При сварке плавлением из-за неравномерного нагрева сварной конструкции возникают напряжения и деформации.
Механическое напряжение представляет собой силу, отнесенную к площади поперечного сечения тела, к которому приложена эта сила:
σ = Р/F. (1.2)
Деформацией называется изменение размеров и формы тела под действием приложенных к нему сил.
При сварке металл, нагретый до высокой температуры газовым пламенем, начинает расширяться, но расположенные за нагретым металлом холодные участки детали препятствуют его расширению. Под влиянием этих процессов в детали возникают внутренние напряжения (рис. 9).
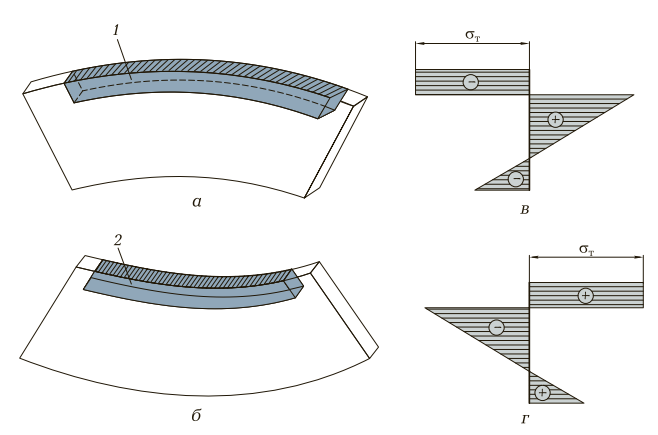
Рис. 9. Деформации и напряжения, возникающие при нагреве и охлаждении кромки образца: а, в — деформации соответственно при нагреве и охлаждении верхней поверхности образца; б, г — распределение внутренних напряжений в сечениях, проведенных через осевую линию образцов соответственно при нагреве и охлаждении; 1 — нагретая зона; 2 — охлажденная поверхность; σт — предел текучести; «+» — растяжение; «-» — сжатие
Еще одной причиной возникновения напряжений и деформаций при сварке является усадка металла шва при переходе его из жидкого состояния в твердое.
Усадкой называется уменьшение объема металла при его остывании. Усадка металла шва вызывает продольные и поперечные деформации детали.
Степень деформации детали зависит от температуры нагрева и коэффициента линейного расширения металла. Чем выше коэффициент линейного расширения и температура нагрева, тем значительнее деформации. Очевидно, что конструкции из алюминиевых сплавов в наибольшей мере подвержены деформациям. Бесспорно и то, что при высокой тепловой мощности газового пламени вероятность возникновения деформаций конструкции больше.
Форма детали, ее размеры и положение сварочных швов также влияют на ее деформацию при сварке. Сложная форма детали, наличие большого числа несимметричных швов и высокая жесткость конструкции определяют повышенные деформации и напряжения при сварке (рис. 10).
Остаточные напряжения, причиной появления которых является разница удельных объемов структур определенных участков сварного соединения, называются структурными остаточными напряжениями. В большинстве случаев они появляются совместно с температурными напряжениями. Например, при остывании легированных сталей образование мартенсита связано с резким увеличением их объема. Так как в этом случае объемные деформации происходят при низких температурах, т. е. когда металл находится в упругом состоянии, структурные превращения вызывают образование остаточных напряжений.
Напряжения, которые существуют в конструкции или элементе конструкции при отсутствии приложенных к ним поверхностных или объемных сил, называются собственными напряжениями (рис. 11).
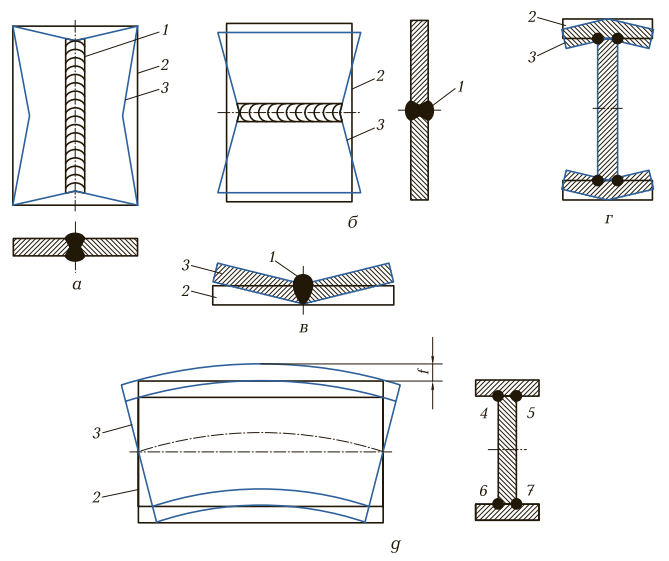
Рис. 10. Виды сварочных деформаций: а, б — линейные; в, г — угловые; д — серповидная; 1 — сварной шов; 2, 3 — формы изделий соответственно до и после сварки; 4…7 — последовательность выполнения швов; f — стрела прогиба
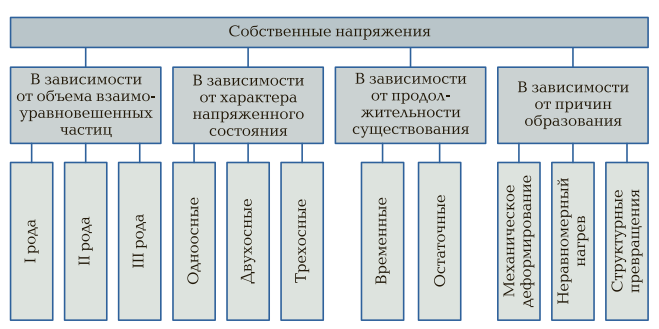
Рис. 11. Классификация собственных напряжений
Возникают собственные напряжения вследствие различных видов деформаций металла, например появляющихся в результате изменения температуры, структурных превращений или под действием внешних сил.
В зависимости от объема взаимоуравновешенных частиц тела различают собственные напряжения I рода — уравновешиваемые в макрообъемах (в сварном соединении, сварном шве), II рода — уравновешиваемые в пределах зерен металла и III рода — уравновешиваемые в пределах кристаллической решетки.
По продолжительности существования различают собственные напряжения временные, т. е. существующие только в процессе сварки, и остаточные — сохраняющиеся устойчиво в течение длительного периода после сварки.
Распределение остаточных напряжений в сварных соединениях весьма разнообразно и трудно поддается регламентации и четкой классификации. Более или менее стабильный характер собственные остаточные напряжения имеют вдоль швов, и в первую очередь вдоль стыковых (рис. 12). В сварных швах большинства сплавов наиболее опасные растягивающие остаточные напряжения достигают значений пределов их текучести, а иногда и превышает эти значения.
Деформации конструкций, вызванные сваркой, подразделяют на общие — характерные для сварной конструкции в целом, и местные — образующиеся в пределах одной, нескольких деталей или на части одной из деталей конструкции. Наблюдаемые в сварных конструкциях общие и местные деформации вызываются необратимыми усадочными явлениями и пластическими деформациями, сопутствующими тепловому воздействию сварочной дуги, а также возникающими сварочными напряжениями. Деформации зависят от способа сварки, геометрических характеристик сечения, расположения сварного соединения в конструкции и техники его выполнения.
Различают деформации продольные и поперечные, изгиба, скручивания, потери устойчивости.
Продольные и поперечные деформации, образующиеся при выполнении всех типов швов и соединений, определяющиеся размерами свариваемых элементов по длине и ширине. Остаточные продольные деформации зависят от ширины и толщины свариваемых элементов, способа сварки, размеров швов и других факторов. Остаточные поперечные деформации в пластинах конечных размеров зависят от длины швов.
При выполнении стыковых соединений с зазором (рис. 13) в результате неравномерного нагрева по ширине свариваемые пластины изгибаются с раскрытием зазора. Остывание металла в зоне уже сваренного шва приводит к сближению и повороту пластин, стремящемуся закрыть зазор.
Деформации изгиба, появляющиеся при сварке листов, стержней и оболочек, являются следствием несимметричного расположения швов относительно центра тяжести сечения, неодновременного выполнения симметрично расположенных швов или неодновременного заполнения разделки кромок валиками сварного шва.
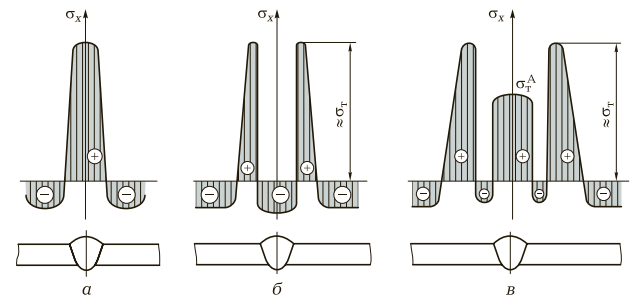
Рис. 12. Распределение собственных остаточных напряжений вдоль швов в поперечных сечениях сварных соединений различных материалов: а — низкоуглеродистая сталь, титановые сплавы; б — среднелегированная сталь; в — среднелегированная сталь со швом, выполненным аустенитными электродами; σт — предел текучести свариваемого материала; σА — предел текучести аустенитной стали
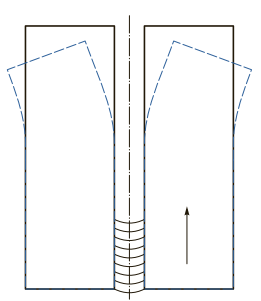
Рис. 13. Перемещение пластин, возникающее при сварке их встык с зазором
Неравномерные по толщине поперечные пластические деформации вызывают угловые перемещения свариваемых элементов (рис. 14).
Деформация полки таврового соединения, называемая грибовидностью, тем больше, чем больше толщина полки и катет сварного шва (рис. 15).
Характерными являются деформации при сварке балочных конструкций, например при выполнении продольного шва тавра (рис. 16). После окончания сварки в этом случае возникают укорочение балки и изгиб тавра.
Деформации скручивания образуются вследствие несимметричного расположения сварочных швов относительно центра изгиба стержней или неодновременного их наложения.
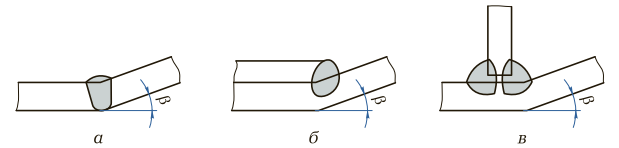
Рис. 14. Угловые перемещения, возникающие при выполнении сварных соединений: а — стыкового; б — нахлесточного; в — таврового
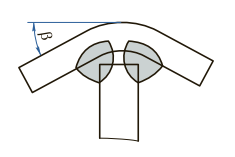
Рис. 15. Грибовидность, возникающая при выполнении таврового соединения
Деформации потери устойчивости вызываются сжимающими напряжениями, образующимися в процессе выполнения сварных соединений или после остывания конструкции. Особенно значительны такие деформации при сварке тонколистовых конструкций.
В сварных конструкциях могут возникать не только общие, но и местные деформации в виде выпучин и волн. Длинные и узкие листы, сваренные встык, под действием угловых деформаций и собственной массы получают волнистость (рис. 17), размеры которой определяются углом и толщиной свариваемых листов, характеризующей их массу. При приварке ребер к поясным листам возникают местные деформации — грибовидность. При этом кроме местных угловых деформаций возможно также образование выпучин и волнистости на поверхности листа.
Остаточные деформации, возникающие в результате перераспределения внутренних остаточных напряжений после сварки, называются вторичными. Перераспределение внутренних остаточных напряжений может произойти при первом нагружении сварной конструкции, а также при механической, термической или газопламенной обработке сварных изделий. Остаточные сварочные напряжения, перемещения и деформации могут существенно снизить прочность конструкции, исказить ее форму и размеры, ухудшить внешний вид, снизить технологическую прочность сварного соединения, что в результате приведет к возникновению горячих или холодных трещин.

Рис. 16. Деформация тавровой балки при сварке: а — балка до сварки; б — балка после сварки; β — угол прогиба; ∆ — прогиб
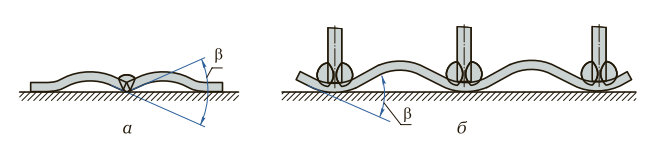
Рис. 17. Деформации, возникающие при сварке тонколистовых полотнищ (а) и приварке ребер к листу (б)
При определенных условиях возможно снижение статической прочности или потери устойчивости сварной конструкции, что, в свою очередь, также может привести к ее разрушению. Для конструкций, работающих в агрессивной среде, при наличии растягивающих остаточных напряжений возникает вероятность появления коррозионного растрескивания или усиления коррозионных процессов.
На стадиях проектирования, изготовления и монтажа сварных конструкций необходимо принимать меры по уменьшению влияния сварочных напряжений и деформаций. Необходимо уменьшать объем наплавленного металла и тепловложение в сварной шов. Сварные швы следует располагать симметрично друг другу и по возможности не допускать их пересечения.
Ограничить деформации в сварных конструкциях можно и следующими технологическими приемами: выполнять сварку с закреплением изделий в стендах или специальных приспособлениях, использовать рациональную последовательность сварочных (сварка обратноступенчатым швом и др.) и сборочно-сварочных операций (уравновешивание деформаций нагружением элементов детали).
Необходимо создавать упругие или пластические деформации, обратные по знаку сварочным деформациям (обратный выгиб, предварительное растяжение элементов перед сваркой и др.). Эффективно использование усиленного охлаждения сварного соединения (медных подкладок, водяного охлаждения и др.) и пластического деформирования металла в зоне шва в процессе сварки (проковка, прокатка роликом, обжатие точек при контактной сварке и др.).
Лучше использовать способы сварки, обеспечивающие высокую концентрацию теплоты, а также применять двухстороннюю сварку и Х-образную разделку кромок, уменьшать погонную энергию и площади поперечных сечений швов, стремиться располагать швы симметрично по отношению к центру тяжести изделия.
Напряжения можно снимать термической обработкой конструкции после сварки. Остаточные деформации можно устранять механической правкой конструкции в холодном состоянии (изгибом, вальцовкой, растяжением, прокаткой роликами, проковкой и т. д.) и термической правкой ее посредством местного нагрева.
Для уменьшения деформаций необходимо правильно выбирать режим сварки. При сборке конструкции под сварку следует выдерживать постоянным зазор по всей длине кромок, накладывать минимальное число прихваток, соблюдать принятую технологию сварки и технику выполнения швов, использовать способы компенсации деформаций, основанные на определенной очередности наложения швов, а также способ обратных деформаций, заключающийся в придании детали перед сваркой изгиба в направлении, противоположном ожидаемой деформации. Уменьшение деформаций обеспечивает и жесткое закрепление свариваемых деталей в специальных приспособлениях — кондукторах.
Снизить влияние поперечной усадки при сварке можно выставлением неравномерного зазора, т. е. в начале сварного шва зазор выставляется уже, а в конце шва — шире. Необходимое расширение зазора определяется многими факторами: протяженностью свариваемого стыка, толщиной свариваемых деталей, скоростью сварки и т. п. Со временем к сварщику приходят опыт и умение правильно устанавливать требуемое расширение.
При сварке деталей большой толщины (более 6 мм) со скошенными кромками происходит подъем незакрепленных боковых краев деталей, т. е. возникает угловая деформация, поскольку разделка в лицевой части пластин имеет бо́льшую ширину, чем в корневой части, а следовательно, наплавленного металла, дающего большую усадку в лицевой части, больше.
Угловые деформации определяются следующими факторами:
- угловая деформация сварных стыковых соединений с односторонним скосом двух кромок возрастает с увеличением числа проходов при незакрепленных краях свариваемых деталей;
- максимальная угловая деформация наблюдается в стыковых соединениях с односторонним сварным швом и прямолинейным скосом кромки. Меньше угловая деформация в стыковых соединениях с односторонним сварным швом и криволинейным скосом кромки, а еще меньше — в стыковых соединениях с двухсторонним сварным швом и двумя симметричными прямолинейными скосами кромки. Меньше всех подвержены угловой деформации стыковые соединения с двухсторонним сварным швом и двумя симметричными криволинейными скосами кромки;
- угловую деформацию стыковых соединений с двумя симметричными скосами кромки (в том числе и с криволинейной разделкой) можно значительно снизить за счет попеременного наложения слоев сварки на каждой из сторон;
- существенное влияние на угловые деформации оказывают продолжительность сварки и диаметр электрода;
- большая скорость нагрева кромок при прочих равных условиях приводит к уменьшению угловых деформаций.
Для предотвращения угловой деформации стыковое соединение со скосом кромок при сборке устанавливают с предварительным их расхождением, соответствующим предполагаемой деформации. В результате после сварки и проявления угловой деформации кромки свариваемых деталей оказываются в одной плоскости. Однако подобный способ предотвращения деформации свариваемых соединений не всегда применим, поэтому чаще используются различные фиксирующие приспособления.
При выполнении угловых и тавровых соединений часто происходит отклонение привариваемой детали в сторону, с которой производится сварка. Причем, как и в рассмотренных ранее случаях, эффект от усадки металла сварного шва тем больше, чем больше его размеры и чем большее число проходов производилось при выполнении этого соединения. Устраняют такую деформацию либо предварительным наклоном привариваемой детали, либо применением цепного прерывистого или шахматного прерывистого шва. Если характер производимых работ требует выполнения непрерывного шва, то незаваренные участки следует заваривать в аналогичной последовательности.
В общем случае усадку и деформацию, возникающие в результате сварки нетермообрабатываемых изделий, можно свести к минимуму применением следующих технических и технологических приемов:
- выполнять сборку свариваемых деталей без зазора в корне шва;
- использовать минимальное число проходов;
- уменьшать размеры сварных швов, удовлетворяя вместе с тем требования, которые ставятся при проектировании, изготовлении и эксплуатации сварного узла или конструкции;
- использовать минимально возможное число наплавляемых слоев, обеспечивающих выполнение требований, предъявляемых к свойствам сварных швов;
- манипулировать электродом и применять обратноступенчатое наложение наплавляемых слоев;
- выполнять сборку сварного узла с предварительным расхождением свариваемых деталей по плоскости;
- применять предварительное деформирование свариваемых кромок — выгибание свариваемого участка детали в направлении, противоположном наплавлению деформации (после сварки предварительно деформированный участок занимает положение, соответствующее заданному);
- применять временные усилители жесткости, предназначенные для временного увеличения стойкости сварного узла к деформации и удаляемые после завершения сварки и охлаждения узла;
- использовать сварочные кондукторы для сварки небольших узлов и конструкций (помимо устранения деформаций кондукторы способствуют ускорению процессов сборки и сварки).
Значительного снижения сварочных деформаций конструкций можно добиться с помощью широкого использования мощных прихваток, интенсивного манипулирования электродом, а также одновременного выполнения сварки на всех стыках вместо последовательной сварки секции за секцией.
Эффективно применение термообработки, включающей в себя предварительный подогрев и послесварочный отпуск. В некоторых случаях рекомендуется проковка шва.
При термомеханической правке производится равномерный нагрев детали по всему деформированному сечению с последующей правкой его внешней силой. Нагревается деталь газовыми горелками до температуры отжига (750 … 800 °С).
В ряде случаев при выполнении правки (рихтовки) панели существует возможность значительного уменьшения объема работы за счет использования методов локального теплового воздействия на обработанный участок.
Как правило, в зоне деформации панельной детали металл растягивается. При этом деформация может быть упругой или пластичной. До определенной нагрузки металл «помнит» свою первоначальную форму и после снятия нагрузки возвращается в исходное состояние (упругая деформация).
После превышения предела упругости деформация металла становится необратимой. Общий объем металла в зоне деформации измениться не может, следовательно, толщина листа становится меньше, а его площадь — больше. Появившийся «лишний» металл необходимо удалить.
Вернуть растянутый участок в первоначальное состояние, т. е. как бы сжать его, приложив минимальную силу, можно правильным сочетанием нагрева и охлаждения. При этом необходимо учитывать следующие основные особенности способа тепловой рихтовки:
- во-первых, несмотря на то что с помощью теплового воздействия можно устранить любую деформацию, применимость тепловой правки при малой толщине панельных деталей ограничена, поскольку тонкий стальной лист быстро прогревается по всей площади, и возникающие при этом силы сжатия оказываются малыми;
- во-вторых, локальный нагрев стальных панельных деталей ограничивается температурами 600 … 650 °С, так как при более высокой температуре начинается обычная пластическая деформация их без возникновения каких-либо напряжений в металле.
Комбинация механической рихтовки и тепловой обжимки необходима, когда деформированная поверхность сильно растянута и имеется значительный «избыток» металла. В этом случае рекомендуется обычной рихтовкой «согнать» избыток металла в один или несколько куполообразных выступов. Затем каждый купол правят отдельно посредством нагрева и при необходимости последующего резкого охлаждения. Таким образом удается устранить довольно большие деформации панельных элементов.
При термической правке локальным нагревом стремятся вызвать усадку деформированных участков конструкции, чтобы устранить нежелательные перемещения, возникшие после сварки. Например, изогнутые сварные тавровые балки (рис. 18, а) нагревают со стороны выпуклой растянутой стороны, а тонкие листы, потерявшие устойчивость (рис. 18, б), нагревают в зените хлопуна.
Создание дополнительных областей нагрева или охлаждения широко используется для перераспределения остаточных напряжений. Нагревая металл вблизи зоны с растягивающими напряжениями (рис. 19, а), вызывают расширение нагретого металла. Поскольку зона с растягивающими сварочными напряжениями, расположенная между зонами нагрева, остается при этом холодной и сопротивляется расширению соседних нагреваемых участков, в ней возникают дополнительные растягивающие напряжения, которые суммируются с остаточными напряжениями и вызывают пластические деформации металла.
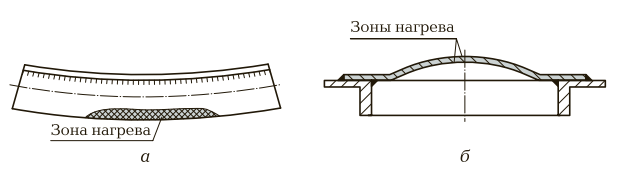

Рис. 18. Схемы расположения зон нагрева при термической правке изделий балочного типа (а) и листовых (б)
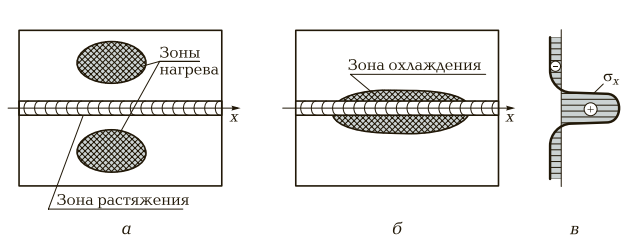
Рис. 19. Схемы расположения зон нагрева (а) и зоны охлаждения (б) при обработке соединений в целях уменьшения продольных растягивающих напряжений σх (в)
Если же зону остаточных растягивающих напряжений охлаждать (рис. 19, б), то она, сокращаясь и встречая при этом сопротивление со стороны соседних неохлажденных участков, будет испытывать дополнительные растягивающие напряжения и, как следствие, — пластические деформации растяжения (рис. 19, в).
