Содержание страницы
В крышках кроме отверстий для крепежных винтов часто предусматривают два диаметрально расположенных резьбовых отверстия под отжимные винты для удобства разборки узла. При помощи винтов, ввертываемых в эти отверстия, крышки можно легко снять с корпусной детали.
В коробках скоростей не допускают, чтобы головки винтов выступали над поверхностью детали, которыми она крепится.
Это обусловливается требованиями техники безопасности, удобством ухода за станком и стремлением создать наилучший внешний вид узла. По этим причинам крышки подшипников крепятся к корпусу винтами с цилиндрическими головками, утопленными во фланце (крепление впотай). Крышки, не воспринимающие нагрузки, допускается изготовлять из пластмассы.
1. Определение необходимой длины винта и глубины резьбового отверстия
Стаканы совместно с крышками подшипников или отдельно крышки подшипников обычно крепятся к корпусным деталям болтами с шестигранной головкой или винтами с цилиндрической головкой впотай.
Длину резьбы винтов и глубину нарезания резьбы в отверстиях определяют с учетом сбегов и недорезов резьбы.
На стержне винта недорез резьбы образуется в результате того, что при нарезании резьбы плашка упирается в головку винта и в результате резьба получается недорезанной на величину l2 (рис. 1, в), в которую включается 1…2 витка резьбы с неполным профилем – сбег.
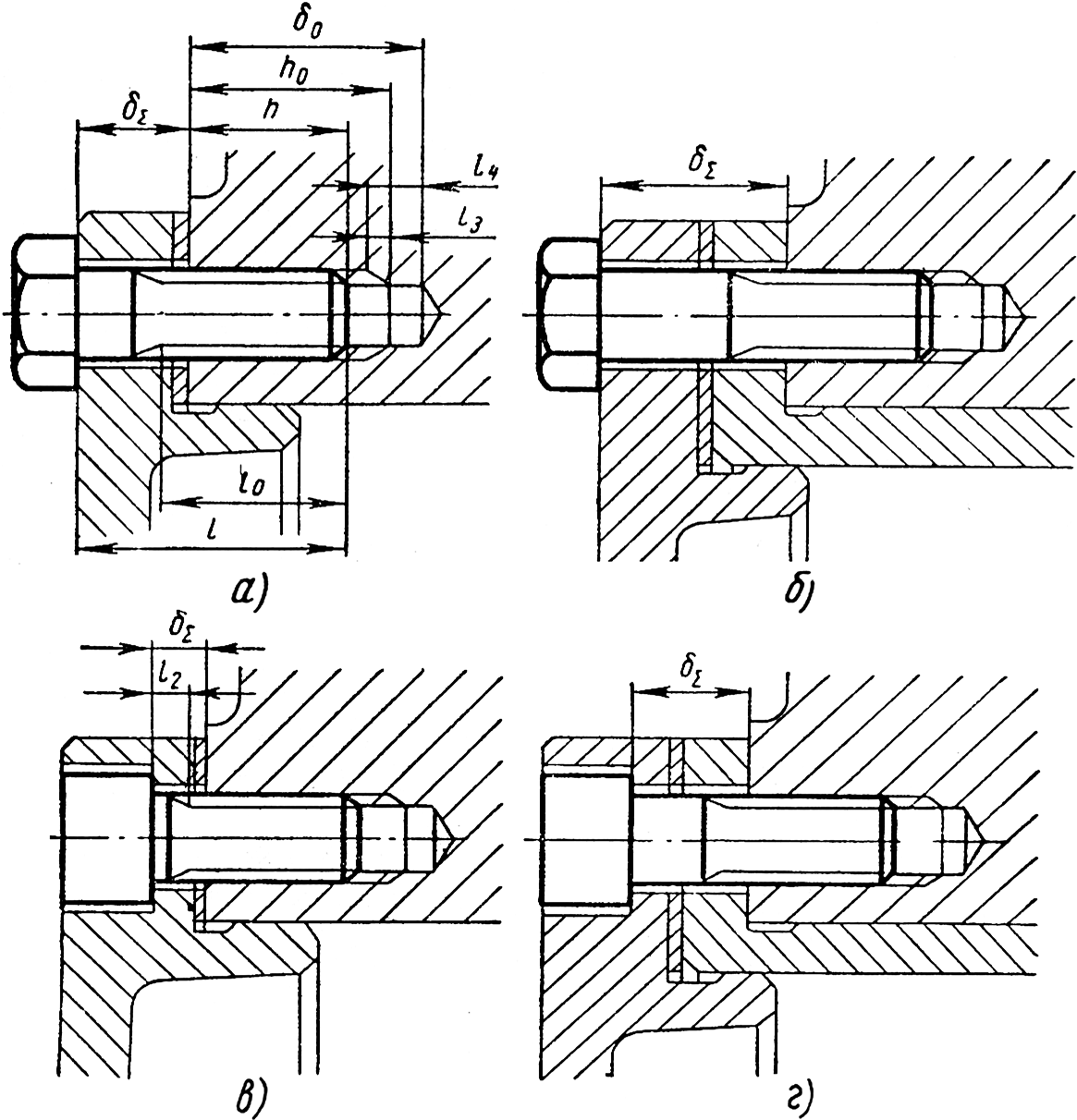
Рис. 1. Крепление крышек подшипников (а, в) и крепление крышек подшипников со стаканами (б, г) к корпусным деталям
При нарезании резьбы в несквозном отверстии корпуса метчик не сможет нарезать резьбу до дна отверстия потому, что у метчика передняя часть выполнена конусом со срезанными нитками резьбы для захода в отверстие. В результате при достижении метчиком дна отверстия часть его будет без резьбы – недорез l4, который будет включать часть с неполной резьбой – сбег l3 (рис. 1, а). Величина недореза и сбега в отверстии в зависимости от шага резьбы приведена в табл. 2.
2. Размеры винта
1. Для обеспечения прочности соединения экспертно установлена зависимость необходимой проектной глубины hпр завинчивания в тело корпусной детали от диаметра стержня винта:
![]()
где kd=h/d – относительная глубина завинчивания, которую принимают по табл. 1; d – диаметр винта.
Таблица 1. Глубина завинчивания винта в корпусную деталь
| Материал винта, шпильки –
сталь (σв , Н/мм2) |
Величина kd при материале корпуса | ||||
| сталь | дюралюминий | бронза | чугун | силумин | |
| 400…500 | 0,8…0,9 | 0,8…0,9 | 1,2…1,3 | 1,3…1,4 | 1,4…2,0 |
| 900…1000 | 1,6…2,0 | 1,6…2,0 | 1,8…2,2 | 2,0…2,5 | 2,0…2,5 |
2. Находят проектную, предварительную, длину стержня винта:
![]()
где δΣ – суммарная толщина прикрепляемых к корпусу деталей, которая зависит от типа винта, наличия и типа стакана и
наличия прокладки (рис. 1).
Расчетное значение lпр округляют в большую сторону до стандартного для данного типа и размера винта и получают фактическую длину винта – l.
3. Уточняют значение глубины завинчивания винта:
![]()
4. Проверяют достаточность резьбы на винте по условию:
![]()
или
![]()
где l0 – длина нарезанной части винта, которую принимают по таблице для соответствующего винта; S – шаг резьбы; l2 – недорез (учитываемый при l0 ≈ l) (рис. 1, в).
Значения l2 принимают по табл. 2.
5. Определяют глубину нарезания резьбы в корпусе (рис. 1, а):
![]()
где l3 – сбег резьбы, принимают по табл. 2.
Таблица 2. Сбеги и недорезы резьбы, мм
| Шаг резьбы, S | Винт | Отверстие | |
| недорез | сбег | недорез | |
| l2 | l3 | l4 | |
| 1,0 | 3,0 | 2,7 | 4,0 |
| 1,25 | 4,0 | 3,3 | 5,0 |
| 1,5 | 4,0 | 4,0 | 6,0 |
| 1,75 | 4,0 | 4,7 | 7,0 |
| 2,0 | 5,0 | 5,5 | 8,0 |
| 2,5 | 6,0 | 7,0 | 10,0 |
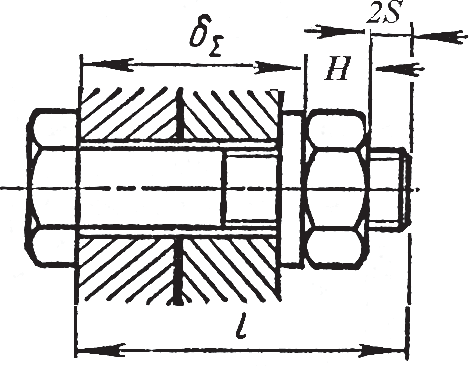
Рис. 2. Определение необходимой длины болта для скрепления деталей
Расчетное значение h0пр округляют в большую сторону до стандартного значения h0.
Определяют глубину сверления под резьбу:
![]()
Расчетное значение δ0пр округляют в большую сторону до стандартного значения δ0.
При применении шпильки или болта с гайкой для скрепления деталей (рис. 2) расчет выполняется аналогично расчету для винта с уточнением:
![]()
где l – длина стержня болта; δΣ – суммарная толщина скрепляемых деталей; S – шаг резьбы.
Выступающая часть болта или шпильки над гайкой должна быть не более двух шагов резьбы.
