Содержание страницы
Наличие оксидной плёнки, обладающей высокой тугоплавкостью и плохой электропроводностью, весьма затрудняет сварку алюминиевых сплавов. Кроме того, алюминий имеет такое большое химическое сродство к кислороду, что механическая очистка поверхности основного материала перед сваркой действует в течение непродолжительного времени, после чего поверхности очень скоро вновь образуется оксидная плёнка Разрушение оксидной плёнки представляется довольно сложной задачей, требующей больших вложений энергии. Поскольку разрушить плёнку нагревом электрическим током сложно из-за её плохой электропроводности, можно прибегнуть к разрушению плёнки методом катодного распыления. Это обуславливает необходимость применения сварки на переменном токе.

Рис. 6. Концепция сварки TIG
1. Сварка TIG
Сварка методом TIG — наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса.
При сварке TIG дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием. При этом отсутствует перенос расплавленного металла через дуговой промежуток, что облегчает условия горения дуги и обусловливает её высокую стабильность, исключает разбрызгивание расплавленного металла, сокращает потери на испарение и улучшает качество сварного шва за счёт ограничения взаимодействия расплавленного металла с газами столба дуги.
Сварка TIG на переменном токе открывается возможность разрушить и устранить оксидный слой при помощи носителей заряда в электрической дуге. Для этого подходят только ионы, поскольку электроны из-за своей малой массы не обладают достаточной для такого процесса кинетической энергией.
На рис. 7 показан поток носителей заряда в электрической дуге. Когда отрицательный полюс находится на электроде, электроны перемещаются от электрода к изделию, а остаточные ионы — от изделия к электроду. При такой полярности очищающий эффект невозможен. При обратной полярности более тяжёлые ионы возвращаются на поверхность изделия. При этом за счёт своей высокой кинетической энергии они могут разрушить и устранить оксидный слой на поверхности изделия.
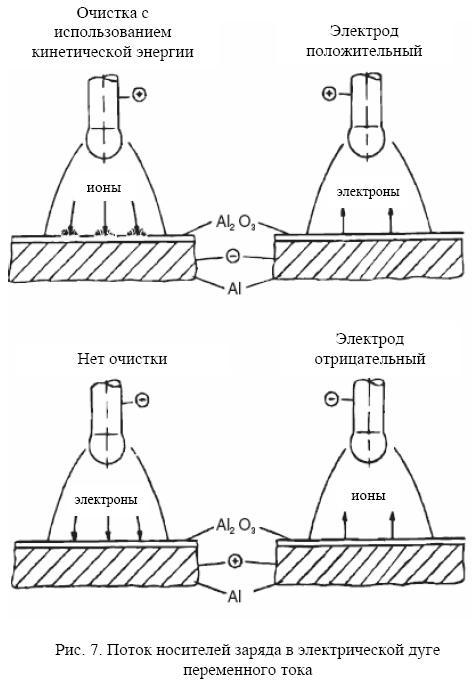
Если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонесущая способность. Поэтому данный вариант сварки TIG применим только для сварки очень тонких алюминиевых конструкций (с толщиной стенки до 2,5 мм). Переменный ток предлагает компромиссное решение. Когда на электроде находится позитивная полуволна, возникает очищающий эффект. Следующая за ней отрицательная полуволна снова охлаждает электрод. Поэтому можно говорить об очищающей и охлаждающей полуволнах. Токонесущая способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе, но она значительно выше, чем при сварке на положительном полюсе.
В настоящее время также применяют вариант сварки TIG на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90% He / 10% Ar). При сварке на отрицательном полюсе, как уже было описано, оксидная плёнка на поверхности не разрушается. Однако она расплавляется при высокой температуре мощной гелиевой дуги. Поэтому она лишь немного повреждается. Сварка TIG постоянным током на отрицательном полюсе в среде гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
2. Источники питания для сварки TIG
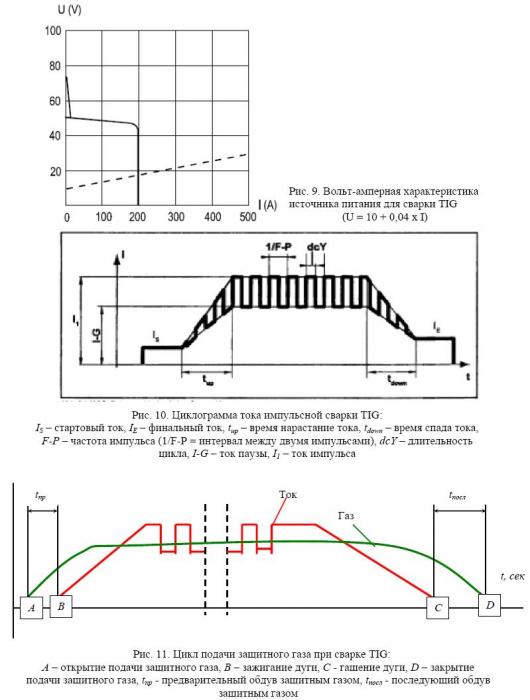
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что сварку TIG необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции — бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ сварки TIG.
По сравнению со сваркой TIG симметричным током, сварка алюминиевых сплавов асимметричным переменным током расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога.
В ряде случаев целесообразно использовать сварку TIG импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100 Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла.
Генераторы импульсов тока являются основным блоком источника питания для импульсной сварки. Они включают в себя регуляторы нарастания/спада тока и осуществляют цикл сварки, показанный на Рис. 10. При такой схеме цикла сварки регулируются все составляющие цикла — IИ, IП, tН, tИ, tП, tК. Наиболее важной составляющей является tК; при плавном спаде тока в конце сварки происходит равномерная и качественная заварка кратера шва, что позволяет завершать сварку на самом изделии, не прибегая к трудоёмкой технологии установки выводных пластин. Этот же генератор управляет и открытием электромагнитного газового клапана и позволяет осуществлять предварительный (до зажигания дуги) и последующий (после гашения дуги) обдув защитным газом. При предварительном обдуве защитный газ вытесняет атмосферный воздух из зоны сварки, а последующий обдув газом позволяет завершить кристаллизацию и остывание металла шва в течение 3-5 сек после окончания сварки. Схема открытия газового клапана приведена на Рис. 11. При этом tпр и tпосл также можно регулировать.
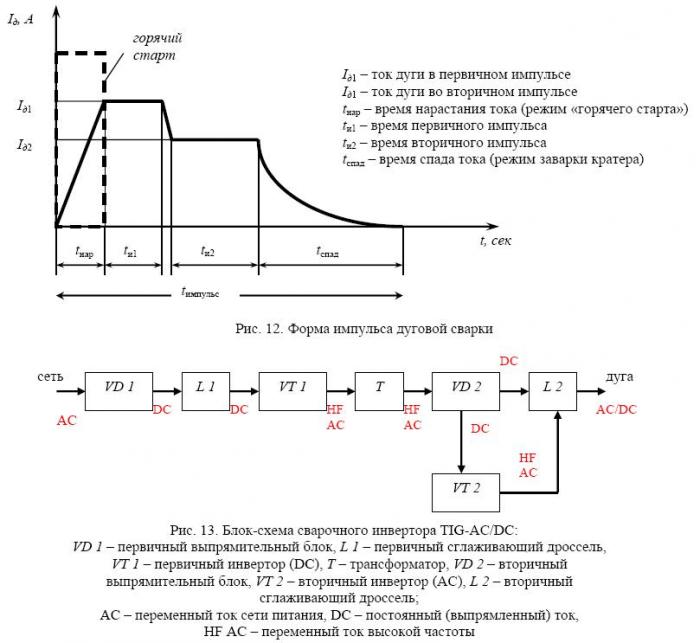
Наилучшими сварочными свойствами обладают инверторные источники питания, основным элементом которых является полупроводниковый инвертор — устройство для преобразования постоянного напряжения в переменное высокочастотное. Инверторные схемы строятся на быстодействующих тиристорах или транзисторах. По сути, в сварочной цепи течёт переменный ток высокой частоты (несколько десятков кГц, а иногда и МГц). Несущая частота сварочного тока обуславливает высокие сварочные свойства инверторных выпрямителей. Инверторы AC/DC, используемые при TIG сварке алюминиевых сплавов, имеют дополнительный блок — вторичный инвертор, осуществляющий дополнительное инвертирование сварочного тока.
Поскольку частота тока напрямую связана с массой магнитопроводов и потребным сечением проводов катушек, масса трансформаторов и дросселей в инверторных выпрямителях очень невелика (примерно в 10 раз меньше, чем масса трансформаторов и дросселей, рассчитанных на ток частотой 50 Гц) и составляет 0,1 ÷ 0,3 кг на 1 А сварочного тока и 4 ÷ 8 кг на 1 кВт потребляемой мощности. Инверторные выпрямители очень экономичны в эксплуатации; так как они не потребляют реактивной мощности, их коэффициент мощности cosφ близок к единице, а КПД не ниже 0,7, а иногда достигает 0,9.
Для достаточного очищающего эффекта совсем не нужно целой положительной полуволны, достаточно 20 — 30%. Именно это используется в современных источниках тока для TIG сварки. Они производят искусственный переменный ток с волнами прямоугольной формы; за счёт быстрого переключения силовых элементов (тиристоров или транзисторов) на электрод попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обоих полуволн может изменяться, например, от 20% положительного полупериода/80 % отрицательного полупериода до 80% положительного полупериода /20% отрицательного полупериода (Рис. 14). Проплавляющая способность дуги при этом остаётся на приемлемом уровне.

Меньшая фаза положительного полюса обеспечивает более высокую токонесущую способность электрода, а при одинаковой установке тока — большую стойкость. В таких так называемых «прямоугольных источниках» может часто изменяться и частота искусственного переменного тока, например, от 50 до 300 Гц. Повышение частоты способствует сохранению электрода. Прямоугольный искусственный переменный ток обладает и другими преимуществами. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Поэтому происходит более надёжное зажигание, даже без использования приспособления для зажигания, а электрическая дуга в целом стабильнее. При этом повторные зажигания дуги сопровождаются сильным гудением.
3. Горелки для сварки TIG
Сварочная горелка TIG является основным рабочим инструментом сварщика, в котором закреплён неплавящийся электрод; через горелку подаётся сварочный ток и защитный газ. В настоящее время выпускается большое количество различных горелок:
— с газовым и водяным охлаждением,
— с подачей защитного газа через диффузор или через газовую линзу (обеспечивает более стабильный ламинарный поток защитного газа),
— с регулировкой или без регулировки тока сварки,
— с жёсткой или гибкой головкой.
4. Механизация ручной сварки TIG
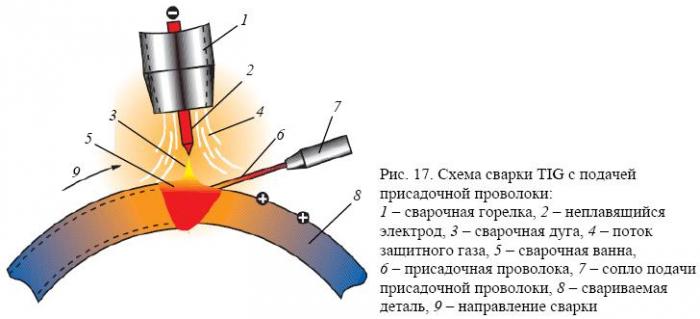
Как известно, автоматизация сварочного процесса определяется степенью автоматизации двух сварочных движений — перемещения сварочной дуги вдоль линии стыка и подачи присадочного материала в зону сварки. Механизация ручной сварки TIG достигается автоматической подачей присадочной проволоки в зону сварки. Таким образом, возникает понятие полуавтоматическая сварка неплавящимся электродом. Чаще всего используют более простую систему с холодной присадочной проволокой, являющейся нейтральной по отношению, как к неплавящемуся электроду, так и к свариваемому изделию.
Организация автоматической подачи присадочной проволоки предусматривает:
1) Наличие блока подачи присадочной проволоки.
2) Установку сопла подачи присадочной проволоки на сварочную горелку.
3) Коммутацию блока подачи присадочной проволоки и источника питания сварки TIG.
4.1. Комплект оборудования для подачи присадочной проволоки
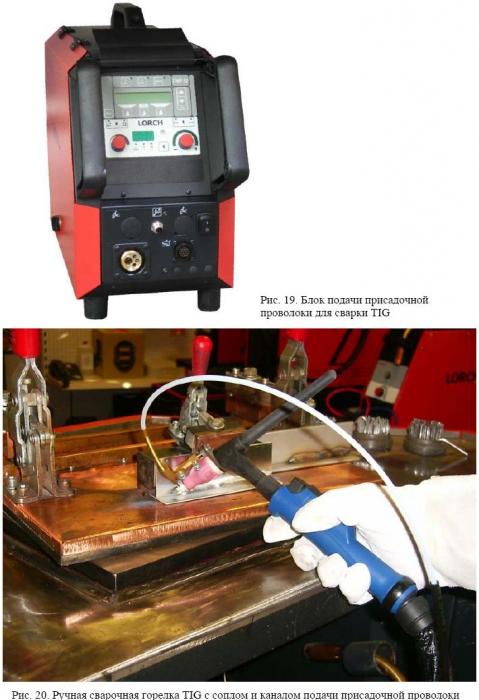
Блок подачи присадочной проволоки включает размоточное устройство для проволоки, двигатель подачи и механизм правки и подачи проволоки. Самый простой вариант — использовать стандартный блок подачи проволоки от сварочного полуавтомата, соответствующим образом скоммутированный с источником питания сварки TIG. При этом достигается существенная экономия, особенно теми производителями, которые производят также оборудование для MIG/MAG сварки.
Сопло подачи присадочной проволоки устанавливается непосредственно на керамическое газовое сопло сварочной горелки при помощи крепёжного хомута. Проволока подаётся в сопло от блока подачи проволоки по тефлоновому каналу подачи.
Коммутация блока подачи и источника питания осуществляется при помощи дополнительной панели управления, которая устанавливается либо в источнике питания, либо в блоке подачи.

4.2. Подготовка блока подачи проволоки
Алюминиевая проволока, особенно малых диаметров (0,8 мм и 1,0 мм), очень мягкая и её подача легко может быть нарушена неправильным подбором системы подачи.
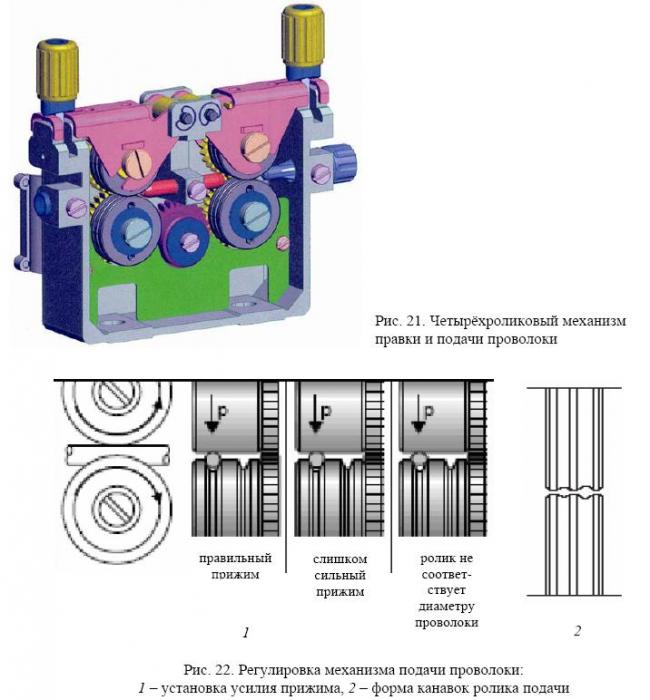
Для сварки алюминиевых сплавов следует использовать только четырёхроликовые механизмы подачи. Правильные и подающие ролики также следует выбирать специальные — с канавкой U-образной формы. Ни в коем случае нельзя устанавливать слишком большое усилие прижима, так как это может существенно затормозить проволоку в механизме подачи. Тормоз размоточного устройства должен быть установлен в промежуточное положение. Таким образом, можно избежать провисания проволоки при остановке двигателя подачи из-за свободного проворачивания катушки и вытягивания проволоки при старте подачи. Рекомендуется также установить на входное и выходное сопла механизма подачи обрезки каналов подачи: один — от катушки с проволокой до входного сопла, второй — от выходного сопла до внутренней части разъёма для подключения канала подачи проволоки. Выбор канала подачи также очень важен — ни в коем случае не следует использовать каналы, навитые из стальной спирали; для сварки алюминия выпускаются специальные тефлоновые и карбоновые каналы, обеспечивающие хорошее скольжение проволоки и не позволяющие проволоке сминаться и затормаживаться на изгибах.
4.3. Установка сопла подачи проволоки на сварочную горелку
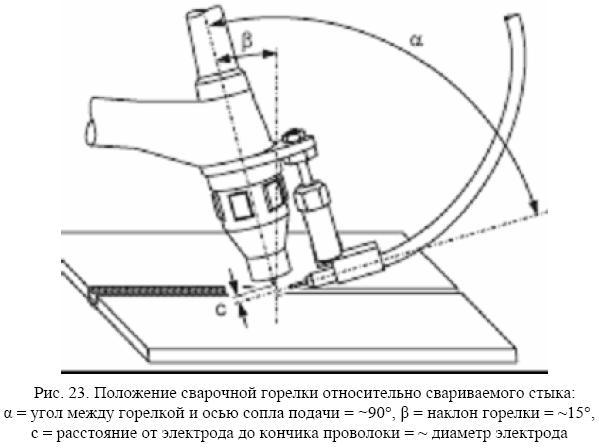
Техника сварки TIG с автоматической подачей присадочной проволоки несколько отличается от ручной техники и поэтому требует от сварщика наработки навыка. В первую очередь это касается положения горелки относительно стыка. В зависимости от поставленных задач сварки присадочная проволока может подаваться в сварочную ванну до или после дуги или с боковой стороны относительно оси свариваемого стыка. Для того, чтобы подача проволоки происходила точно в зону максимальной температуры, необходимо соблюдать рекомендации по установки горелки относительно стыка. Правильное положение горелки показано на рис. 23.
5. Сварка TIG с подачей подогретой присадочной проволоки
