Сортировка пиломатериалов является неотъемлемым этапом технологического процесса в деревообрабатывающей промышленности. От качества и эффективности этого этапа напрямую зависят как характеристики готовой продукции, так и рациональность использования сырья.
В современных условиях возрастающей конкуренции и стремления к максимальной автоматизации производства, выбор и организация сортировочного оборудования становятся критически важными. Современные технологии позволяют не только ускорить процессы сортировки, но и значительно повысить точность, надежность и гибкость работы, снижая долю ручного труда и минимизируя ошибки. В данном материале рассмотрены основные виды сортировочных линий, их компоненты, технологические возможности, а также приведены конкретные промышленные примеры реализации таких систем.
Идея механизированной сортировки пиломатериалов начала активно развиваться в конце XIX — начале XX века, параллельно с развитием промышленных лесопилок. Первоначально сортировка проводилась исключительно вручную, что существенно ограничивало производительность. С появлением первых ленточных и цепных транспортеров появилась возможность создания механических линий, которые упрощали транспортировку и грубую сортировку по размерам.
Настоящий прорыв произошёл во второй половине XX века с внедрением автоматизированных линий, оснащённых фотоэлементами, датчиками и примитивными управляющими устройствами. В 1990-х годах в странах Европы и Северной Америки стали появляться первые промышленные сканеры, способные в реальном времени измерять геометрию и качество древесины. Российские производители оборудования, такие как «Древмаш-Евразия», начали активно внедрять подобные решения в конце 2000-х годов. Современные линии позволяют сортировать продукцию по множеству параметров и достигать высокой степени точности даже при больших объёмах производства.
В лесопильной промышленности сортировка пиломатериалов осуществляется дважды в производственном цикле: первично — до сушки, вторично — после неё. Первый этап сортировки предназначен для классификации пиломатериалов по их геометрическим размерам (ширина, длина, толщина), тогда как повторная сортировка после сушки направлена на определение качества древесины. На старых предприятиях сортировка сырых досок по сечению осуществляется с использованием линий, основанных на транспортерных системах, таких как ТСП-3, ТСП-4. Кроме того, применяются механизированные решения — ПСП-36, ЛТС-16, а также автоматизированные линии ЛСП, ЛССА и современные комплексы от компании «Валмет».
Современные производственные линии для первичной сортировки представляют собой сложную технологическую систему, которая обеспечивает автоматическое измерение и распределение досок по соответствующим секциям — карманам. Это необходимо для последующего формирования штабелей, предназначенных для загрузки в сушильные камеры. Ниже представлена одна из таких линий от российской компании «Древмаш-Евразия», оснащённая винтовыми рольгангами, автоматической торцовкой и механизмами поштучной укладки.
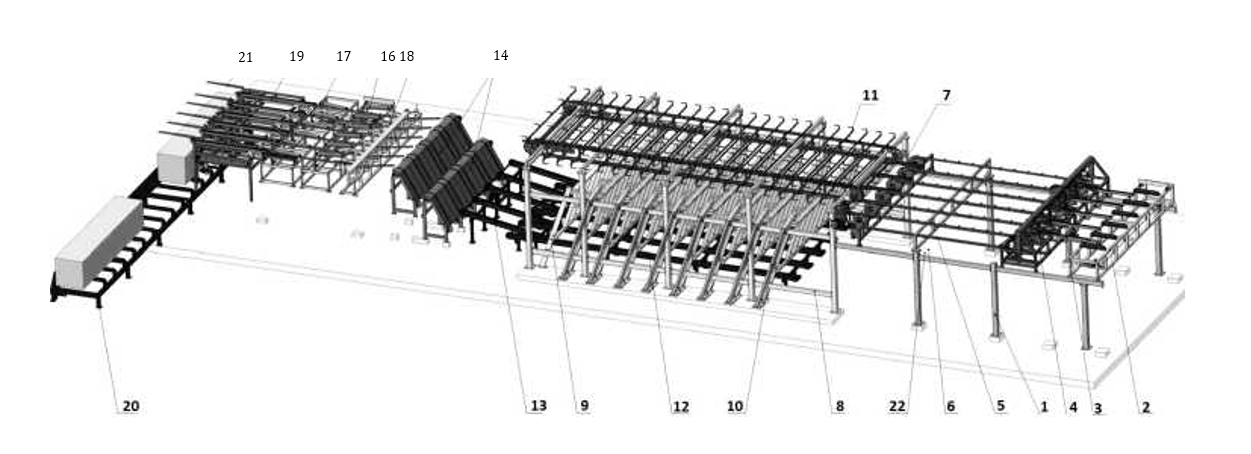
Рис. 1. Линия сортирования сырых пиломатериалов («Древмаш-Евразия»): 1 — металлоконструкция линии; 2 — рольганг винтовой; 3 — транспортер накопительный; 4 — устройство поштучной выдачи; 5 — транспортер поперечный; 6 — торцовка стационарная проходная; 7 — транспортер догоняющий; 8 — металлоконструкция карманов; 9, 10 — карман накопительный; 11 — транспортер сортировочный; 12 — транспортер выносной; 13 — транспортер наклонный; 14 — транспортер наклонный — горка; 15 — роликовая горка; 16, 17 — транспортер роликовый; 18 — транспортер поперечный с поштучной выдачей; 19 — пакетоформирующая машина; 20 — транспортёр выноса пакета; 21 — устройство выдачи прокладок; 22 — транспортёр ленточный для отходов торцовки.
В данной линии предусмотрено 8 сортировочных карманов, производительность составляет до 60 досок в минуту, что позволяет эффективно справляться с потоком пиломатериала. Управление осуществляется двумя операторами, что делает систему оптимальной по числу обслуживающего персонала.
Особое внимание в современной лесопильной индустрии уделяется внедрению измерительных технологий. Так, сканеры с высокоточной системой сенсоров контролируют геометрию досок на выходе из лесопильного цеха. Система может в режиме реального времени оповещать оператора о любых отклонениях от заданных параметров, благодаря чему обеспечивается высокий уровень стандартизации готовой продукции и прозрачный учет производственных объемов.
Ключевым требованием к оборудованию сортировочного участка является синхронность с лесопильной линией как по скорости подачи, так и по гибкости управления. Производительность современных линий, работающих при скорости 150–200 м/мин, достигает 160–240 досок в минуту — это возможно благодаря технологии многоформатного раскроя и точному позиционированию. На крупных предприятиях часто функционируют две параллельные линии сортировки: одна — для центральных досок, вторая — для боковых, каждая из которых может иметь до нескольких десятков сортировочных карманов.
Сегодня требования к сортировке становятся более многоуровневыми: добавляется классификация по длинам для оптимального размещения в сушильных камерах, по влажности — с целью оптимизации режима сушки, а также по качественным характеристикам древесины. Это позволяет обособленно сушить столярную, конструкционную и упаковочную продукцию, обеспечивая индивидуальные параметры влажности и минимизируя потери. Всё это влечет за собой расширение функциональности сортировочных линий и необходимость новых инженерных решений.
В современных линиях количество сортировочных позиций варьируется от 16 до 36, а общая пропускная способность может достигать 80 досок в минуту. Количество обслуживающего персонала на такой линии обычно составляет 7–10 человек, что говорит о высоком уровне автоматизации и рациональной организации труда.
Различие линий для сортировки и торцовки сухих досок определяется следующими признаками:
- число пил на торцовочном участке — двух-, трёх- и многопильные системы;
- режим работы — общий (принудительный) ритм, свободный (индивидуальный по каждой доске), либо комбинированный (гибкое время обработки в пределах общего ритма);
- метод выполнения торцовки — позиционный или проходной.
Примером является линия ОТС-25, предназначенная для комплексной обработки высушенных досок. Сушильные штабели размером 7,0 x 1,8 x 1,5 м поступают на загрузочный участок, а выходят в виде компактных транспортных пакетов размером 6,3 x 1,35 x 1,25 м. При работе в две смены годовая производительность установки составляет 60–70 тыс. м3.
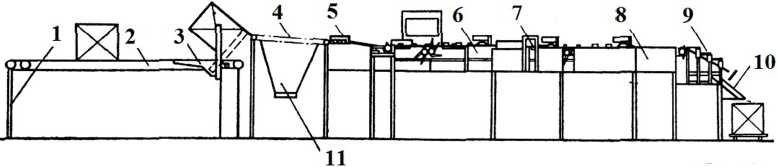
Рис. 2. Схема линии торцевания и сортирования досок ОТС-25: 1 — опорная металлоконструкция; 2 — загрузочный конвейер; 3 — лифт; 4 — конвейер; 5 — роликовый конвейер; 6 — линия торцевания ЛТ; 1, 7 — роликовый конвейер; 8 — маркировщик; 9 — распределитель досок СПР; 5,10 — накопитель досок; 11 — конвейер для прокладок.
Не менее интересна конструкция сортировочного колеса, разработанная немецкой компанией Springer. Устройство включает 3500 отдельных ячеек, в которые доски укладываются поштучно. Это уникальное решение предназначено для сортировки пиломатериалов длиной от 2 до 6 метров и поперечным сечением до 110 x 260 мм. Производительность — до 30 досок в минуту. Такое колесо может быть интегрировано в общую линию предварительной сортировки или дополнено упаковочной машиной.

Рис. 3. Сортировочное колесо, Springer, ФРГ
Современные линии сортировки древесины — это высокотехнологичные комплексы, сочетающие в себе механизацию, автоматизацию, точные измерительные системы и адаптивное управление. Именно благодаря такому подходу предприятия лесоперерабатывающей отрасли достигают высокой производительности и конкурентоспособности на рынке.
Интересные факты:
- Современные оптические сканеры, применяемые на сортировочных линиях, способны определять не только размеры доски, но и наличие сучков, трещин, смолы и других дефектов, невидимых невооружённым глазом.
- Сортировочные линии с так называемым «сортировочным колесом» компании Springer, насчитывающим до 3500 ячеек, представляют собой уникальное инженерное решение, которое обеспечивает щадящую и компактную сортировку большого объёма продукции.
- На высокопроизводительных предприятиях Европы и Северной Америки линии сортировки способны обрабатывать более 250 досок в минуту, что делает ручную сортировку полностью устаревшей и нерентабельной.
- Комбинированные линии сортировки позволяют одновременно учитывать длину, сечение, влажность и даже направление волокон древесины, что крайне важно для производства высококачественных столярных и конструкционных изделий.
- Программное обеспечение современных систем сортировки способно самообучаться: на основе статистики поступающего материала и истории предыдущих операций оно оптимизирует алгоритмы сортировки для повышения эффективности.
Заключение
Развитие технологий сортировки пиломатериалов стало одним из ключевых факторов повышения эффективности лесопильного производства. Автоматизация и интеллектуализация процессов позволили не только повысить производительность труда, но и значительно улучшить качество готовой продукции.
Современные сортировочные линии — это высокоточные инженерные комплексы, интегрированные с системами управления и анализа данных. Их внедрение требует значительных инвестиций, однако в долгосрочной перспективе такие решения окупаются за счёт снижения производственных издержек, повышения скорости работы и уменьшения потерь сырья. В условиях растущего спроса на качественные древесные изделия, роль высокотехнологичного сортировочного оборудования будет только возрастать.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.