Содержание страницы
Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
Резьбы различают:
- по расположению витков — наружные и внутренние;
- по направлению винтовой линии — правые и левые;
- по форме профиля канавки — треугольные, трапецеидальные, прямоугольные, упорные и специальные;
- по направлению образующей — цилиндрические и конические;
- по системе размеров — метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента:
- резьбовые резцы (стержневые и фасонные однониточные и многониточные);
- метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.);
- круглые плашки;
- резьбонарезные головки;
- резьбовые фрезы.
1. Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б). Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° — для ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков. Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.
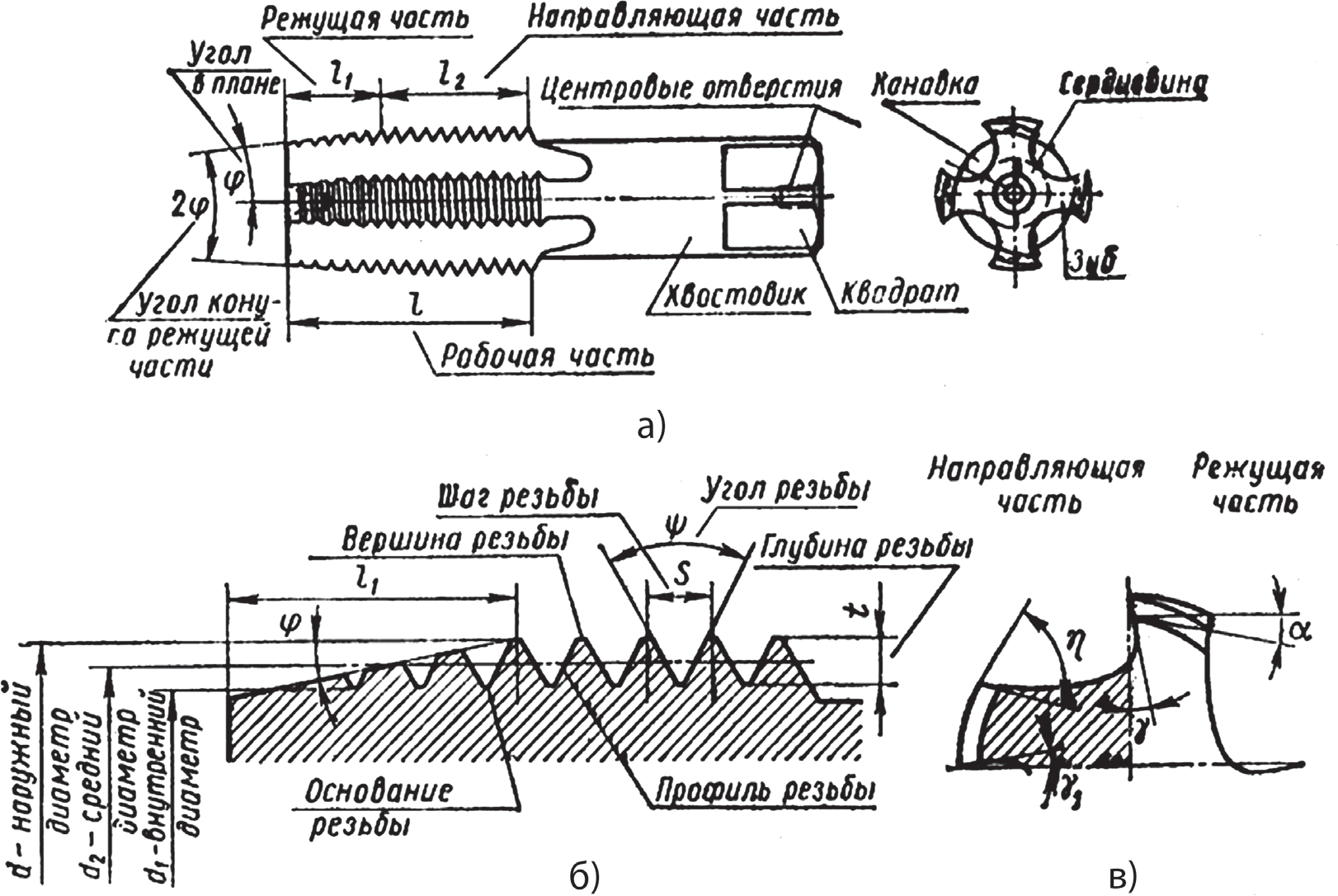
Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и конические (рис. 2; а, б).
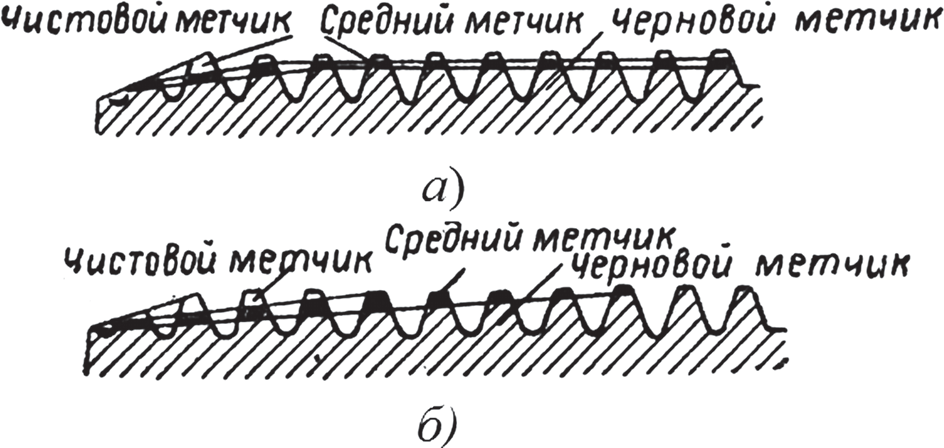
Рис. 2. Образование режущей поверхности в комплекте метчиков: а — цилиндрической конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам.
Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).
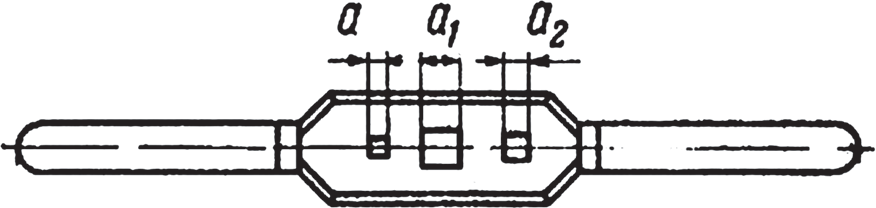
Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями — подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.
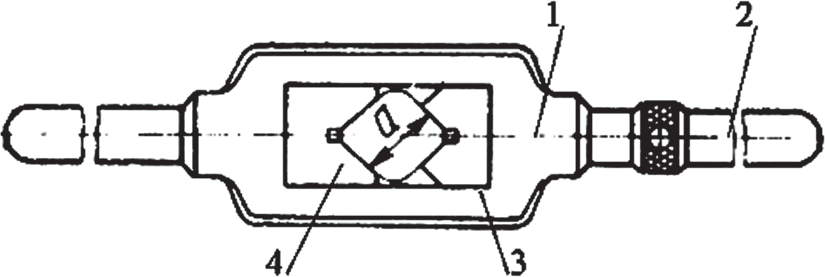
Рис. 4. Универсальный вороток: а — отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.
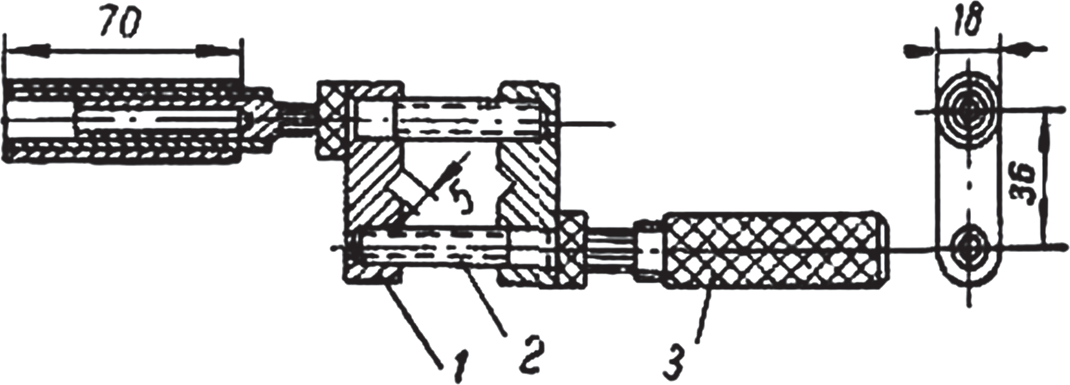
Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки — семи-восьми ниткам.
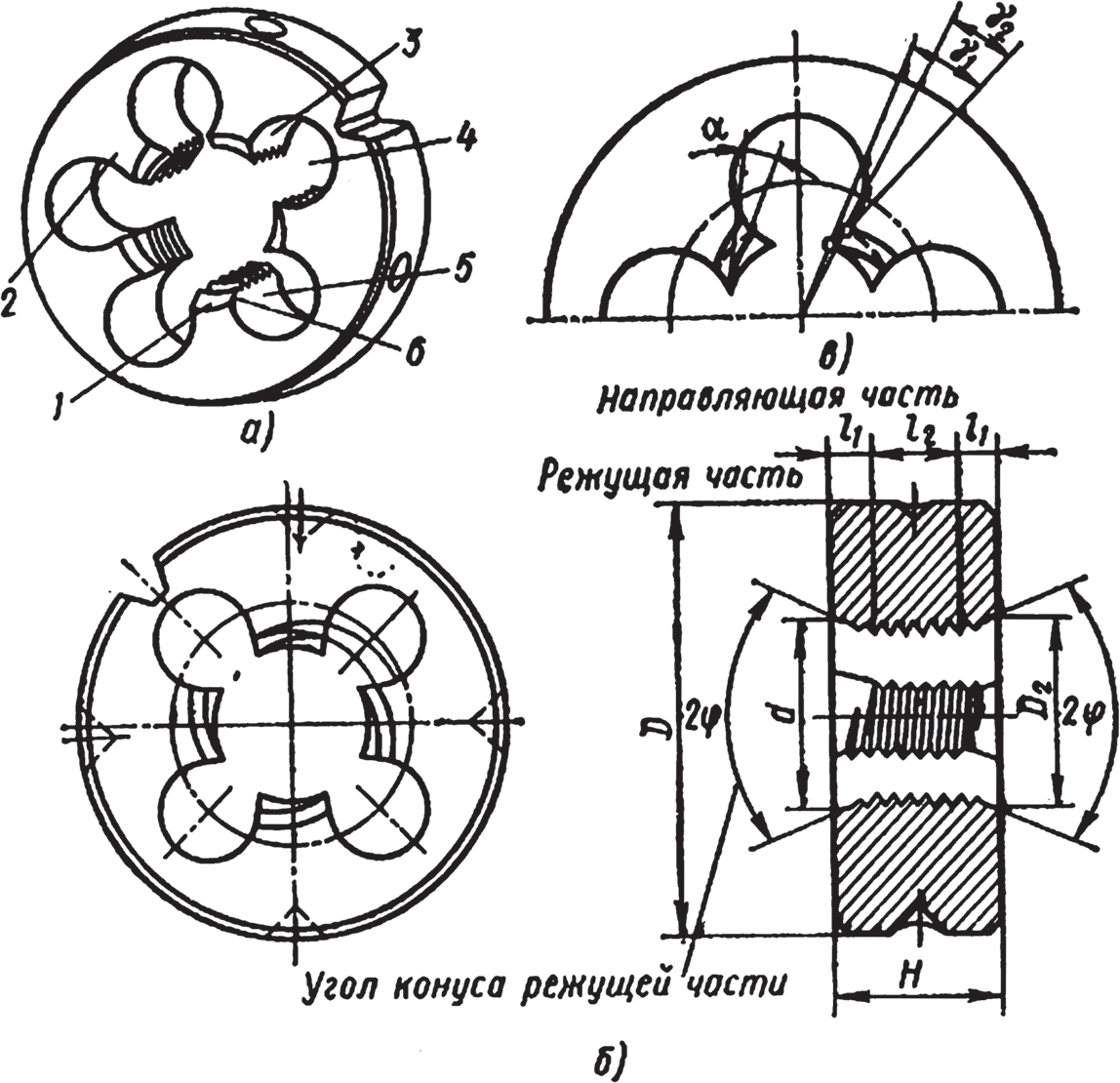
Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.
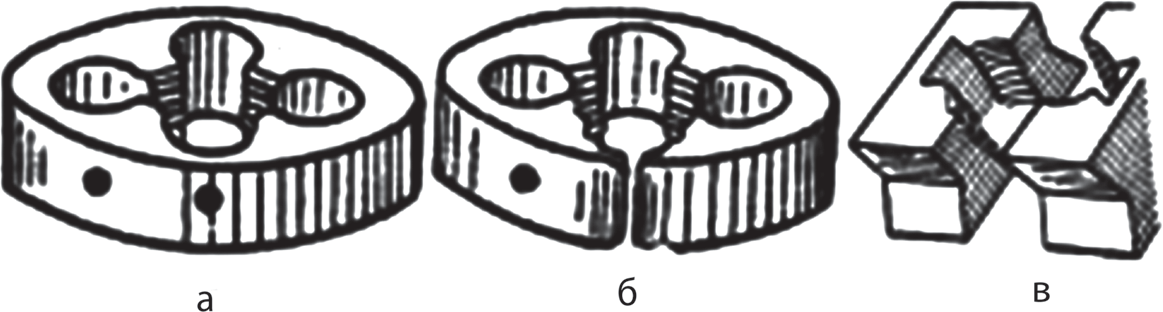
Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).
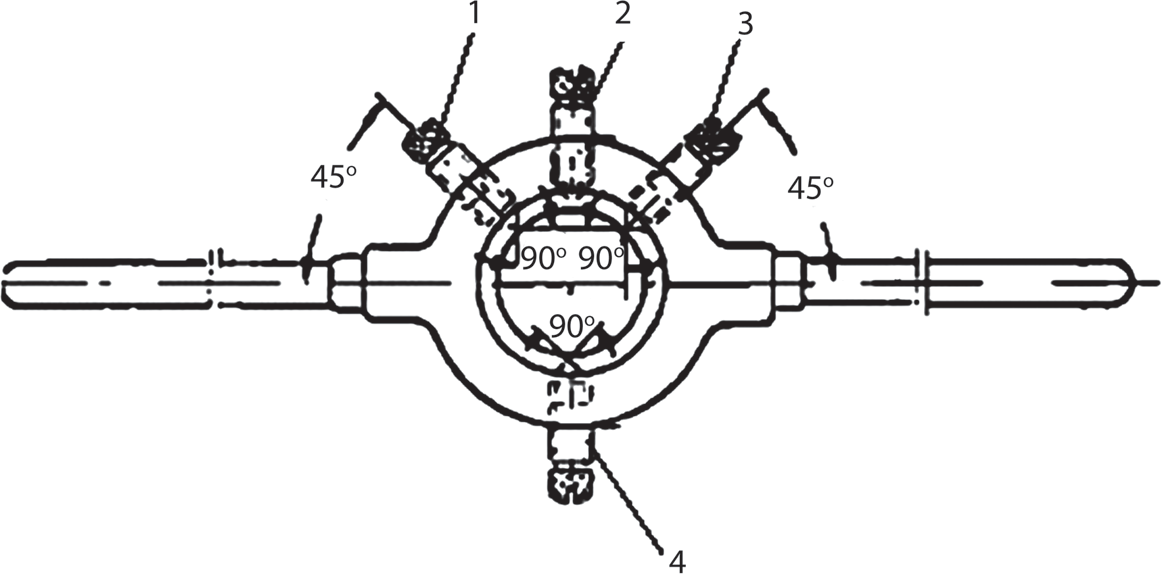
Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).
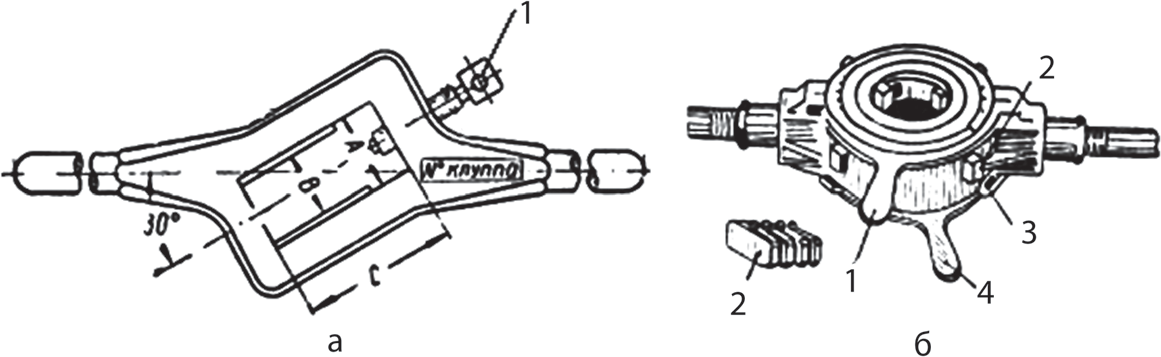
Рис. 9. Клуппы: а — для раздвижных плашек; б — для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
2. Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а).
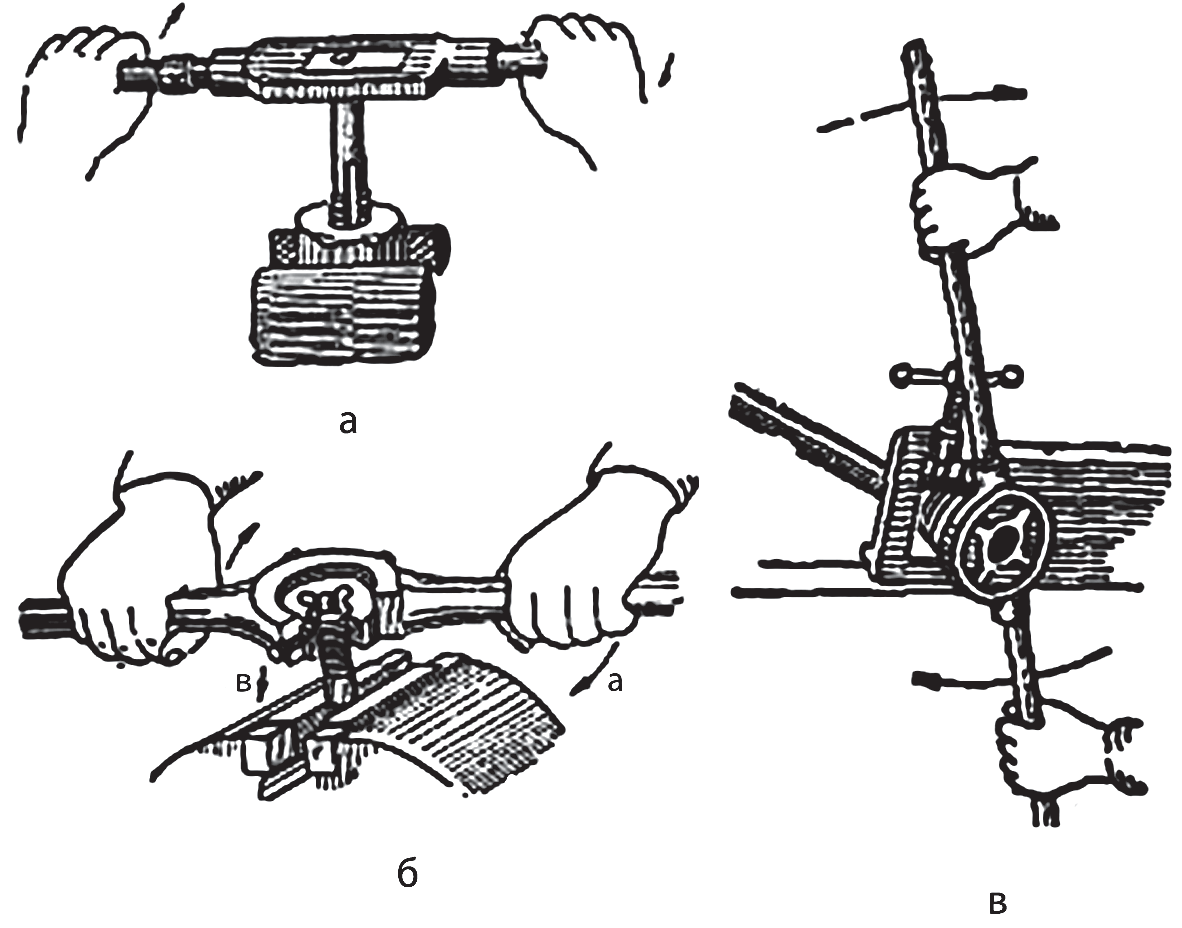
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки.
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
