Содержание страницы
За пределами возможностей традиционной обработки металлов давлением, где скорости измеряются метрами в секунду, существует область экстремальных технологий — высокоскоростная штамповка. Это методы, в которых энергия для формоизменения заготовки подводится в виде мощного импульса длительностью в микросекунды. Развитие этих технологий, начавшееся в середине XX века для нужд аэрокосмической и оборонной промышленности, открыло путь к созданию деталей сложной формы из высокопрочных и труднодеформируемых сплавов, обработка которых ранее считалась невозможной.
В этой статье мы погрузимся в физику высокоскоростной деформации, рассмотрим, как различные материалы ведут себя в этих экстремальных условиях, и детально разберем три ключевые технологии: штамповку взрывом, электрогидроимпульсную и магнитно-импульсную обработку.
Физика и металлургия высокоскоростной деформации
Ключевое отличие высокоскоростной штамповки от классических методов заключается в скорости деформации, которая превосходит традиционную на несколько порядков: 50–400 м/с против 0,5–10 м/с на обычных прессах. Такая колоссальная разница в скорости кардинально изменяет механизм пластической деформации и физические свойства материала в процессе обработки.
Адиабатический нагрев и эффект инерции
При сверхвысоких скоростях деформация происходит настолько быстро, что тепло, выделяющееся в результате внутренних сил трения, не успевает рассеяться в окружающую среду. Этот процесс близок к адиабатическому. В результате температура в зонах интенсивной деформации заготовки может существенно повышаться, что приводит к локальному разупрочнению металла. Этот эффект действует как «тепловая смазка», значительно увеличивая пластичность материала именно там, где это необходимо, и снижая общее усилие формообразования.
Кроме того, при высокоскоростном нагружении проявляется эффект инерции. Масса самой заготовки сопротивляется мгновенному изменению скорости, что заставляет материал более плотно и точно прилегать к форме матрицы, снижая риск образования складок и улучшая проработку мелких деталей рельефа.
Изменения на микроструктурном уровне
Экстремальные скорости деформации активируют скрытые резервы пластичности металла. Механизм деформации смещается в сторону внутризеренного скольжения и двойникования. Активируются дополнительные плоскости скольжения, количество которых может увеличиваться в 30-40 раз, а число двойников (зеркальных переориентаций участков кристаллической решетки) возрастает в 3-4 раза. Это приводит к интенсивному упрочнению материала (наклепу), в результате чего прочностные характеристики готовой детали — предел текучести и временное сопротивление разрыву — также заметно возрастают.
Классификация материалов по восприимчивости к высокоскоростной штамповке
По степени влияния скорости нагружения на пластические свойства все конструкционные материалы можно условно разделить на три основные группы.
- Первая группа: Материалы, чья пластичность значительно возрастает при высокоскоростном нагружении. Классическим примером является коррозионностойкая аустенитная сталь 12Х18Н10Т. Ее относительное удлинение при статическом растяжении составляет 55–57 %, а при импульсном нагружении подскакивает до 73–76 %. Такие материалы с ГЦК-решеткой идеально подходят для высокоскоростного деформирования.
- Вторая группа: Материалы со средней исходной пластичностью, которая при высоких скоростях увеличивается незначительно (на 10–20 %). К этой группе относятся многие алюминиевые и медные сплавы. Они также хорошо пригодны для высокоскоростной обработки.
- Третья группа: Материалы с изначально низкой пластичностью, которая практически не меняется при увеличении скорости. Это большинство титановых и молибденовых сплавов с ГПУ-решеткой. Их высокоскоростная штамповка часто требует предварительного нагрева заготовки.
Понятие критической скорости деформации
Важно понимать, что рост пластичности не бесконечен. Для каждого материала существует критическая скорость нагружения. Пластическая деформация распространяется по объему заготовки не мгновенно, а с определенной конечной скоростью (скоростью распространения пластических волн). Если скорость приложения нагрузки превышает эту величину, деформация просто «не успевает» распространиться по материалу, и он разрушается хрупко, без видимых следов пластического течения. Поэтому для большинства металлов существует оптимальный диапазон скоростей нагружения, который обычно составляет 50–240 м/с.
Обзор технологий высокоскоростной штамповки
В качестве источников энергии для создания мощных импульсов используются энергия взрывчатых веществ (ВВ), энергия высоковольтного электрического разряда в жидкости и энергия импульсного электромагнитного поля. Эти методы, также известные как HERF (High Energy Rate Forming), применяются для широкого спектра операций: вытяжки, формовки, калибровки, пробивки, поверхностного упрочнения и даже сборки.
Сравним ключевые характеристики основных методов в таблице.
| Параметр | Штамповка взрывом | Электрогидроимпульсная штамповка (ЭГШ) | Магнитно-импульсная штамповка (МИШ) |
|---|---|---|---|
| Источник энергии | Химическая энергия взрывчатого вещества | Электрический разряд в жидкости | Импульсное магнитное поле индуктора |
| Передающая среда | Вода (основная), воздух, песок | Вода, масло | Отсутствует (бесконтактный метод) |
| Размер деталей | От средних до особо крупных (до 10 м и более) | От малых до крупных (до 2 м) | От малых до средних (преимущественно тела вращения) |
| Производительность | Низкая, штучное производство | Средняя, подходит для мелких серий | Высокая, возможна автоматизация |
| Требования безопасности | Экстремальные (спецполигоны, разрешения) | Высокие (высокое напряжение, бронекамеры) | Средние (высокое напряжение) |
| Стоимость оснастки | Минимальная (только матрица или пуансон) | Низкая | Средняя (требуется прочный индуктор) |
1. Штамповка взрывом
При штамповке взрывом формообразование заготовки происходит под действием ударной волны, генерируемой детонацией заряда взрывчатого вещества. Давление в эпицентре взрыва достигает сверхвысоких значений, а среда (чаще всего вода) передает этот импульс на заготовку. КПД процесса при использовании воды в 8-10 раз выше, чем при взрыве на воздухе, поэтому вода является предпочтительной передающей средой. Детонация заряда длится всего 20–30 мкс, но этого достаточно, чтобы сообщить заготовке огромную кинетическую энергию, за счет которой она и деформируется, заполняя полость матрицы.
В зависимости от габаритов изделий применяют два основных подхода:
- Штамповка в бассейнах (Рис. 1): Используется для изготовления крупногабаритных деталей (днищ, сегментов сфер). Метод эффективен, но требует капитальных затрат на строительство и обслуживание бассейна.
- Штамповка в наземных установках (Рис. 2): Применяется для деталей меньшего размера в более контролируемых условиях. Установки представляют собой прочные бронекамеры, защищающие персонал и окружающее оборудование.
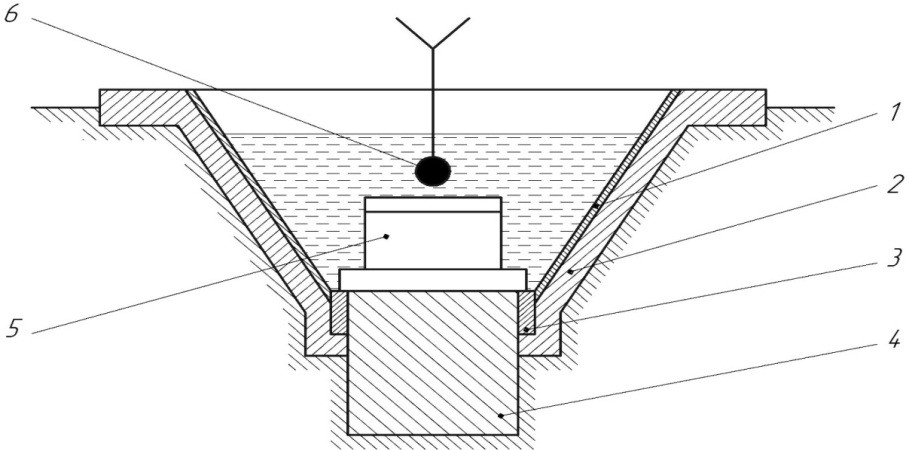
Рисунок 1 – Схема бассейна для штамповки: 1 – стальная обшивка; 2 – бетонированный бассейн; 3 – гидроизоляция; 4 – заглублённый фундамент; 5 – штамп; 6 –заряд взрывчатого вещества
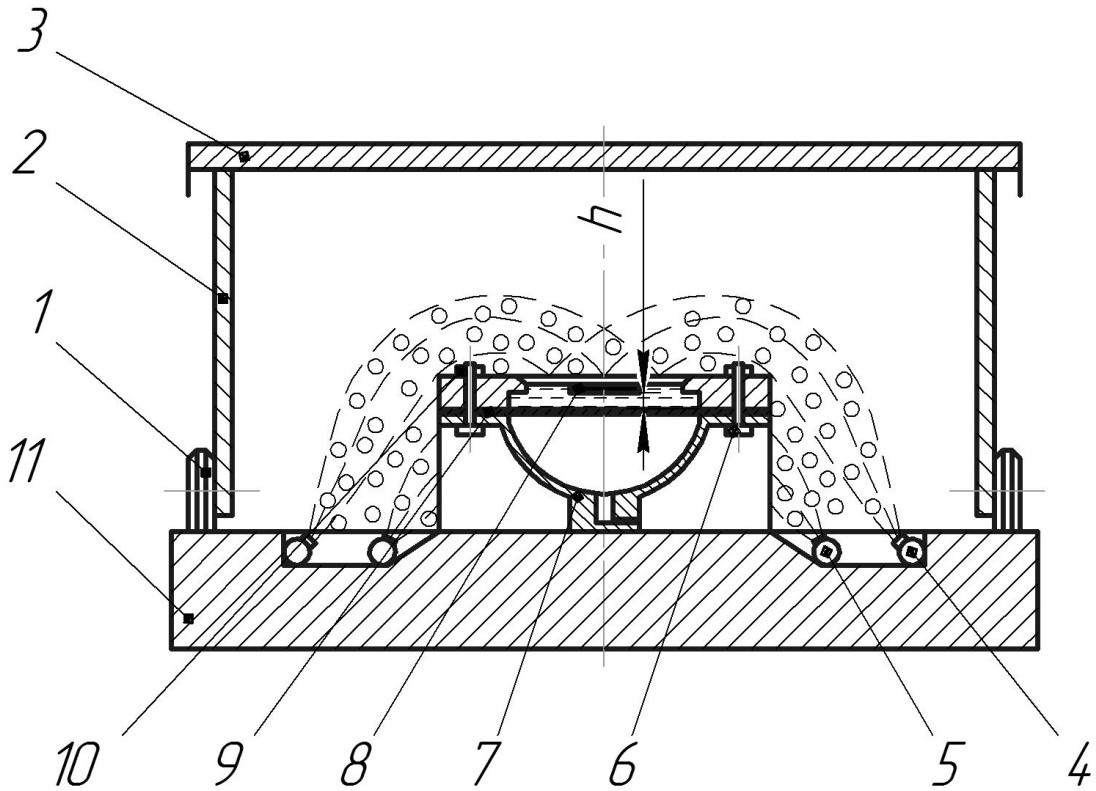
Рисунок 2 – Схема наземной установки для штамповки взрывом: 1 – направляющая; 2 – стенка; 3 – крышка; 4,5 – трубопроводы; 6 – прижимное устройство; 7 – матрица; 8 – плоский заряд; 9 – заготовка; 10 – кольцо; 11 – основание
Ключевые параметры процесса
Форма и масса заряда: Эти параметры определяют форму фронта ударной волны. Плоская волна, получаемая от листовых или шнуровых зарядов, обладает наибольшей пробивной силой. Сферические и цилиндрические заряды создают соответствующие фронты волн. Выбор зависит от геометрии детали.
Дистанция взрыва (stand-off distance): Расстояние от заряда до заготовки — критический параметр. Слишком малое расстояние приведет к локальному прогару или разрыву. Слишком большое — к недостаточной энергии для формовки. Оптимальное расстояние (обычно 0,1–0,5 от диаметра заготовки) обеспечивает равномерное распределение давления и качественное формообразование.
Преимущества и недостатки
Главные преимущества — возможность изготовления уникальных по размеру деталей (от десятков миллиметров до десятков метров), низкая стоимость оснастки (нужна только одна ее половина — матрица или пуансон), и колоссальная экономия по сравнению с прессами аналогичной мощности (установки дешевле до 40 раз).
Недостатки очевидны: низкая производительность, необходимость в специальных полигонах и строжайшем соблюдении мер безопасности, что регламентируется общими стандартами, такими как ГОСТ 12.2.003-91 «Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности».
2. Электрогидроимпульсная штамповка (ЭГШ)
Сущность ЭГШ заключается в преобразовании накопленной в конденсаторах электрической энергии в механическую работу ударной волны. Высоковольтный разряд между электродами, погруженными в жидкость (воду), создает плазменный канал. Температура в канале мгновенно достигает 10 000–15 000 °К, что приводит к его взрывному расширению, генерации мощной ударной волны и, как следствие, деформации заготовки.
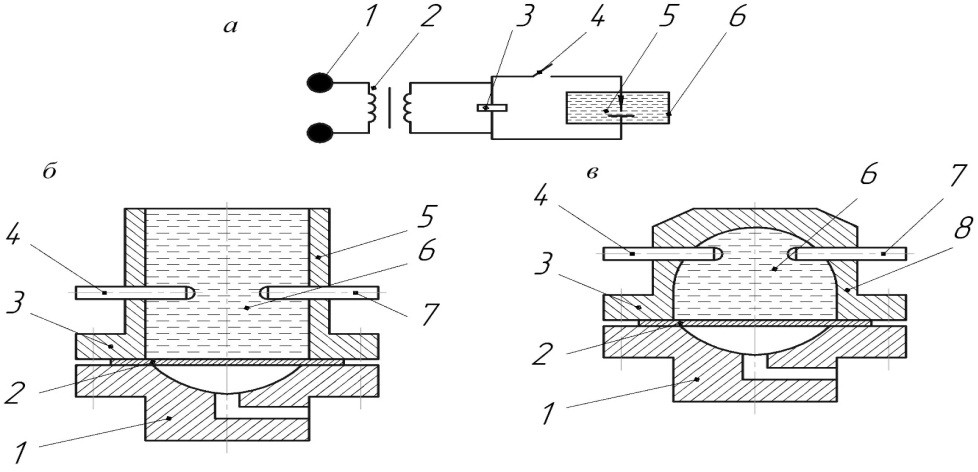
Рисунок 3 – Схемы электрогидроимпульсной штамповки: а – принципиальная схема установки: 1 – источник напряжения, 2 – трансформатор, 3 – конденсатор, 4 – разрядник, 5 – электроды, 6 –камера с водой; б и в – схемы технологических блоков соответственно с открытой и закрытой камерами
Процесс по своей природе — это контролируемый «электрический взрыв». Давление на фронте ударной волны может достигать 100–140 ГПа. ЭГШ позволяет выполнять практически все операции листовой штамповки: вытяжку, формовку, отбортовку, вырубку. КПД метода составляет 5–20 %, причем наибольшая эффективность достигается в замкнутых камерах.
Конструкция разрядных камер зависит от размера детали (Рис. 4), а для формовки пространственных заготовок (труб) используются разъемные матрицы (Рис. 5).
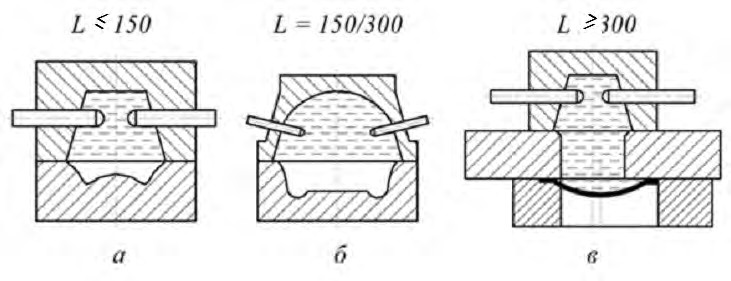
Рисунок 4 – Схемы разрядных камер для плоских заготовок
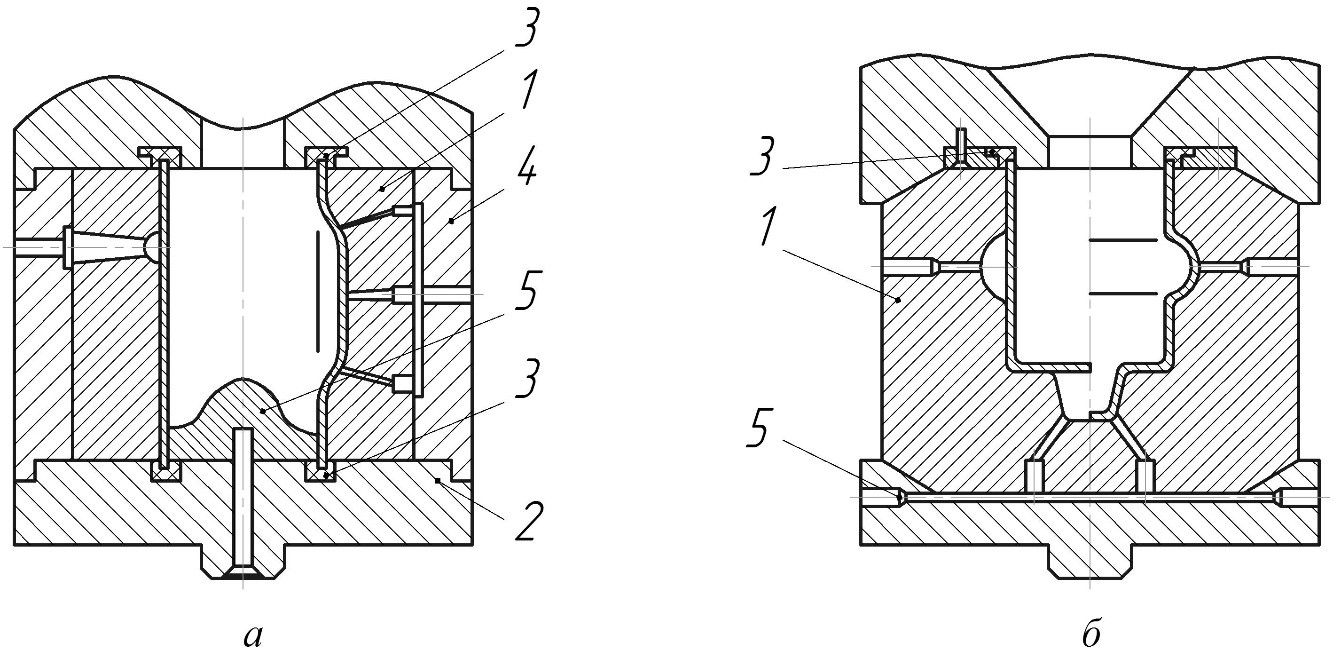
Рисунок 5 – Схемы технологических установок для формообразования пространственных заготовок
Преимущества перед штамповкой взрывом
ЭГШ является более управляемой и безопасной технологией:
- Точное дозирование энергии: Легко изменять энергию импульса, варьируя напряжение на конденсаторах.
- Управляемость процесса: Возможность многократных разрядов и изменения положения электродов для локальной проработки.
- Безопасность и компактность: Установки можно размещать в обычных производственных цехах при соблюдении мер электро- и гидробезопасности.
ЭГШ экономически наиболее целесообразна в единичном и мелкосерийном производстве, где затраты на оснастку составляют до 80–95 % себестоимости.
3. Магнитно-импульсная штамповка (МИШ)
Сущность магнитно-импульсной штамповки (МИШ) основана на фундаментальном законе электродинамики — силе Лоренца. Разряд конденсаторной батареи на специальную катушку (индуктор) создает мощное, быстроизменяющееся магнитное поле. Это поле наводит в токопроводящей заготовке вихревые токи противоположного направления. Взаимодействие двух магнитных полей создает колоссальную силу отталкивания, которая и деформирует заготовку со скоростью до 300 м/с.
Это бесконтактный метод, так как сила прикладывается через магнитное поле без участия промежуточной среды. Давление на заготовку может достигать 50 000 МПа.
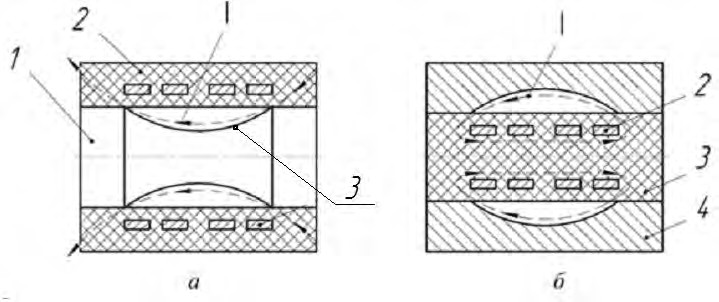
Рисунок 6 – Технологические блоки соответственно для обжима (а) и раздачи заготовок (б): 1 – пуансон, 2 – индуктор, 3 – заготовка, 4 – матрица, I – направление магнитных силовых линий
Особенности и применение
Самым нагруженным элементом является индуктор, который испытывает огромные динамические нагрузки. Их изготавливают из высокопрочных и электропроводных материалов (например, бериллиевой бронзы) и часто оснащают системой водяного охлаждения. Для увеличения срока службы и концентрации поля применяют специальные концентраторы.
МИШ идеально подходит для операций с телами вращения (обжим и раздача труб), а также для формовки плоских листов и высокоскоростной сборки (например, опрессовка фитингов на шланги), как показано на Рис. 7.
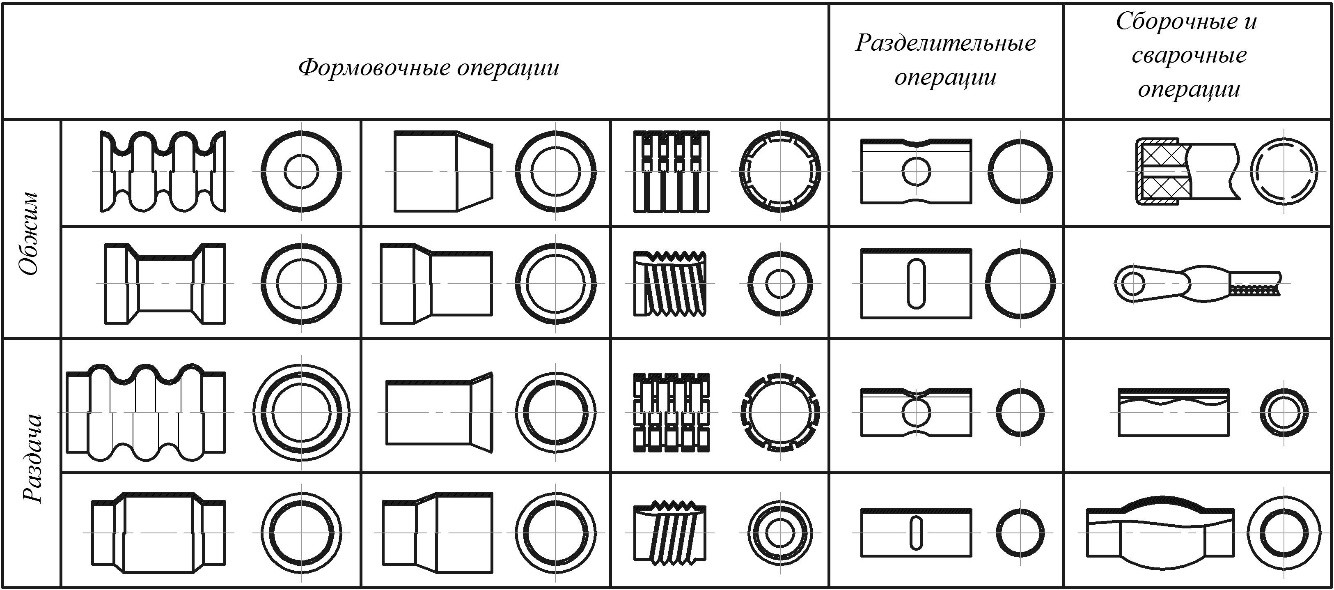
Рисунок 7 – Технологические операции, выполняемые по схемам «Обжим» и «Раздача»
Преимущества и недостатки
Ключевое преимущество МИШ — отсутствие прямого контакта с заготовкой, что позволяет обрабатывать детали с полированной или окрашенной поверхностью без повреждений. Процесс легко автоматизируется и точно дозируется.
Главные недостатки — низкий КПД (3–10 %), ограничения по геометрии изделий (эффективнее всего для материалов с высокой электропроводностью) и невысокая стойкость индукторов при работе со стальными заготовками.
Заключение и перспективы развития
Высокоскоростные методы штамповки — это мощный инструмент для решения нетривиальных производственных задач. Они позволяют не только обрабатывать «капризные» материалы, но и получать детали с уникальными свойствами благодаря интенсивному упрочнению в процессе деформации.
- Штамповка взрывом остается незаменимой для производства уникальных крупногабаритных конструкций.
- Электрогидроимпульсная штамповка — гибкое и управляемое решение для мелкосерийного производства деталей сложной формы.
- Магнитно-импульсная штамповка — высокотехнологичный и автоматизируемый метод для операций с телами вращения и деликатной сборки.
Современные тенденции развития этих технологий связаны с внедрением гибридных процессов (например, МИШ + традиционная вытяжка), широким использованием компьютерного моделирования (FEA-анализа) для оптимизации процессов и разработкой более долговечных и эффективных источников энергии и оснастки.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.