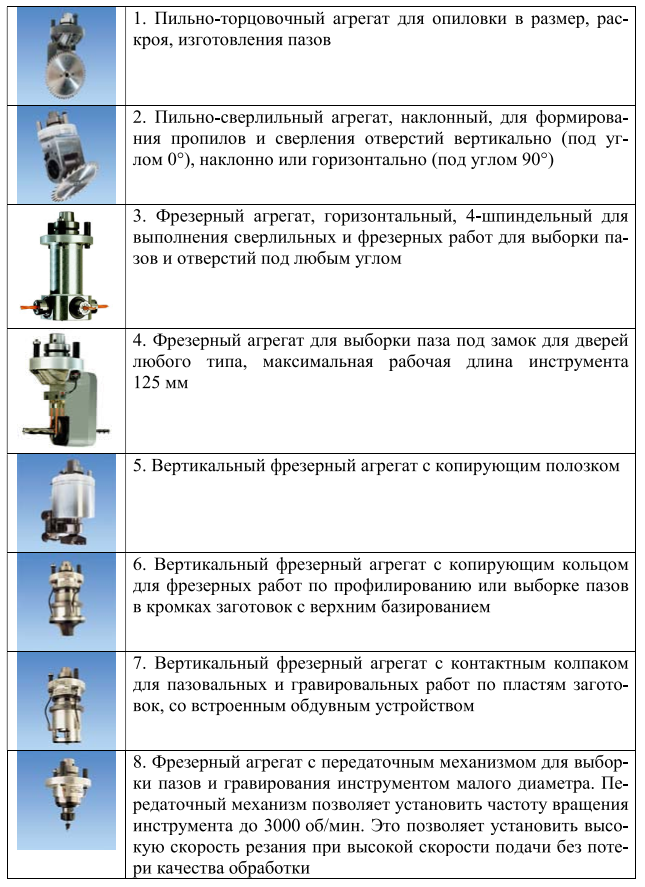
Ниже в таблице показан набор инструментов, которым могут быть оснащены агрегаты данного класса.

Отличительная особенность обрабатывающих центров заключается в том, что для них разработаны новые конструкции всех обрабатывающих узлов, которые могут быть автоматически установлены в нужную позицию станка.
Обрабатывающие центры выпускает несколько известных фирм: итальянские Busselato, Centauro, Cosmec, SCM Group, Uniteam; немецкие Homag и Weinig, канадская Beaver, китайская Filato и др.