В современном машиностроении, авиационной и строительной промышленности всё более широко используются клеевые соединения как альтернатива традиционным способам крепления деталей: сварке, пайке и механическим соединениям. Этот метод базируется на способности синтетических клеёв формировать прочные межмолекулярные связи с поверхностями различных материалов, включая металлы, пластмассы, стекло и древесину.
Клеевые соединения позволяют реализовать не только высокую прочность и герметичность соединений, но и свести к минимуму деформации и концентрацию напряжений в деталях. Развитие химии полимеров дало толчок к созданию целого класса конструкционных клеёв, способных выдерживать высокие температуры, вибрации и агрессивные среды. Эти преимущества делают клеевые технологии особенно актуальными для лёгких и прочных конструкций в аэрокосмической технике, транспорте и высокоточной аппаратуре.
История клеевых соединений уходит корнями в глубокую древность. Ещё в Древнем Египте, около 2000 года до н.э., использовались природные клеи на основе животного белка для ремонта мебели и создания украшений. В Средние века применялись клеи из казеина, рыбьих пузырей и костей животных, а в XVIII веке появились первые формальдегидные смолы.
Бурный рост интереса к клеевым соединениям начался в XX веке с развитием химии полимеров. Появление фенолоформальдегидных и эпоксидных смол в 1930–1950-х годах открыло новую эру прочных и стойких клеёв. Особенно активно клеи начали использовать в авиационной промышленности в годы Второй мировой войны, где требовались лёгкие и надёжные соединения без дополнительных крепежных элементов.
Действие клеевых композиций при формировании неразъемных соединений элементов изделия опирается на образование межмолекулярных взаимодействий между сформированной клеевой прослойкой и контактирующими поверхностями материалов.
Применение клеевых технологий охватывает как однородные, так и разнородные материалы — металлические, неметаллические и их комбинации. Сегодня наблюдается устойчивая тенденция к расширению использования клеевых методов в инженерно-ответственных сферах. К примеру, клеевые соединения широко применяются в строительстве мостов и в авиационной технике.
Отличительной чертой клеевых соединений является возможность соединять практически любые материалы конструкционного назначения, независимо от формы и толщины. К тому же достигается высокая герметичность и устойчивость к агрессивным средам, что особенно важно для эксплуатации в сложных условиях.
В сравнении со сваркой клеевые соединения почти не провоцируют напряженные состояния и деформации в деталях, что делает их предпочтительными при работе с чувствительными к температуре и нагрузкам материалами. Кроме того, они стабильно функционируют под действием вибраций.
Еще одним плюсом выступает экономичность технологии: себестоимость клеевых материалов зачастую ниже других способов, а итоговая масса конструкции — меньше при сопоставимых прочностных характеристиках.
Среди недостатков клеевых методов можно выделить сравнительно невысокую сопротивляемость неравномерному отрыву, ограниченный ресурс прочности некоторых клеевых составов (например, склонность к старению), ограниченную термостойкость, а также высокие требования к условиям производства — наличие вентиляции, нагрев, усилие сжатия и выдержка в заданных условиях.
Клеевые составы условно подразделяются на конструкционные (обеспечивающие несущую прочность) и неконструкционные (для малонагруженных соединений).
По типу основного вещества клеи классифицируются на органические, неорганические и элементоорганические. К примеру, к неорганическим клеевым системам относят жидкие стекла, применяемые при склеивании материалов на основе целлюлозы.
Конструкционные клеи, различающиеся по физико-химическим характеристикам и технологическим аспектам нанесения, широко представлены на рынке. Наибольшую долю в машиностроении и производстве приборов занимают клеи, изготовленные на основе органических синтетических полимеров. На практике востребованы, в частности, универсальные клеи серии БФ (стандартизованные согласно техническим условиям) и эпоксидные составы — как с наполнителями, так и без них.
Когда возникает необходимость повысить температурную устойчивость соединения (до 1000°С), применяются клеи с элементоорганической основой, отличающиеся пониженной эластичностью. Поскольку большинство клеев непроводящие, для получения электропроводящих свойств к ним добавляется порошкообразное серебро.
В табл. 1 представлен обобщённый перечень синтетических клеев, пригодных для создания прочных неразъемных соединений как металлических, так и неметаллических элементов конструкции.
Таблица 1. Свойства и назначение синтетических клеев
| Марка | Прочность при 20° С | Применяемые материалы и характеристики клея | |
| сдвиг, МПа | отрыв, Н/м | ||
| Фенольные | |||
| БФ-2, БФ-4 | 30 | 280 | Клеит металл, стекло, текстолит, фарфор, дерево, кожу; устойчива к вибрации |
| БФ-6 | Рекомендуется для тканей, резины, войлока, приклеивания к металлам | ||
| ВК-32-200 | 15 | 320 | Подходит для дуралюмина, стали, текстолитов и пеноматериалов |
| ВС-350 | 18 | — | |
| ВС-10Т | 18 | 320 | Для соединения металлов с текстолитами и стеклотекстолитами |
| БС-10М | 20 | 320 | |
| КР-4 | — | — | Применим к дереву, тканям, пластику |
| КБ-3 | — | — | |
| Бакелитовые | |||
| СБС-2 | — | — | Клеит пластмассу, древесноволокнистые и бумажные материалы |
| Эпоксидные | |||
| ЭД-5, ЭД-6 | — | — | Для металлов, оргстекла, винипласта, фарфора, вулканизированной резины |
| ВК-32-ЭМ | 25 | 200 | Для стали, дюралюминия, пенопластов; устойчива при сложной кинематике |
| ВК-7 | 7,5 | — | Работает в диапазоне температур 60–250°С с алюминиевыми и титановыми сплавами |
| Л-4 | 4,0 | — | Соединение металлов и стеклопластиков в узлах без нагрузок |
| Полиамидные | |||
| ПФЭ-2/10 | 6,0 | 600 | Действует на металлы, текстолит, полиамидные плёнки, капрон, кожу |
| ПК-5 | 15 | — | Применяется для полиамидных пленок |
| МПФ-1 | 17 | 650 | Совместим с металлами и неметаллическими материалами; эластичен и долговечен |
| Карбомидные | |||
| КМ-3 | — | Для дерева, бумаги, пластика; выдерживает вибрации | |
| К-17 | 14 | — | |
| КМ-12 | — | ||
| Полиуретановые | |||
| ПУ-2 | 14 | — | Для металлов, пластмасс; устойчива к климатическим изменениям |
| ВК-5 | 7,5 | — | Применяется при температуре ±60°С в течение 1000 ч; устойчива к вибрации |
| Перхлорвиниловые | |||
| Д-10; М-10 | — | — | Для соединения ПВХ-пластиков с металлами |
| «Лейкопат» | — | 400 | Для невулканизированной резины и металлов |
| Б-10 | |||
| ХВК-2а | — | — | Склеивание винипласта, тканей и пластиков с металлами |
| Глифталевые | |||
| АМК | — | 750 | Склеивание стекла и теплоизоляции с металлами |
| ИП-9 | Соединение силиконовых резин с металлическими поверхностями | ||
| Металлические | |||
| Мелкадин | — | — | Применяется для металлов, керамики, полимеров; проводит ток; выдерживает до 800°С |
| Фосфатные | |||
| Алюмофосфатный клей | — | — | Для стекла, ситалла, керамики, металлов (в т.ч. тантал, ковар); до 1400°С |
| Цианакриловые | |||
| Циакрин | 14 | — | Для быстрого соединения различных материалов |
| Эпоксидно-фурфурольно-ацетатные | |||
| БОВ-1 | — | — | Химически и термически стойкие клеи для пластмасс и металлов |
| БОВ-2 | |||
| БОВ-3 | |||
Подготовка поверхностей. Надежность клеевых соединений напрямую зависит от качественной предварительной обработки поверхностей деталей.
Механическая обработка металлических элементов осуществляется как на станках с режущими инструментами, так и вручную с использованием напильников; в случае сложной геометрии применяется пескоструйная обработка. Пластмассовые компоненты подвергаются шлифованию наждаком либо обрабатываются резанием.
Химическая очистка подразумевает удаление загрязнений и жировых отложений с помощью ацетона, спирта, бензина либо бензола.
Равномерное распределение клеевого состава осуществляется посредством нанесения кистью или с помощью пульверизатора. Толщина образующегося клеевого слоя определяется главным образом вязкостью клея и прилагаемым при склеивании давлением. Для достижения требуемой прочности, оптимальной считается толщина клея в диапазоне от 0,05 мм до 0,25 мм. При превышении 0,5 мм прочностные характеристики соединения начинают резко снижаться. Особенно критично влияние температурных условий эксплуатации: большинство конструкционных клеевых составов сохраняют свои свойства в температурном интервале от -60 °С до +80 °С. Сводная информация по условиям применения синтетических клеев для различных материалов приведена в таблице 2.
Таблица 2. Типовые режимы склеивания различных материалов синтетическими клеями
| Марка клея | Температура, °С | Давление, МПа | Выдержка до отверждения, ч |
| Применение на металлах | |||
| К-153 | 25 | 0,1–1,5 | 16–20 |
| БФ-2, БФ-4 | 140–150 | 1,0–2,0 | 1 |
| ВС-10Т | 180 | 0,05–0,2 | 1–2 |
| ВК-32-ЭМ | 150 | 0,05–0,3 | 3 |
| ВС-10М | 180 | 0,3–1,0 | 2–3 |
| ВК-32-200 | 180 | 1,0–2,0 | 1–2 |
| П-4 | 120 | 0,01–0,73 | 4 |
| ПК-5 | 80 | 0,05–0,3 | 6 |
| ПУ-2М | 105 | 0,05–0,3 | 4 |
| ВС-350 | 200 | 0,1–0,2 | 2 |
| Карбонильный | 20 | 0,03–0,05 | 24–30 |
| Применение на неметаллах | |||
| MAC-1 | 150 | 0,2–0,3 | 0,5 |
| КТ-15 | 200 | 0,2–0,3 | 2 |
| К-17 | 15 | 0,05–0,3 | 6–8 |
| № 88 | 15 | Без давления | 3 |
| АМК | 105 | Без давления | 4 |
| АК-20 | 18 | Без давления | 8 |
| ВК-32-2 | 20 | Без давления | 10 |
| К-32-70 | 65 | 0,1–0,15 | 4 |
| В-31-ф | 20 | 0,1–0,3 | 10–12 |
| ПВ-16 | 20 | 0,1–0,15 | 4 |
| В-107 | 15 | 0,5–0,3 | 10–12 |
| ВИАМ-БЗ | 16 | 0,05–0,5 | 10–12 |
| ВИАМ-К-12 | 16 | 0,05–0,5 | 8–10 |
| ВИАМ-Ф | 18 | 0,05–0,5 | 12–15 |
В машиностроительной практике наиболее широко применяются клеевые соединения типа «встык» и «внахлестку», визуальные примеры представлены на рис. 1.
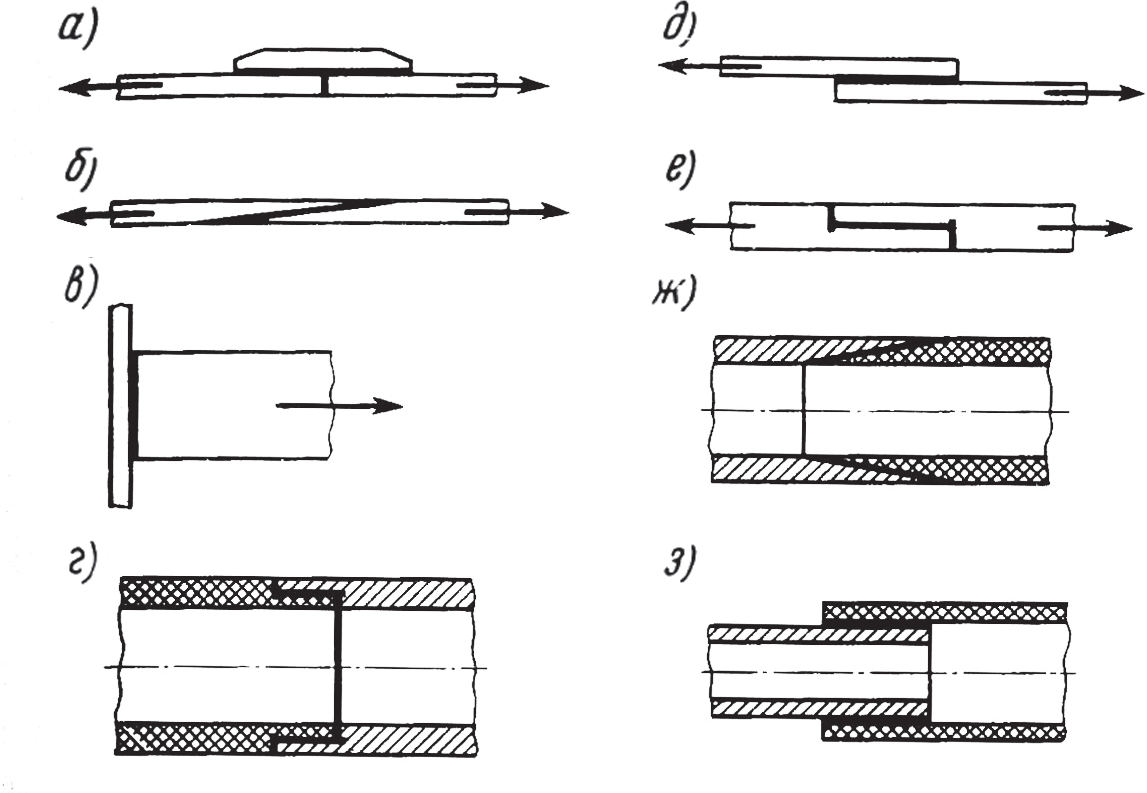
Рис. 1. Разновидности клеевых соединений: а – накладной встык; б – косой стык; в – прямой стык; г – соединение труб одинакового сечения; д – классическое внахлестку; е – шпунтовый внахлест; ж – косой стык для труб одного диаметра; з – телескопическое соединение труб разных диаметров
Устойчивость клеевых соединений напрямую зависит от площади склеивания. Наибольшая прочность достигается при действии усилий на сдвиг или равномерный отрыв, поскольку в таких условиях напряжения распределены по всей поверхности шва. Примеры приведены в таблице 3.
Таблица 3. Прочностные характеристики клеевых соединений
| Марка клея | Предел прочности (МПа) | Условия испытаний | |
| при сдвиге (τв) | на растяжение (σв) | ||
| Карбонильный | 13–37 | 13–37 | Диапазон температур: от -60 до +60 ºС |
| БФ (универсальные) | 6–10 | 23–25 | |
В случае, когда соединение испытывает отслоение, то есть неравномерное распределение нагрузки по площади склеивания, расчет прочности теряет свою предсказуемость. Такие случаи требуют применения комбинированных технологий, в том числе клеезаклепочных и клеесварных соединений.
При проектировании соединений внахлестку используют следующую формулу прочности, где L — длина нахлестки, δ — толщина деталей, [σр] — допустимое растягивающее напряжение материала, [τ] — допустимое напряжение сдвига в клеевом шве.
Расчет прочности при различных нагрузках:
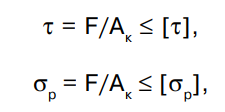
где F — приложенная сила, Aк — площадь контакта склеиваемых поверхностей.
Допустимое напряжение сдвига:
![]()
Допустимое напряжение на отрыв:
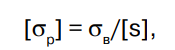
где [s] — коэффициент запаса прочности, который варьируется от 1,2 до 1,5 в зависимости от температуры эксплуатации и характера нагружения.
Для большинства синтетических клеев предел прочности по сдвигу τв не превышает 60 МПа, а по растяжению σв — 50 МПа.
Интересные факты:
- Первый самолёт, полностью собранный на клеевых соединениях, — британский de Havilland Mosquito (1940-е годы), отличавшийся высокой прочностью и лёгкостью конструкции.
- Некоторые современные клеи способны выдерживать температуры свыше 1000 °C, сохраняя прочность соединения в экстремальных условиях.
- В космической промышленности клеи применяются не только для сборки конструкций, но и для защиты от радиации — за счёт добавок в состав клеевой массы.
- На Международной космической станции применяют специальные двухкомпонентные клеи для проведения ремонтов в условиях невесомости.
Заключение
Клеевые соединения представляют собой важный и перспективный способ фиксации деталей, обладающий целым рядом технологических и эксплуатационных преимуществ. Они обеспечивают прочность, герметичность, устойчивость к вибрациям и коррозии, что делает их особенно ценными в авиационной, автомобильной, электронной и строительной отраслях.
Разнообразие клеевых составов, от эпоксидных до элементоорганических, позволяет подбирать оптимальный клей под конкретные условия эксплуатации. Несмотря на отдельные ограничения, связанные с теплостойкостью или сроком службы, клеевые технологии продолжают развиваться, открывая новые горизонты в области прочностных соединений и лёгких конструкций будущего.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.