Содержание страницы
- 1. Монтаж металлических каркасов зданий
- 2. Крупноблочный монтаж конструкций покрытий промышленных зданий
- 3. Монтаж арочных покрытий зданий
- 4. Монтаж пространственных конструкций
- 5. Монтаж сооружений из листовой стали
- 6. Технология выполнения болтовых и сварных соединений элементов металлических конструкций
1. Монтаж металлических каркасов зданий
1.1. Технология монтажа стальных колонн
Монтаж стальных колонн включает следующие основные технологические процессы: подготовку фундаментов и непосредственно сам монтаж конструкций.
Подготовка фундаментов под колонны. До начала монтажа колонн должны быть полностью закончены работы нулевого цикла, т. е. сооружены фундаменты, засыпаны пазухи фундаментов. Фундаменты до монтажа принимают по акту, на их поверхности должны быть нанесены разбивочные оси колонн. Для нанесения осей на верхней поверхности фундаментов вне контура опорной плиты колонны до бетонирования фундамента закладывают металлические планки в двух направлениях. Оси наносят керном и масляной краской.
Стальные колонны монтируют на сборных или монолитных фундаментах, в которых заранее устанавливают анкерные болты для крепления колонн. В зависимости от принятого в проекте способа опирания колонны на фундамент его возводят на полную высоту или ниже проектной отметки на 50–100 мм для последующей подливки.
Перед установкой колонн должна быть проверена и смазана резьба анкерных болтов. Проверку осуществляют навертыванием гаек. Для предохранения резьбы от повреждения во время наводки базы колонны на анкерные болты на резьбу надевают предохранительные колпачки из кровельной стали или газовых труб с конусным верхом. Точность установки колонн определяет правильность монтажа всех конструкций и прочность сооружения и зависит в значительной мере от принятых способов опирания колонны на фундамент.
Опирание колонн на фундаменты осуществляют следующими способами.
Колонны легких конструкций, поступающие на строительную площадку с опорными плитами. На выверенные гайки анкерных болтов анкерные болты устанавливаются точно по шаблону, длина их резьбы должна обеспечивать такую установку гайки, чтобы ее верхняя поверхность имела отметку низа опорной плиты колонны (рис. 1, а). Гайки накручивают на болты с требуемой точностью установки верхней поверхности. Монтируемую колонну устанавливают, опирая на навернутые гайки и совмещая риски на колонне с разбивочными осями. Положение колонны по вертикали обеспечивается точностью установки гаек и при необходимости может быть выправлено их подкручиванием. После установки положение колонны фиксируется постановкой шайб и закреплением плиты вторыми гайками, которые зажимают опорные плиты и обеспечивают устойчивость колонны. Выверенные колонны подливают цементным раствором.
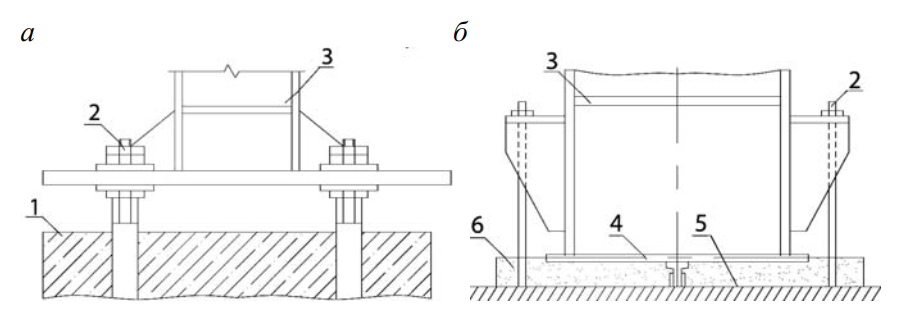
Рис. 1. Схемы опирания легких колонн: а – на выверенные гайки анкерных болтов; б – на закладную балку; 1 – верх фундамента под колонну; 2 – анкерный болт; 3 – монтируемая колонна; 4 – закладная балка; 5 – верх фундамента под колонну; 6 – подливка опорной плиты цементным раствором
При установке колонн на фундаменты, доведенные до проектной отметки, их поверхность должна точно соответствовать проектной при бетонировании. Отклонение верха фундамента по высоте не должно быть больше ±5 мм. Колонны должны иметь фрезерованные подошвы.
Заранее установленные и выверенные стальные опорные детали, заделанные в бетоне фундамента. Такими деталями могут быть заготовки из рельс, балок, уголков, которые устанавливают и закрепляют к арматуре до бетонирования фундамента. Стальные опорные подкладки устанавливают с точностью: отклонение их верха по высоте не должно быть больше ±5 мм (рис. 1, б).
Выверенную колонну закрепляют анкерными болтами, после чего зазор между подошвой колонны и фундаментов заполняют бетоном на мелком щебне или цементным раствором.
Колонны, поступающие на строительную площадку отдельно от опорных плит монтируют следующим образом.
Фундамент бетонируют до уровня на 70–100 мм ниже проектной отметки подошвы плиты. Затем устанавливают опорные плиты, совмещая их осевые риски с рисками разбивочных осей на деталях, заделанных в фундамент. Положение каждой плиты по высоте регулируется тремя установочными винтами с таким расчетом, чтобы верхняя плоскость плиты расположилась на проектной отметке опорной плоскости башмака колонны с точностью ±1 мм (см. рис. 2). Опорные поверхности плит и колонн должны быть фрезерованы. Отклонения между фрезерованными торцами колонн принимают не более ±2 мм.
Перед установкой плит производят тщательную проверку положения фундаментов и анкерных болтов. Поступающие на объект опорные плиты устанавливают автокраном на фундаменты и укрепляют тремя установочными винтами с гайками, предварительно приваренными к боковым сторонам плит (рис. 2). Затем с помощью нивелира предварительно устанавливают плиты на отметку, близкую к проектной. Окончательную выверку опорных плит колонн производят оптическим плоскомером следующим образом. Точным уровнем выверяют горизонтальность исходной опорной плиты, выведенной на проектную отметку с помощью винтов и нивелира. На исходной плите располагают визирную трубу, а на выверяемую плиту устанавливают светящуюся точечную марку. На отсчетных барабанах визирной трубы и марки задают одинаковые отсчеты и визируют на марку. Плиту, на которой установлена марка, с помощью выверочных винтов опускают или поднимают до тех пор, пока изображение светящейся точечной диафрагмы марки не совпадет с плоскостью визирования трубы. Чтобы обеспечить точность выверки опорных плит в горизонтальной плоскости, марку устанавливают на каждую плиту не менее чем в трех точках.

Рис. 2. Установка опорной плиты с помощью дополнительных болтов: 1 – опорная плита; 2 – кондуктор с отверстиями для анкерных болтов; 3 – закладные детали; 4 – риски разбивочных осей; 5 – планки с нарезными отверстиями; 6 – выверочные винты; 7 – анкерные болты; 8 – подливка плиты цементным раствором; 9 – низ башмака колонны; 10 – верх фундамента под колонну
Практически возможно производить выверку опорных плит с помощью оптического плоскомера с точностью до ±0,5 мм, т. е. выше требуемой (±1 мм). Выверенные плиты закрепляют к анкерным болтам колонны и сдают под подливку. После подливки опорных плит цементным раствором и приобретения ими необходимой прочности на них наносят осевые риски.
В процессе монтажа колонн осевые риски, нанесенные на колонны заводом, совмещаются с рисками на опорных плитах; колонна закрепляется анкерными болтами и принимает проектное положение без дополнительной выверки. При соблюдении проектных допусков на установку опорных плит и на изготовление колонны, смонтированные затем подкрановые балки, не требуют дополнительной выверки ни в плане, ни по высоте.
Способ опирания колонн на заранее установленные, выверенные и подлитые опорные плиты, называется безвыверочным методом монтажа конструкций. Безвыверочный метод монтажа колонн позволяет увеличить производительность труда на монтаже конструкций в среднем на 10–12 %. Трудоемкость монтажа колонн при этом может быть снижена почти на 30 %.
Монтаж колонн. Перед монтажом колонны раскладывают вдоль ряда их установки на деревянные подкладки параллельно оси ряда или под углом. До подъема колонны должны быть обстроены подмостями: лестницами и площадками, а также монтажными стяжными приспособлениями.
При установке колонны ее необходимо перевести из горизонтального положения в вертикальное. В этом положении подать к месту установки и опустить на фундамент, наведя на анкерные болты.
Все это требует выполнения монтажным краном нескольких и в отдельных случаях совмещенных операций, требующих ответственного наблюдения за работой крана во время подъема колонны.
Подъем и установку колонн производят двумя способами.
При раскладке колонн параллельно оси ряда кран, перемещаясь вдоль ряда колонн в направлении башмака колонны, поднимает колонну грузовым полиспастом, поворачивая ее вокруг опоры до вертикального положения (рис. 3, а). Башмак колонны при этом не должен скользить. При подъеме не следует допускать отклонения грузового полиспаста от вертикали более чем на 1,5°. Подъем колонн при такой раскладке может быть выполнен краном без его перемещения. В этом случае низ колонны перемещают лебедкой по заранее подготовленному пути. Такой способ применяют для подъема тяжелых больших колонн.
При раскладке колонн под углом к оси ряда их поднимают без перемещения крана поворотом стрелы (рис. 3, б). Стоянку крана располагают так, чтобы вылет стрелы позволял, повернув колонну в вертикальное без его изменения положение, поставить ее на фундамент. При одновременном подъеме колонны и повороте стрелы возможно опасное отклонение подъемного полиспаста от вертикали. Все операции выполняют на минимальной скорости.
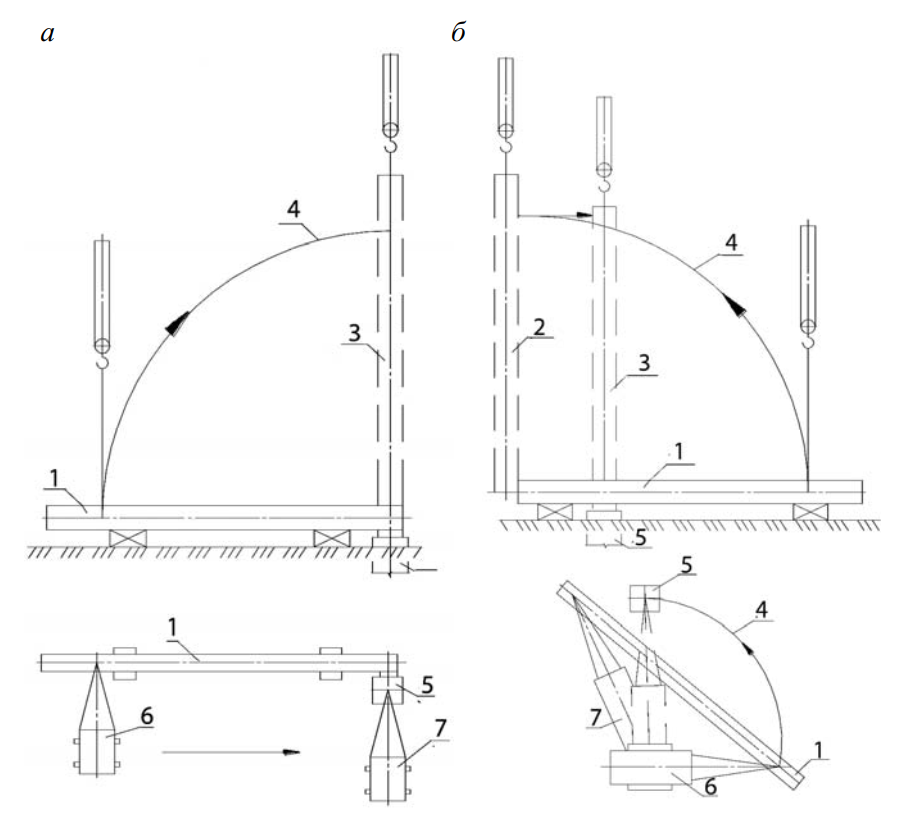
Рис. 3. Способы установки колонн в проектное положение краном: а – поворотом вокруг опоры; б – поворотом стрелы крана; 1 – колонна до подъема; 2 – колонна после подъема; 3 – установленная колонна; 4 – траектория перемещения; 5 – фундамент под колонну; 6 – начальное положение крана; 7 – конечное положение крана
Для обеспечения вертикального положения колонны при ее установке строп должен быть закреплен по оси центра тяжести колонны или охватывать ее с двух сторон. Крепят строп за имеющиеся отверстия или специально предусмотренные отверстия или конструкции. Для уменьшения трудоемкости строповки применяют инвентарные стропы (рис. 4). Инвентарные стропы, закрепленные к траверсе, имеют рамку. Рамка подвешена к стропам и охватывает верх колонны, что позволяет закрепить стропы за низ колонны и производить расстроповку с земли. Рамка на верху колонны обеспечивает ее устойчивое положение при наводке на анкерные болты.
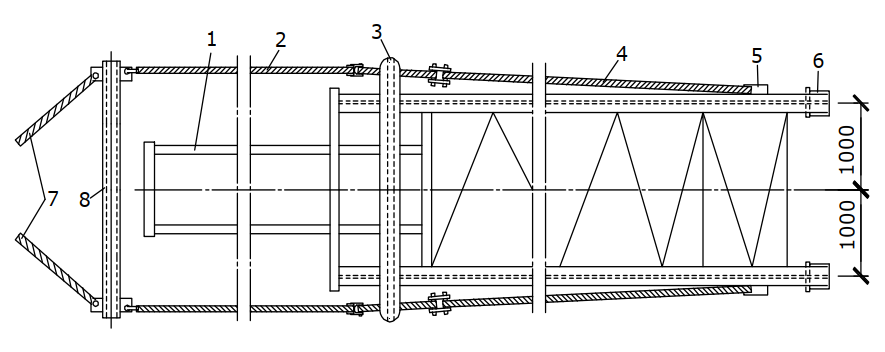
Рис. 4. Схема строповки стальной колонны: 1 – колонна; 2 – строп; 3 – рамка; 4 – тяга; 5 – фасонка для крепления; 6 – башмак колонны; 7 – стропы; 8 – траверса
Все работы по выверке колонн производят до ее расстроповки и закрепления. Проверку вертикальности при выверке колонн рекомендуется выполнять двумя теодолитами. В процессе монтажа постоянно проводится пооперационный контроль выполнения работ в соответствии с картами операционного контроля.
При монтаже колонны по частям, ее верхнюю часть устанавливают только после закрепления нижней части всеми проектными креплениями к остальным конструкциям. Поднятую верхнюю часть колонны наводят на торец нижней части, совмещают осевые риски на торцах, проверяют вертикальность установленной колонны и закрепляют стык временными креплениями. Временное крепление болтами осуществляют посредством стяжных приспособлений, установленных до подъема колонны у торцов стыка. В многоэтажных зданиях для временного закрепления верхней части колонны применяют одиночные кондукторы, в которых закрепляют и выверяют монтируемые элементы колонны (рис. 5). После окончательной выверки монтируемых элементов колонны их закрепляют в проектное положение с помощью болтов или сваркой.
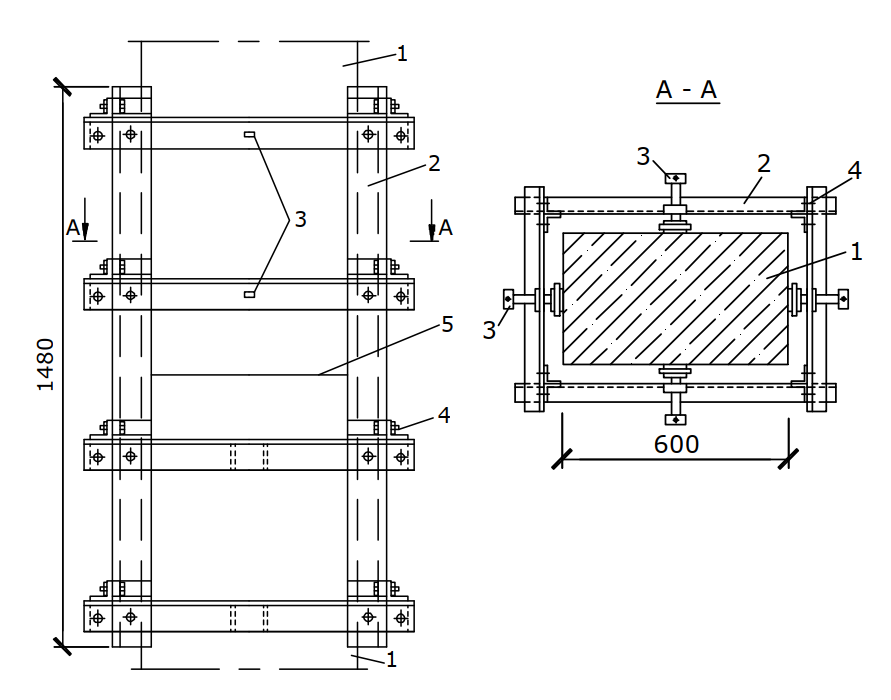
Рис. 5. Одиночный кондуктор: 1 – колонна; 2 – кондуктор; 3 – винты для выверки и закрепления колонны; 4 – соединительные болты кондуктора; 5 – ось стыка колонны
Монтаж подкрановых балок. Стальные подкрановые конструкции состоят из балок, тормозных горизонтальных ферм и настилов, расположенных в уровне верхнего пояса балки. Монтаж этих конструкций отдельными элементами достаточно трудоемок. Поэтому, как правило, монтаж подкрановых конструкций выполняют укрупненными блоками, состоящими из подкрановой балки, тормозной горизонтальной фермы с настилом и поддерживающей конструкции. Укрупнение блоков выполняется на монтажной площадке. Подъем и установку легких блоков производят одним краном. В этом случае установка производится путем поворота стрелы после подъема блока на требуемую высоту или путем изменения вылета или передвижения крана (рис. 6, а, б).
Тяжелые блоки устанавливают двумя кранами: поворотом стрелы с постоянным вылетом или с изменением вылета стрелы (рис. 6, в, г). Подъем блока двумя кранами требует одновременной работы кранов и особого внимания при работе как крановщиков обоих кранов, так и монтажников. Правила требуют выполнения подъема двумя кранами под непосредственным руководством лица, ответственного
за безопасное производство работ по перемещению грузов или специально назначенного инженерно-технического работника. При установке блока стрелы кранов должны одновременно поворачиваться так, чтобы не происходило отклонение подъемных полиспастов от вертикали более 2° и исключалась возможность касания блока за конструкции. Подъем блока двумя кранами должен быть проработан в проекте производства работ, где определяются положение блока до подъема, стоянка крана, место строповки и тип стропа, а также вылет стрелы кранов при работе.
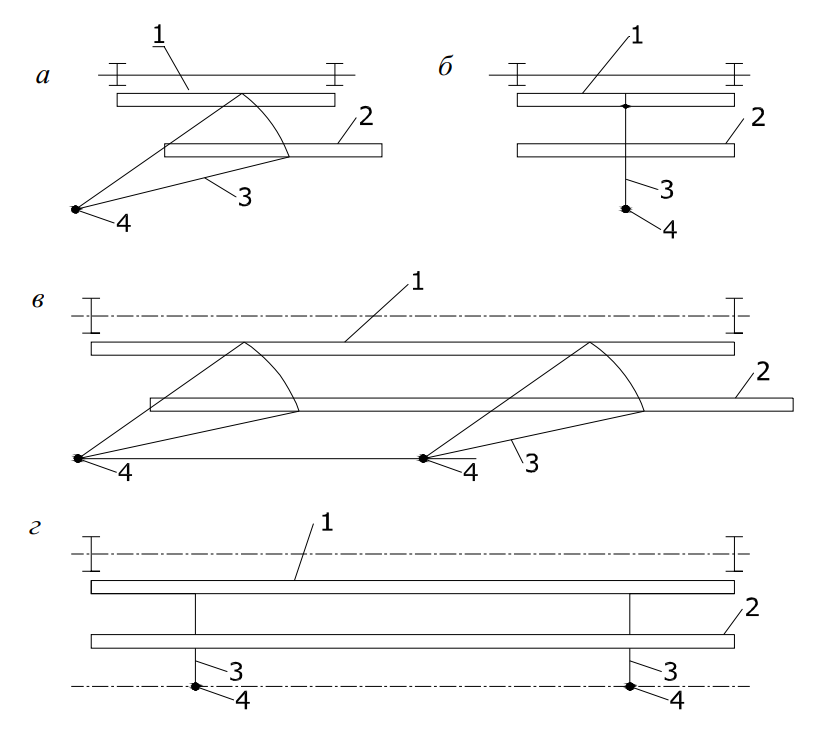
Рис. 6. Схемы монтажа подкрановых балок: а – поворотом стрелы с постоянным вылетом стрелы; б – изменением вылета стрелы; в – установка двумя кранами поворотом стрелы с постоянным вылетом; г – двумя кранами с изменением вылета стрелы; 1 – балка, установленная в проектное положение; 2 – балка, подготовленная к установке; 3 – положение стрелы крана; 4 – стоянка крана
Монтаж подкрановых балок укрупненными блоками на колонны, установленные с высокой точностью, не требует дополнительной выверки. Блок ставят, совмещая осевые риски на подкрановой консоли с рисками блока. Подкрановые пути на таком блоке могут быть установлены при укрупнении блока. Крепление подкрановых путей позволяет позднее выполнить их рихтовку (выверку).
При монтаже подкрановых конструкций отдельными элементами раскладку и установку балок производят так же, как и блоков, а тормозные конструкции по возможности укрупняют в плоские или пространственные блоки. При установке балок совмещают риски осей на балках и консолях колон. При необходимости для выведения отметок верха подкрановых балок в проектное положение на консолях колон под опорные участки балок устанавливают на сварке стальные подкладки требуемой толщины.
Установку балок под тяжелые краны больших размеров, масса которых больше грузоподъемности монтажного крана, производят двумя кранами или отдельными частями. При монтаже подкрановых балок из двух или более частей под стыком устанавливают временную опору, верхняя площадка которой служит подмостями для оформления стыка балки. Для выведения отдельных частей монтируемой балки в проектное положение используют домкраты. Верхний пояс балок больших пролетов в процессе монтажа для обеспечения устойчивости необходимо закреплять дополнительными приспособлениями: подкосами, расчалками и т. п.
Закрепляют подкрановую балку болтами, соединяющими нижний пояс балки с подкрановой консолью. Отверстия в консоли под болты делают больше диаметра болтов, чтобы иметь возможность рихтовать положение балки на опоре Верхний пояс подкрановой балки крепят горизонтальной фасонкой к колонне сваркой после выверки балки или по проекту.
Строповку подкрановых балок, монтируемых отдельными элементами, осуществляют двухветвевым стропом, закрепляя концы захвата за верхний пояс. Захваты располагают около вертикальных ребер. Возможна также строповка двухветвевыми стропами на «удав» с закреплением замком с дистанционной расстроповкой с земли. Трос для выдергивания штыря замка закрепляют на концах балки у места ее крепления.
Укрупненные блоки стропят четырехветвевым стропом, закрепляя два конца захватами на подкрановой балке, а другие два — за поддерживающие конструкции тормозной фермы или за другую балку (в блоке среднего ряда).
Монтаж подкрановых путей. При монтаже подкрановых путей отдельно от подкрановых балок рельсы устанавливают после закрепления и выверки подкрановых балок. Выверку подкрановых путей выполняют после окончания монтажа всех конструкций в пролете и их закрепления в проектном положении.
Положение подкрановых конструкций проектному положению во время их монтажа проверяют с помощью геодезических инструментов, производя пооперационный контроль. С помощью теодолита выносят оси подкрановых путей на первой колонне. Затем выносят ось подкрановых путей на верхний пояс балки и измеряют расстояния от внутренней грани колонны до оси балки.
Для выверки подкрановых путей по нанесенным рискам натягивают стальную проволоку, от которой по отвесу определяют отметку подкранового пути и его положение против каждой колонны. Кроме того, у каждой колонны стальной рулеткой замеряют расстояние от оси пути до оси колонны или ее грани.
Геодезическую съемку подкрановых путей выполняют нивелировкой пути с определением отметок у колонн и в середине пролета балки. Результат съемки наносят на схему с указанием фактических размеров и отклонения от проектных. Перемещение подкрановых рельсов при выверке производят подвижкой их креплений. Подкрановые рельсы типа КР крепят к поясу балки планками с овальными отверстиями (рис. 7, а). Планки ставят с двух сторон рельса и перемещают в пределах овального отверстия. После выверки рельса и затяжки болта планки приваривают к шайбам под планкой.
Железнодорожные рельсы к стальной подкрановой балке крепят парными крючьями на расстоянии 80 мм один от другого. Крючья крепят за кромки верхнего пояса (рис. 7, б). Затягивая и отпуская гайки с разных сторон рельса, его можно передвигать.
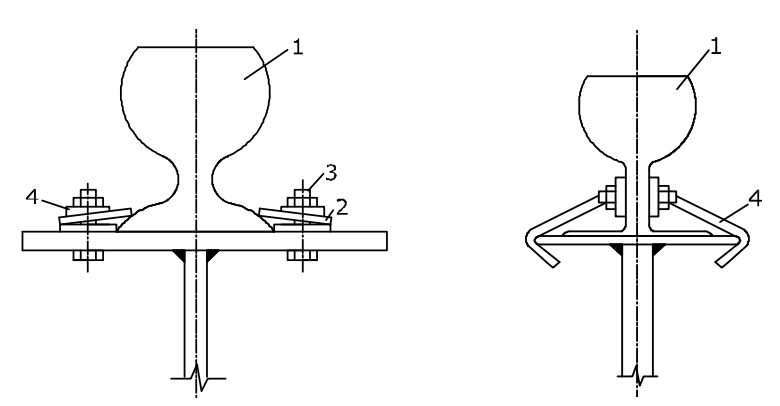
Рис. 7. Схемы крепления подкрановых рельсов к балкам: а – типа КР к стальной балке; б – железнодорожный рельс к стальной балке; 1 – рельс; 2 – крепежная планка с овальными отверстиями; 3 – болт или крюк; 4 – упругая шайба
При монтаже подкрановых путей рельса отклонения осей от проектного положения должны находиться в следующих пределах:
- расстояния между осями подкрановых рельсов одного пролета ±10 мм;
- смещение оси подкранового рельса с оси стальной подкрановой балки ±15 мм;
- отклонение оси подкранового рельса от прямой на участке длиной 40 м – 15 мм;
- разность отметок головок подкрановых рельсов в одном разрезе пролета здания: на опорах – 15 мм, в пролете – 20 мм;
- разность отметок подкрановых рельсов на соседних колоннах (расстояние L между колоннами в м): при L менее 10 м – 10 мм, при L более 10 м – не более 15 мм;
- взаимное смещение торцов смежных подкрановых рельсов по высоте и в плане 2 мм;
- зазор в стыках рельсов (при температуре наружного воздуха 0°С и длине рельса 12,5 м) 4 мм;
- зазор в стыках рельсов при изменении (увеличении) температуры наружного воздуха – добавить 1,5 мм на каждые 10 °С температуры наружного воздуха.
Монтаж стальных ферм покрытия. Фермы монтируют после окончательного закрепления колонн, подкрановых балок и связей между ними. На монтажную площадку конструкции стальных ферм поступают в виде отправочных марок – элементов длиной 12 м. До установки в проектное положение выполняется их укрупнительная сборка в монтажные элементы на площадке у места подъема. При небольших объемах работ фермы монтируют отдельным потоком. При монтаже ферм отдельным потоком из-за отсутствия раскреплений, предусмотренных проектными решениями (прогоны, профнастил, связи и др.), условия их работы сразу после установки в проектное положение сильно отличаются от принятых проектом. В связи с этим необходимо рассчитывать устойчивость монтируемых ферм как во время подъема, так и после установки на опоры до монтажа связей. Фермы обычно поднимают с помощью траверс. Строповку ферм производят в точках, предусмотренных инструктивными указаниями. В зависимости от пролета их стропят в двух или четырех точках траверсами с захватами дистанционного управления. При большой гибкости ферм рекомендуется выполнять их временное усиление.
После подъема фермы краном на высоту, превышающую высоту колонны не менее чем на 0,5 м, ее разворачивают пеньковыми оттяжками и наводят на опорные столики. Приемку ферм и опирание их на столики осуществляют монтажники, находящиеся на средствах подмащивания на высоте. Ферму устанавливают на опорные столики, а монтажные отверстия совмещают с помощью конических оправок. В отверстия для болтовых стыков устанавливают монтажные пробки (10 % от числа болтов) и болты (не менее 30 %).
После установки фермы в проектное положение и закрепления опорной стойки к оголовку колонны болтами устойчивость фермы недостаточна из-за отсутствия связей. Для обеспечения устойчивости фермы до ее расстроповки верхний пояс конструкции раскрепляют расчалками (первую смонтированную ферму) или связямираспорками к ранее смонтированным конструкциям. Подъем и установку ферм производят с предварительно закрепленными на них расчалками, оттяжками и связями-распорками.
Расчалки изготавливают из стального каната и ставят симметрично с обеих сторон фермы, располагая их под одним углом наклона в плане и к горизонтальной плоскости, чтобы не вызывать изгибающих усилий в элементах фермы. Угол наклона расчалок
к горизонту принимают не более 45°. Усилие в расчалке принимается по расчету, но не более 3 т. При натяжении расчалок нужно следить за прямолинейностью верхнего пояса и вертикальностью ферм, производя пооперационный контроль. Расчалки натягивают равномерно на одинаковое усилие лебедками и закрепляют к инвентарным переносным якорям, фундаментам соседних колонн или установленным конструкциям, прочность которых должна быть проверена расчетом. Расчетное усилие в якорях и винтовых стяжках принимают равным 1/3 разрывного усилия в канате расчалки в целом.
Центр тяжести установленной на колонны фермы, опертой нижним поясом, находится выше опорной поверхности, поэтому ферму проверяют на устойчивость от опрокидывания при действии ветровой нагрузки. При недостаточной устойчивости в середине пролета ставят пару расчалок или распорку к верхнему поясу.
Если одной пары расчалок по расчету недостаточно, ставят симметрично две пары. Ставить более трех пар расчалок не допускается. В этом случае должно быть разработано индивидуальное раскрепление верхнего пояса.
Оставлять фермы, закрепленные проектными болтами к опорам и расчалками (без связей), более 8 ч (одной смены) не допускается. В этом случае необходимо закрепить верхний пояс жесткими связями.
1.2. Монтаж стального профилированного настила
Стальной профилированный настил применяют для устройства облегченной кровли по металлическим несущим конструкциям. Для кровли при шаге ферм (балок) 6 м и более настил укладывают по прогонам, а при шаге 4 м и менее — непосредственно по фермам (балкам). Между собой листы настила соединяют внахлестку комбинированными заклепками. К прогонам и фермам настил крепят самонарезающими болтами, дюбелями или сваркой (рис. 8).
На строительную площадку настил поступает в пакетах массой до 10 т. Располагают их рядом с площадкой укрупнения, а при поэлементном монтаже листы настила раскладывают вдоль линии фронта работ. Укладывают пакеты листов на подкладки, а сверху закрывают водоизоляционным материалом. При приемке настила его очищают от технологической смазки. Монтаж настила производят после окончания монтажа, закрепления и окраски всех нижерасположенных конструкций. Настил монтируют в одном потоке с несущими конструкциями отдельными листами и укрупненными картинами, соединенными заклепками. Плоские блоки с прогонами укрупняют по кондукторам на горизонтальных хорошо выверенных стеллажах. Строповку отдельных листов и картин выполняют с применением траверс и захватов, которые заводят под волну настила.
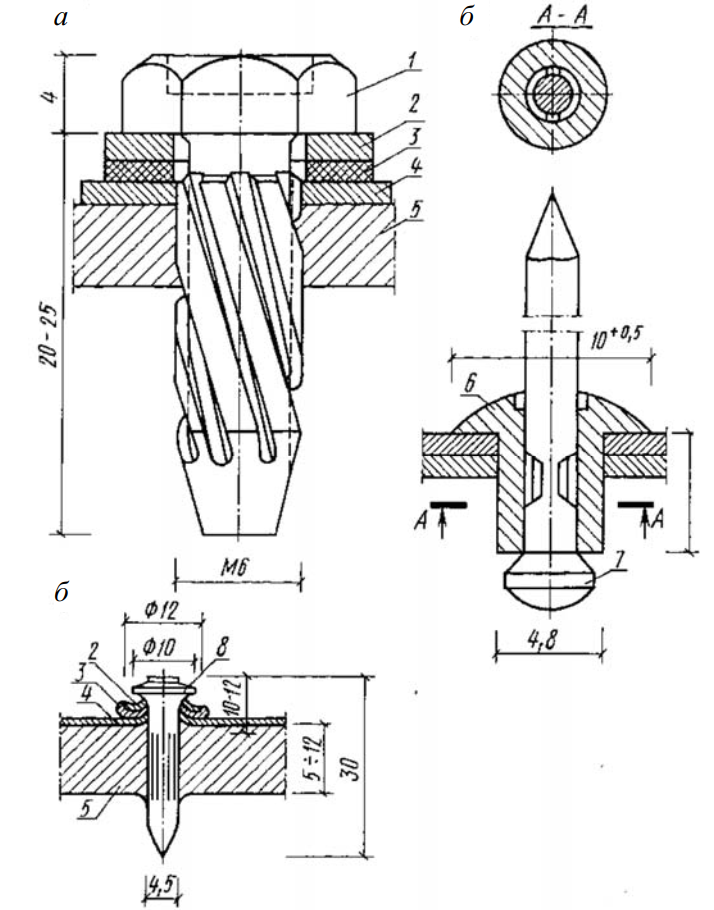
Рис. 8. Детали крепления стального настила: а – самонарезающим болтом; б – комбинированной заклепкой; в – дюбелем; 1 – самонарезной болт; 2 – стальная шайба; 3 – шайба из паронита; 4 – стальной настил; 5 – полка прогона; 6 – заклепки из алюминиевого сплава; 7 – стальной стержень; 8 – дюбель
Укладку настила производят от одного конца здания к другому, от края кровли к ее середине. Настил, прежде всего, закрепляют к ферме (прогону), укладывая листы внахлестку или встык, как предусмотрено проектом. Крепление осуществляют самонарезающими болтами (см. рис. 8, а). Для установки самонарезающих болтов по месту через волну настила просверливают отверстие диаметром 5,4 мм, в которое ввертывают болт до отказа. Под головку самонарезающего болта устанавливают две шайбы. На настил устанавливают уплотнительную шайбу и сверху на нее стальную под головку. Шаг установки самонарезающих болтов по длине листа стального профилированного настила задается проектной документацией.
Для ускорения процесса крепления настила к прогонам или поясу фермы используется пристрелка дюбелями с применением пистолета ПП-84 (84С) (см. рис. 8, в). Для зданий с неагрессивной средой для крепления к прогонам настила может быть применена сварка.
Продольные стыки листов настила могут быть выполнены внахлестку с закреплением комбинированными заклепками (см. рис. 8, б). Для установки заклепок из алюминиевого сплава рассверливают отверстия диаметром 4,9 мм. Заклепку вставляют сверху, после чего пневматическим пистолетом ОР-12 или ручными клещами головку заклепки прижимают к настилу. Стальной стержень, выступающий из головки, вытягивают инструментом, при этом головка стержня сплющивает заклепку с нижней стороны, образуя вторую головку. Выступающая часть стального стержня обрывается. Плотное соединение листов настила внахлестку получают легким нажатием и ударами деревянного молотка.
Для получения листов настила необходимой длины и ширины его режут, используя механизированный инструмент и абразивные круги. Для продольной резки применяют ручные электрические шлифовальные машинки со шлифовальными (абразивными) кругами.
Монтаж стального профилированного настила необходимо вести строго соблюдая правила техники безопасности, особенно в сырую погоду. Все крайние листы должны иметь временное ограждение.
1.3. Монтаж легкого стенового ограждения
Стеновое ограждение зданий с каркасом из металлических конструкций выполняется из трехслойных панелей типа «сэндвич», реже из панелей полистовой сборки.
Готовые панели типа «сэндвич» с заводов-изготовителей поступают на монтажную площадку в пакетах, упакованных в водоизоляционный материал. Хранятся пакеты на деревянных подкладках у места монтажа или на складе конструкций.
С целью уменьшения количества стыков между стеновыми панелями легкое стеновое ограждение, как правило, имеет вертикальную разрезку, что достигается за счет применения стеновых панелей на всю высоту здания.
Трехслойных панелей типа «сэндвич» крепятся к ригелям фахверка на болтах М7 x 90…М10 x 90 (ГОСТ 7802) с гайками М7…М10 (ГОСТ 5916) (рис. 9). Во избежание появления погиби в обшивке панели «сэндвич» во время ее крепления к ригелям фахверка под головки болтов устанавливают шайбы. Ригели фахверка, как правило, выполняются из гнутого швеллера № 14 или № 16 и крепятся на болтах к металлическим колоннам каркаса здания с помощью опорных столиков.
Монтаж легкого стенового ограждения из трехслойных панелей типа «сэндвич» выполняют «картинами», состоящими из ригелей фахверка и закрепленных к ним на болтах стеновыми панелями. Размеры монтируемых «картин» принимают с учетом длины ветрового ригеля и высоты здания.
Сборка стенового ограждения в «картины» осуществляется в горизонтальном положении на шпальной клетке, которая располагается у места монтажа (рис. 9).
Основными конструктивными элементами шпальной клетки являются металлические опорные стойки высотой 1,3–1,4 м со столиками, на которые укладывают ригели фахверка при сборке «картин.
Рекомендуется следующая технология сборки «картин» на шпальной клетке. Вначале на столики опорных стоек (шпальная клетка) укладывают и фиксируют в проектном положении ригеля фахверка (гнутый швеллер). Затем на полках ригелей фахверка, к которым будут крепиться стеновые панели, с помощью рулетки или шаблона размечается проектное расположение первой стеновой панели. Далее на ригели фахверка укладывается первая стеновая панель типа «сэндвич». Электродрелью сверлятся сквозные отверстия под болты в панелях и полке ригеля фахверка. Во избежание повреждения защитного покрытия наружной металлической обшивки стеновой панели типа «сэндвич» патроном электродрели при сверлении сквозных отверстий под болты необходимо использовать ограничители – подкладки из эластичных материалов (пенопласт, поролон и др.).
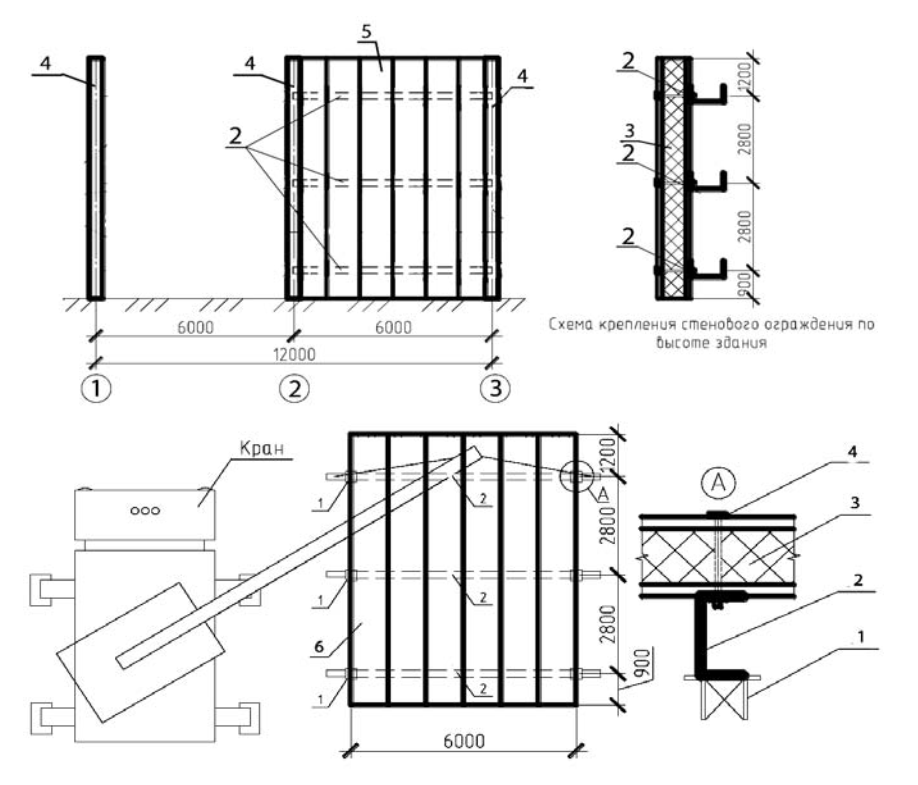
Рис. 9. Технология монтажа легкого стенового ограждения картинами: 1 – опора шпальной клетки; 2 – ригель фахверка; 3 – стеновая панель типа «сэндвич»; 4 – колонны фахверка; 5 – смонтированная картина легкого стенового ограждения; 6 – картина легкого стенового ограждения, собранная на шпальной клетке
Учитывая, что толщина металлических обшивок стеновых панелей типа «сэндвич» не превышает 1 мм, во избежание появления недопустимых дефектов в обшивках в виде погиби, рекомендуется гайки, установленные на крепежные болты, затягивать вручную. После закрепления первой стеновой панели аналогичным образом крепят следующие панели. Швы между панелями соединяются в «шпунт».
После завершения работ по сборке «картины» на шпальной клетке с помощью самоходного крана (как правило, автомобильного) ведется ее установка в проектное положение. В качестве грузозахватного приспособления при монтаже «картины» используют двухветвевой строп. Соединение собранного в картины легкого стенового ограждения с колоннами осуществляется следующим образом – ригели фахверка закрепляют болтами к монтажным столикам на колоннах. При монтаже картин монтажники находятся внутри здания и с помощью оттяжек направляют конструкцию картины на опорные столики. Учитывая, что стеновые панели по высоте картины крепятся к трем или четырем ригелям фахверка, в качестве средств подмащивания для работы монтажников на высоте применяют передвижные подмости типа ПВС переменной высоты или автогидроподъемники типа АГП с высотой подъема 12, 18 и 24 м.
Все работы по монтажу стенового ограждения из трехслойных панелей типа «сэндвич» должны выполняться с проведением операционного контроля качества и регистрироваться в журнале работ.
2. Крупноблочный монтаж конструкций покрытий промышленных зданий
Конструкции покрытий производственных зданий содержат много мелких элементов, монтаж которых на высоте трудоемок и опасен. Для снижения трудоемкости и повышения качества монтажа покрытий производственных зданий разработаны и успешно применяются на практике методы укрупнения элементов покрытия в объемные блоки на земле до подъема.
Наиболее эффективен монтаж покрытия блоками полной строительной готовности, т. е. монтаж окрашенных металлоконструкций с остеклением и готовой кровлей, включая защитный слой из гравия. Выбор степени укрупнения решает экономическое сопоставление методов производства работ. Наиболее часто принимают блоки покрытия следующими размерами: 12 x 12, 12 x 30 и 12 x 36, 24 x 24 и 24 x 30 м, но могут быть блоки и других размеров. Масса металлоконструкций блоков составляет 15–70 т, а блоков полной строительной готовности – 40–200 т. Каждый блок опирается на четыре колонны, что требует высокой точности сборки. Целесообразно, чтобы компоновка блоков была симметричной, а блоки были замкнутыми. Это позволяет исключить дополнительные работы на высоте по выполнению стыков выступающих элементов.
Крупноблочный монтаж конструкций покрытий промышленных зданий выполняется двумя методами: на стендах, на строительном конвейере.
В случае стесненных условий на строительной площадке, а также при небольших объемах работ, укрупнение блоков детализируется на стендах. Стенды применяются переносные и располагают их в пролете здания соседним с монтируемым. В этом случае укрупнение конструкций покрытия в блок выполняется с помощью гусеничного крана.
При сборке блоков на переносном стенде в пролете в проектное положение их поднимают краном в башенно-стреловом исполнении соответствующей грузоподъемности, расположенным в этом же или соседнем пролете.
При больших площадях покрытий сборку блоков выполняют на строительном конвейере, т. е. блоки собирают на 15–16 стоянкахтележках, которые по мере сборки перемещаются по железнодорожным путям (рис. 10).
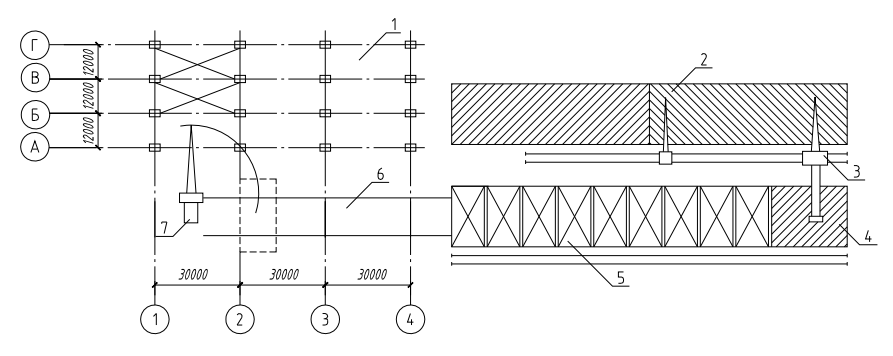
Рис. 10. Схема строительного конвейера: 1 – монтируемый цех; 2 – склад конструкций; 3 – краны, обслуживающие конвейер; 4 – площадка укрупнения ферм; 5 – стоянки конвейера; 6 – пути подачи блоков к месту установки на установщик; 7 – кран для установки блока на установщик
Тележки конвейера соединены между собой и передвигаются лебедкой. Сборка на конвейере позволяет приблизить строительные работы к заводским условиям.
Сборку металлических конструкций выполняют на 5–6 стоянках. На первой стоянке фиксируют точное проектное положение основных несущих элементов. После сборки и проектного закрепления конструкций на первой стоянке собранный блок должен быть неизменяемым.
Каждая стоянка конвейера обслуживается краном. Склад конструкций располагают параллельно конвейерной линии. Укрупнение ферм выполняют на складе до установки на первой стоянке. Все элементы, монтируемые на сборочном конвейере (стоянках), должны предварительно пройти укрупнительную сборку для сокращения времени стоянки конвейера.
После завершения сборки металлических конструкций на следующих 10 стоянках конвейера блоки покрытий укрупняют до полной строительной готовности и подают по рельсовым путям конвейерной линии к монтируемому пролету. Затем с помощью нестандартного стационарного подъемного устройства или серийного тяжелого крана (например – СКГ-63БС) блок поднимается и устанавливается на установщик.
Установщик подъезжает к месту установки блока и устанавливает его в проектное положение. Тип установщика зависит от наличия или отсутствия в возводимом здании мостовых кранов.
При возведении крановых зданий применяют низкий установщик, который перемещается по проектным или временным путям подкрановых балок и с помощью домкратных устройств устанавливает блок покрытия в проектное положение (рис. 11).
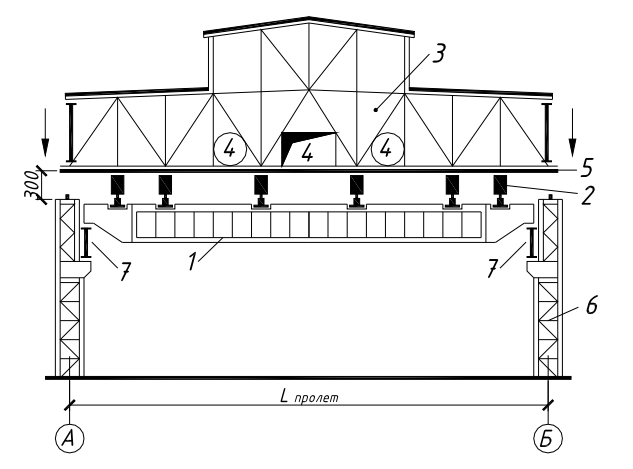
Рис. 11. Схема монтажа блоков покрытия промышленного здания с использованием низкого установщика: 1 – низкий установщик; 2 – гидравлические домкраты; 3 – монтируемый блок покрытия; 4 – смонтированное технологическое оборудование; 5 – распределительная балка; 6 – колонна; 7 – пути подкрановых балок
Для зданий, у которых отсутствуют пути подкрановых балок, блоки, укрупненные на общестроительном конвейере до полной строительной готовности, подают по рельсовым путям к монтируемому пролету. С помощью высокого (портального) перегружателя блок поднимают и устанавливают на наземный установщик, который, перемещаясь по рельсовым путям вдоль пролета, монтирует блоки покрытия (рис. 12).
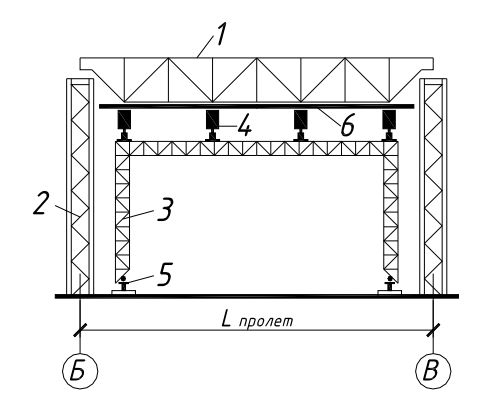
Рис. 12. Схема монтажа структурного покрытия с помощью высокого установщика: 1 – монтируемый блок покрытия; 2 – колонна; 3 – высокий установщик; 4 – гидравлические домкраты; 5 – рельсовый путь; 6 – распределительная балка
3. Монтаж арочных покрытий зданий
По конструктивному решению арки классифицируют на двух, трехшарнирные и бесшарнирные. Пролеты металлических арочных конструкций, применяемых для промышленных, общественных и сельскохозяйственных зданий и сооружений, могут быть 30–150 м.
Как показывает практика строительства, конструктивное решение и пролет арки является определяющим при выборе технологии производства работ по возведению арочных покрытий зданий и сооружений. На сегодня известны следующие методы монтажа арочных конструкций:
- на сплошных подмостях;
- на передвижных подмостях;
- с использованием временных опор;
- отдельными арками с последующим соединением их между собой связями и прогонами
Однако, как правило, практике предпочтение отдается следующим методам:
- на сплошных подмостях;
- с использованием временных опор.
На сплошных подмостях, поддерживающих конструкцию в процессе монтажа и воспринимающих нагрузки от ее массы целесообразно осуществлять монтаж двухшарнирных и трехшарниных ажурных арок больших пролетов.
Суть данного метода монтажа арок состоит в следующем. После полного завершения работ нулевого цикла внутри возводимого здания с помощью самоходного крана устанавливаются подмости, которые являются сборочной площадкой для укрупнительной сборки, монтируемой арки (рис. 13). В целях снижения трудоемкости работ и повышения качества укрупнительной сборки арок рекомендуется выполнить следующие подготовительные операции. По деревянному настилу сплошных подмостей уложить металлический лист толщиной до 2 мм, на котором в масштабе 1 : 1 начертить геометрическую схему монтируемой арки. Степень деталировки начерченной на металлическом листе геометрической схемы монтируемой арки зависит от принятого метода монтажа арки – из отдельных элементов или из отправочных марок. Учитывая, что, как правило, все арки, монтируемые в пролете возводимого здания идентичны, начерченная схема является «шаблоном» для сборки всех конструкций.
После завершения подготовительных работ монтажники металлоконструкций приступают к сборке арки. По завершению работ выполняется контроль качества сборки. До начала установки собранной арки в проектное положение выполняется ее обустройство. Учитывая, что из-за большой гибкости арки она может потерять устойчивость при установке в проектное положение, выполняют ее временное усиление – на расстоянии 0,8–1 м друг от друга закрепляют болтами или хомутами металлические пластины или швеллеры.
Наличие шарнирного соединения арки с фундаментами позволяет установить арки в проектное положение с помощью двух лебедок – грузовой и тормозной (рис. 13). Для подъема и вывода арки в проектное положение используются стальные тросы, которые закрепляют с двух сторон, к поясу арки и соединяют с барабанами грузовой и тормозной лебедками.
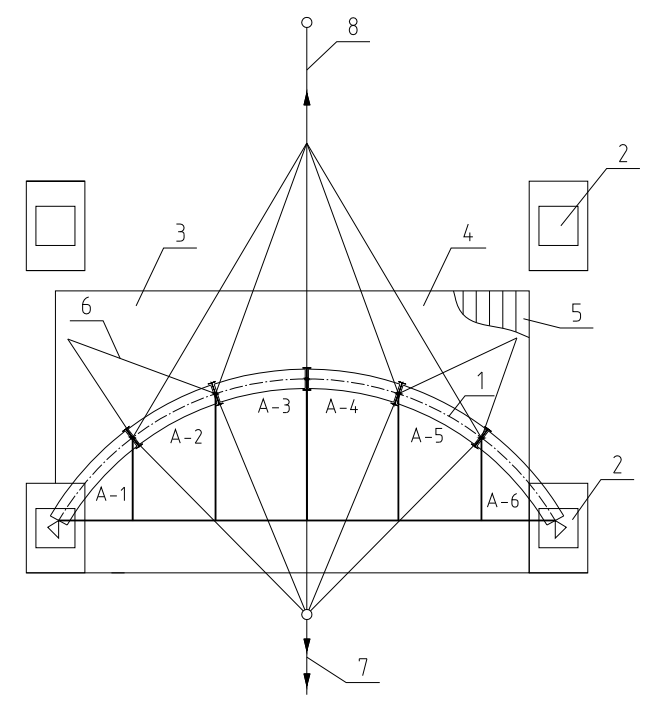
Рис. 13. Схема монтажа арок на сплошных подмостях: 1 – монтируемая арка; 2 – фундамент арки; 3 – сплошные подмости; 4 – металлический лист; 5 – деревянный щит сплошных подмостей; 6 – стальные тросы (растяжки); 7 – грузовая лебедка; 8 – тормозная лебедка
Технология выведения арки в проектное положение следующая. После завершения работ по обустройству арки к подъему включается рабочая лебедка и осуществляет подъем конструкции до достижения угла между горизонтальной поверхностью щитов подмостей 80–85. Затем включается в совместную синхронную работу тормозная лебедка. По завершению вывода арки в проектное положение, используемые для подъема стальные тросы используются как растяжки для временного раскрепления конструкции. Затем с помощью самоходного крана подмости переставляются к следующему фундаменту.
Монтаж арок на сплошных подмостях особенно эффективен при возведении сооружений в стесненных условиях.
Монтаж арочных конструкций с использованием временных опор является универсальным, так как он может применяться для монтажа арок всех конструктивных решений: двух и трехшарнирных, бесшарнирных.
Суть метода монтажа арок с использованием временных опор заключается в следующем. После завершения работ нулевого цикла и подписания акта о приемке фундаментов на строительную площадку завозятся автотранспортом отправочные марки монтируемых арок. Затем на выровненное и уплотненное основание, в местах расположения монтажных стыков арки, устанавливаются временные монтажные опоры. Для выведения отправочных марок монтируемых арок в проектное положение (на нужную отметку) на оголовках временных монтажных опор смонтированы винтовые домкраты. Монтаж отправочных марок арки ведется самоходным краном. Первой монтируется отправочная марка, опирающаяся на фундамент. Как правило, до начала подъема отправочной марки арки самоходным краном выполняют временное усиление зоны строповки металлическими пластинами или швеллерами. Для снижения трудоемкости монтажа и обеспечения безопасных условий труда используют оттяжки, а временные монтажные опоры, обустраивают монтажными площадками. Демонтаж временных монтажных опор выполняют после завершения монтажных работ в коньковом узле и выполнения контроля качества выполненных работ.
После завершения работ по монтажу арки, временные монтажные опоры с помощью самоходного крана переставляют на другой участок.
Схема монтажа арочной конструкции с использованием временных опор приведена на рис. 14.
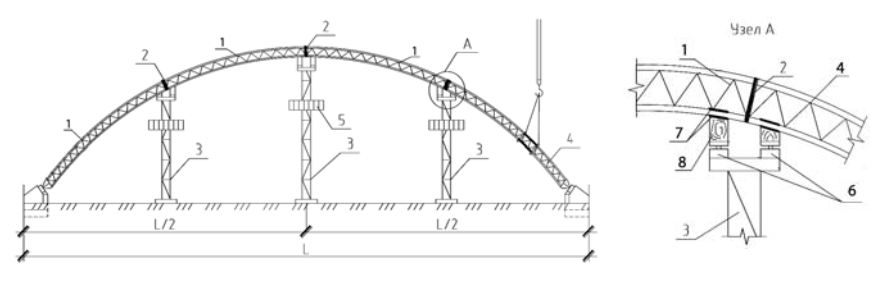
Рис. 14. Схема монтажа арочной конструкции с использованием временных опор: 1 – смонтированная отправочная марка; 2 – монтажные стыки арки; 3 – временные опоры; 4 – монтируемая отправочная марка; 5 – монтажная площадка; 6 – винтовой домкрат; 7 – подкладки под пояс арки; 8 – выравнивающие деревянные бруски
4. Монтаж пространственных конструкций
4.1. Структурные конструкции покрытий
Конструктивные решения структурных конструкций покрытий. Структурные конструкции, или просто структуры, — это плоские сетчатые системы регулярного строения. Выполняют их из большого числа однотипных относительно небольших металлических элементов, унифицированных по форме и размерам. Структуры образуют из различных систем перекрестных металлических ферм. Фермы в структуре могут быть расположены вертикально и наклонно. При этом каждая продольная ферма поддерживается поперечными. Структурные конструкции по сравнению с традиционными конструкциями имеют ряд преимуществ: занимают небольшой объем в сооружении — 1/15…1/20 пролета по высоте (в традиционных конструкциях — 1/8…1/10 пролета); имеют небольшую массу; обеспечивают блочный и крупноблочный монтаж покрытий с применением укрупнительной сборки на конвейере; могут изготавливаться на поточных автоматизированных линиях (часто состоят из одного типа стержня и одного узла); сборка не требует высокой квалификации; имеют компактную упаковку; обладают эстетическими качествами.
Основной недостаток структур — большой объем ручного труда при их укрупнительной сборке.
Для производственных зданий широко применяются структурные конструкции покрытий типа «Кисловодск» и «ЦНИИСК» («Москва»).
Пространственно-решетчатые конструкции покрытий типа «Кисловодск» изготовляют по типовой серии 1.466-2. Здания с покрытием типа «Кисловодск» могут быть одно- и многопролетные, без перепадов высот, бесфонарные (допускается применение зенитных фонарей), бескрановые. Здания имеют высоту до низа структурной плиты 4,8; 6; 7,2 и 8,4 м. В зданиях высотой 6; 7,1 и 8,4 м возможна установка подвесных кранов грузоподъемностью 2 т. Покрытия состоят из секций размером в плане 30 x 30 м и сетки колонн 18 x 18 м (рис. 15). Колонны жестко закреплены к фундаментам. Высота секций – 2,12 м. Для покрытия характерно наличие консольных участков пролетом 6 м (рис. 15, б). Вследствие этого сетка колонн в здании нерегулярная — основные размеры сеток колонн сочетаются с промежуточными ячейками размером 12 x 12 м, а крайние ряды колонн отстоят от стен по всему периметру здания на 6 м. Таким образом, по периметру расположены только стойки фахверка, шаг которых принят равным 6 м. Секция опирается на колонны с помощью капителей, выполненных в виде пирамид, держателем которых служат ячейки нижнего пояса пространственно-решетчатой секции.
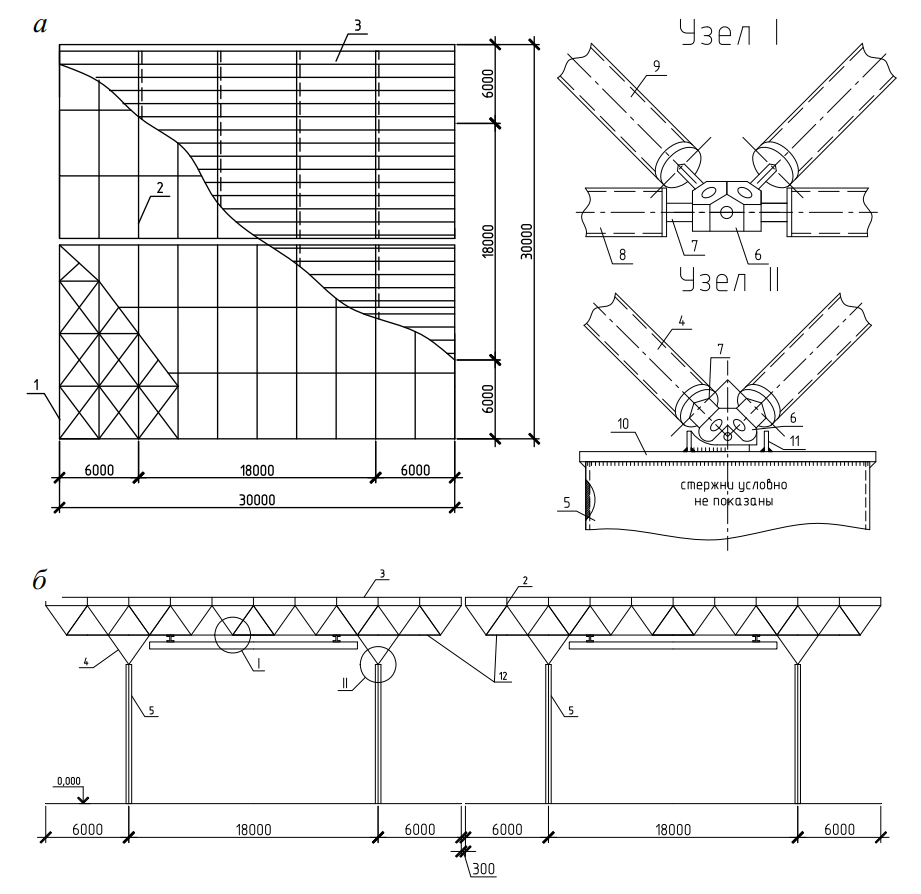
Рис. 15. Схема структурного покрытия типа «Кисловодск»: а – план структурного покрытия; б – поперечный разрез; I – нижний промежуточный узел; II – узел опорной капители; 1 – структурная плита; 2 – прогон; 3 – профилированный настил; 4 – подкос капители; 5 – колонна; 6 – узловой элемент (коннектор); 7 – стержень с резьбой; 8 – элемент нижнего пояса; 9 – раскос; 10 – опорная плита; 11 – ограничитель из уголка; 12 – консольный участок
Стержни структурной плиты выполнены из стальных труб. Все стержни одной стержневой системы имеют одинаковую номинальную длину. По концам они крепятся путем ввинчивания в специальные полусферические элементы — коннекторы (пространственные фасонки в виде разрезанных пополам или целых многогранников, имеющих отверстия с резьбой). По верхним узлам пространственной решетчатой стержневой системы устанавливаются прогоны из швеллеров, к которым крепится стальной профилированный настил покрытия.
Структурные конструкции покрытий из прокатных профилей типа «ЦНИИСК» изготовляют по типовой серии 1.460-6/81. Конструкции блоков предусматривают регулярную сетку колонн и имеют размеры в плане 12 x 18 и 12 x 24 м. Высота до низа конструкций может колебаться от 4,8 до 18 м. Здания могут быть одно- и многопролетные как одинаковой высоты, так и с перепадом высот. Шаг колонн для средних и крайних рядов принимают равным 12 м. В блоках покрытия можно устанавливать зенитные и П-образные светоаэрационные фонари. Конструкции блоков могут применяться для бескрановых зданий и для зданий, оборудованных подвесными до 5 т или мостовыми до 50 т кранами легкого и среднего режима работы. Конструкция блока покрытия представляет собой пространственно-стержневую систему с ортогональной сеткой поясов, опирающуюся на колонны по четырем углам в уровне верхних поясов (рис. 16).
Можно представить, что структурный блок представляет собой складчатую конструкцию из комбинации продольных наклонных ферм, опираемых на наклонные торцевые (подстропильные) фермы. Сечения элементов стержней выполнены из прокатных уголков, верхних поясов — из двутавровых балок. Соединения элементов выполнены на фасонках с применением стандартных болтов нормальной точности диаметром 20 мм. Конструкция торцевых ферм пролетом 12 м цельносварная. Каждый пространственный блок собирается из отдельных стержней и двух сварных торцевых ферм. Крепление стального профилированного настила производится непосредственно к верхним поясам продольных ферм (без прогонов). Профилированный настил обеспечивает жесткость блока, поэтому подъем блоков без установленного и закрепленного настила не допускается. В каркасе здания с покрытием типа «ЦНИИСК» колонны жестко закреплены в фундаментах и соединены со структурными
блоками шарнирно, стойки фахверка шарнирно опираются на фундаменты и на структурный блок.
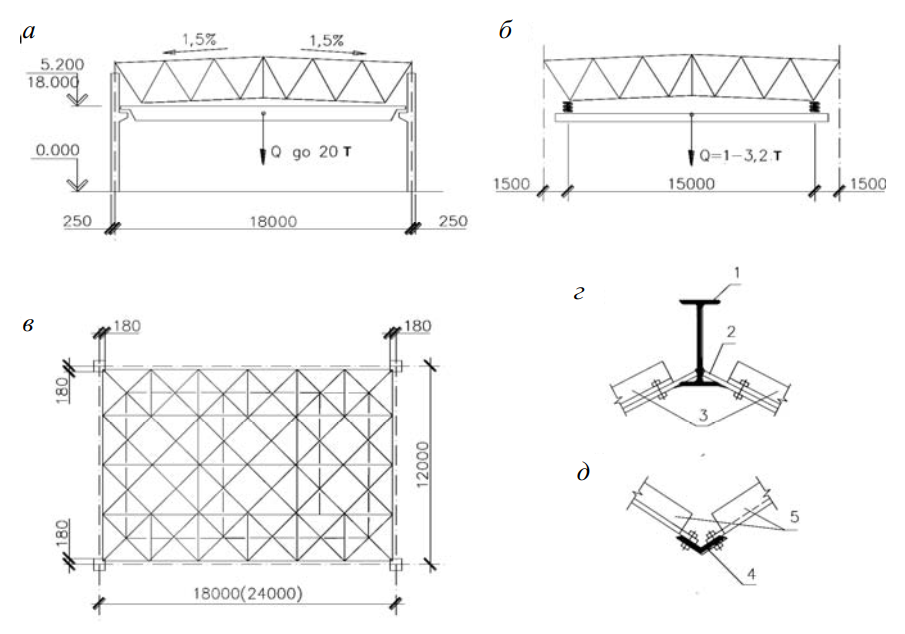
Рис. 16. Схема структурного покрытия типа ЦНИИСК: а, б – поперечный разрез для зданий с мостовым и подвесным кранами; в – план покрытия; г, д – узлы соответственно верхнего и нижнего поясов; 1 – прогон; 2 – узловые фасонки; 3 – наклонные элементы; 4 – элемент нижнего пояса
Основным преимуществом этих конструкций покрытий является то, что они изготовляются из широко применяемых (недефицитных) прокатных профилей. Эти покрытия имеют более низкие затраты на изготовление и небольшую стоимость 1 м2 покрытия в «деле», а также большой диапазон применения (нагрузка достигает 600 МПа). Кроме того, меньшее число монтажных элементов покрытия позволяет применить на укрупнительной сборке краны малой грузоподъемности (например, автокраны грузоподъемностью 3–5 т). Однако эти структуры также достаточно трудоемкие в монтаже, требуют большого объема ручного труда. Количество монтажных элементов остается значительным, требуется постановка большого числа болтов при укрупнительной сборке блоков.
Технология монтажа структурных покрытий. Монтаж структурных покрытий может осуществляться следующими способами: полностью собранными на земле покрытиями, укрупненными блоками, сборкой на проектной отметке на подмостях, навесной сборкой.
В основном сборка структурной конструкции производится вручную. Для монтажа большепролетных конструкций используются краны малой и средней грузоподъемности. Степень строительной готовности собранного покрытия определяется грузоподъемностью крана. При наличии механизмов достаточной грузоподъемности возможна сборка структуры с элементами кровли (профнастил).
Монтаж структурного покрытия, полностью собранного на земле эффективно выполнять для покрытий площадью до 1000 м2.
Суть этого способа монтажа состоит в следующем. На строительную площадку структуры поставляются в виде плит, имеющих высоту 2–2,5 м и размеры в плане, вписывающиеся в габаритные размеры транспортного средства. Затем непосредственно у места монтажа структурного покрытия выполняется его укрупнительная сборка на временных монтажных опорах высотой 1,2 м (рис. 17, а). Собранную структурную конструкцию с помощью самоходных кранов поднимают над временными монтажными опорами на 100–200 мм и оставляют на 30 мин в таком положении для проверки прочности подвесок и надежности узлов, а также упругой осадки всей системы. В подвешенном состоянии конструкцию обустраивают опорами капителей, системой вентиляции, осветительным оборудованием и др. Затем полностью собранное покрытие поднимается на 0,5 м выше опорных частей колонн и устанавливается в проектное положение. После закрепления смонтированного покрытия с опорными элементами колонн на сварке выполняется растроповка конструкции.
Монтаж структурного покрытия укрупненными блоками. Для этого устраиваются посты (стоянки) конвейерной линии, на которых производится сборка структурной плиты, монтаж технологического оборудования и технических трубопроводов (между нижними и верхними поясами структуры), укладка кровельного настила и утеплителя.
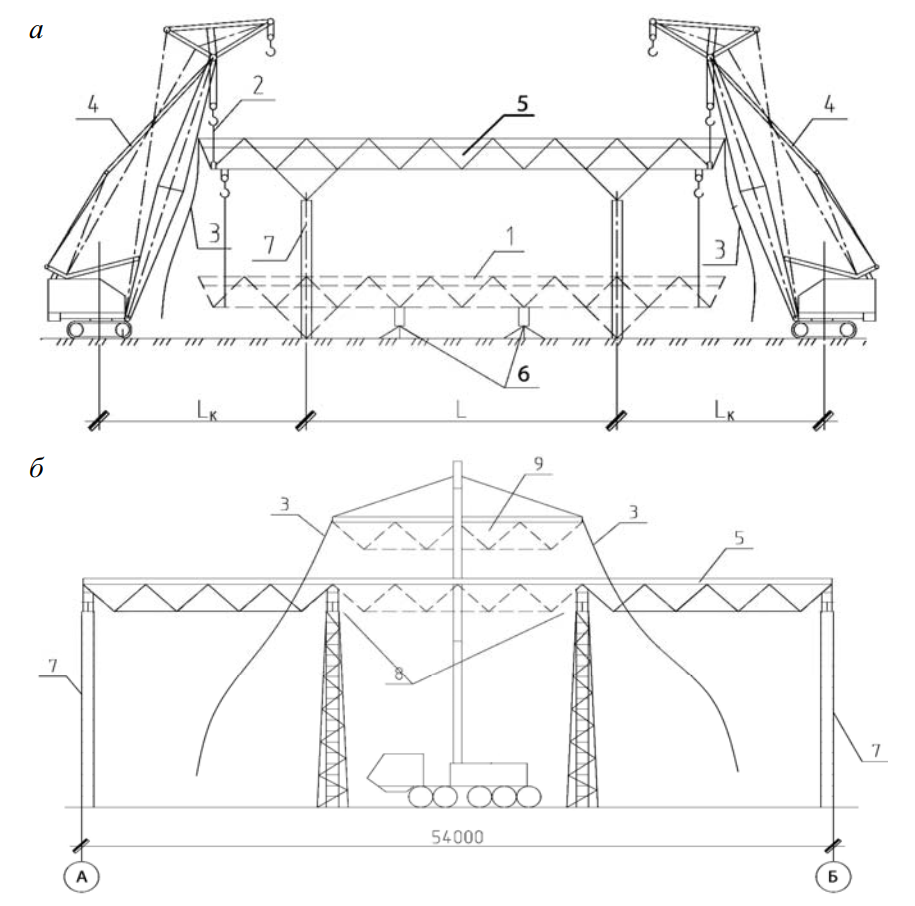
Рис. 17. Схемы монтажа структурных покрытий: а – полностью собранными на земле покрытиями; б – блоками; 1 – собранная на земле структурная конструкция; 2 – стропы; 3 – оттяжки; 4 – гусеничные краны; 5 – установленный блок структурного покрытия; 6 – временная металлическая опора; 7 – колонна; 8 – временные передвижные опоры с монтажными площадками; 9 – монтируемый структурный блок покрытия
Начинают сборку блока с установки торцовых ферм, потом устанавливают элементы нижнего пояса, затем – верхнего. Далее прикрепляют наклонные элементы, примыкающие к нижним и верхним поясам. Болтовые соединения выполняют с применением гайковерта с моментом закручивания 196 Н·м. Отклонение размеров собранного блока от проектных не должно превышать, мм:
- ±3 по ширине блока;
- ±6 по длине для сторон длиной 18 м;
- ±7 по длине для сторон длиной 24 м;
- ±9 по диагонали для блока длиной 18 м;
- ±10 по диагонали для блока длиной 24 м;
- 10 разность отметок опорных узлов.
Стальной настил укладывают после сборки и выверки конструкций блока. Профилированный настил обеспечивает жесткость блока, поэтому подъем блоков без установленного и закрепленного настила не допускается. Собранные на постах блоки покрытия монтируются самоходными кранами. Схемы движения кранов и последовательность установки блоков может быть различной. Например, гусеничный кран, передвигаясь поперек здания, поочередно монтирует блоки в смежных пролетах. В этом случае укрупненные блоки в рабочую зону крана подают на стендовых тележках.
При схеме монтажа блоков по пролетам каждый блок монтируют на заранее установленной позиции. В этом случае их детализируют непосредственно у мест монтажа.
Следует отметить, что стыковка поднятого блока с уже смонтированной конструкцией отдельными стержнями, как правило, не вызывает трудностей.
Строповку блоков осуществляют в узлах их опирания – четырех узловых точках. Для закрепления захватных устройств траверс в опорных узлах монтируемого блока имеются фасонки с отверстиями.
Монтаж структурных покрытий на подмостях. На монтажную площадку структурная конструкция поставляется отдельными стержневыми и узловыми элементами и крепежом. На отметке верха колонн монтируется рабочий настил подмостей. Поэлементная сборка структуры осуществляется на подмостях на отметке верха колонн. Монтаж структуры выполняется захватками, кратными шагу колонн. По завершению монтажа структурного покрытия на захватке подмости перемещают на новую захватку.
Монтаж структурных покрытий методом полунавесной сборки. При таком методе монтажа рекомендуется принять следующую последовательность технологических операций. На земле у места установки структуры на временных монтажных опорах высотой 1,2 м выполняется укрупнительная сборка отдельных структурных блоков (конструктивных элементов) покрытия. Затем с помощью самоходного крана структурный блок покрытия устанавливается на колонны и временные передвижные опоры с монтажными площадками (см. рис. 17, б). По завершению работ по устройству соединительных стыков элементов монтируемого блока с деталями ранее, выполняется растроповка конструкции.
При перекрытии зданий структурными блоками необходимо организовать поточное выполнение следующих технологических циклов:
- установка и выверка временных опор;
- подъем и установка на временные опоры структурных блоков;
- сварка стыков и напряжение их нижних поясов;
- раскружаливание и перемещение временных опор к следующим осям здания.
Предложен также метод устройства структурных покрытий из складывающихся блоков, при котором доставленный на строительную площадку компактный блок растягивается на земле с помощью лебедок и диагональных растяжек в структурную плиту, которая затем устанавливается кранами в проектное положение. Однако, широкого применения на практике этот метод не нашел.
4.2. Монтаж купольных покрытий зданий
Купольные покрытия бывают ребристыми и сетчатыми.
Сетчатые купола из-за разнообразия их конструктивных решений установившихся схем монтажа не имеют.
Ребристые купола могут собираться поэлементно, конструктивными блоками, навесным способом или устанавливаться в целом виде. В качестве временных опор при монтаже ребристых куполов могут использоваться мачты, башни кранов или опоры с радиальноповоротным устройством.
Чаще всего несущую конструкцию купола собирают из предварительно укрупненных на сборочном стенде конструктивных элементов.
Монтаж купола выполняют с помощью центральной мачты с опорным кольцом вверху (рис. 18, а). До начала установки центральной мачты в проектное положение на земле осуществляют ее сборку, оснащают ее стремянками, подмостями и монтажными приспособлениями. Собранную мачту поднимают одним или двумя самоходными кранами, выверяют и раскрепляют стальными канатами (рис. 18, а). После этого устанавливают верхнее опорное кольцо. Укрупненные на земле ребра купола монтируют попарно с двух диаметрально противоположных сторон, опирая внизу на опорную коробчатую балку, а вверху – на опорное кольцо.
Между собой ребра соединяют кольцевыми прогонами. Пологие купола рекомендуется возводить с помощью кран-мачт (рис. 18, б), используя их в качестве временных центральных опор. После установки и закрепления ребер ослабляют клинья в опорной клетке под основанием мачты и производят раскружаливание установленных конструкций. После окончания работ мачту демонтируют, для чего разрезают ее ниже и выше верхнего кольца купола. Обе отрезанные части увозят, а оставшаяся вваренная в опорное кольцо часть остается составным элементом в конструкции купола.
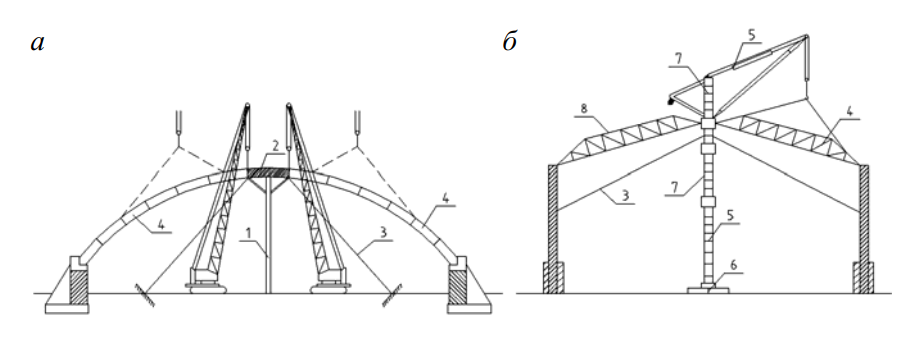
Рис. 18. Монтаж куполов с использованием центральной опоры: а – мачты с опорным кольцом; б – кран-мачты; 1 – центральная мачта с опорным кольцом; 2 – опорное кольцо; 3 – оттяжка; 4 – монтируемый конструктивный блок купольного покрытия; 5 – кран-мачта; 6 – опорная часть кран-мачты, регулируемая с помощью клиньев; 7 – демонтируемая часть кран-мачты; 8 – смонтированный блок купольного покрытия
При использовании в качестве опоры центральной башни и радиально-поворотного устройства работы начинают с устройства монолитного основания под башню и кольцевых рельсовых путей, размещаемых на металлической эстакаде вокруг купола. Отдельные отправочные марки металлических конструкций укрупняют в складки стреловыми кранами в зоне действия радиально-поворотного устройства, затем поднимают их в наклонном положении, соответствующем их проектному расположению, и после геодезической проверки сваривают. Консоль купола также укрупняется из отдельных элементов, поднимается в проектное положение радиально-поворотным устройством и закрепляется болтами и сваркой.
Метод подъема купола в целом виде очень сложен и поэтому широкого распространения в практике строительства не нашел.
Поэлементный монтаж. Основой метода поэлементного монтажа купола, как и для всех ранее рассмотренных методов монтажа куполов, является наличие двух опор для закрепления несущих ребер. Одной из таких опор, как правило, является центральная мачта с опорным кольцом вверху (рис. 18, а) либо кран-мачта (рис. 18, б).
Технология поэлементного монтажа купола делится на два этапа:
- этап I — монтаж опорных конструкций купола (несущих ребер);
- этап II — монтаж конструкции покрытия (прогоны, профнастил и др.).
Монтаж собранных на земле конструкций купола (несущие ребра) выполняется самоходными кранами. Монтаж конструкции покрытия (прогоны, профнастил и др.) производился с подвижных площадок, которые опираются на верхнее кольцо купола и на кольцо наружного контура.
Монтажные работы при такой схеме производства работ являются достаточно трудоемкими, так как связаны с большим объемом работ на высоте.
4.3. Монтаж висячего покрытия с использованием вантовых ферм
Монтаж вантовых покрытий состоит из следующих операций:
- монтаж колонн наружного диаметра;
- монтаж наружного опорного кольца;
- установка средней стойки с домкратами;
- установка центральных опорных колец;
- изготовление вант;
- монтаж вантовых полуферм;
- первоначальное натяжение полуферм;
- монтаж панелей покрытия с заделкой стыков;
- рабочее натяжение вантовой системы;
- окончательное замоноличивание плит покрытия.
Обычно монтаж колонн наружного диаметра осуществляют безвыверочным методом. После монтажа колонн возводят наружное опорное железобетонное кольцо. Сборное железобетонное кольцо опирается на консоли всех металлических колонн (рис. 19, а, б). Арматуру стыков элементов кольца сваривают ванной сваркой. После чего стыки замоноличивают. Кольцо монтируют из отдельных железобетонных элементов длиной 6 м и сечением 2,80 x 0,62 м. Элементы кольца устанавливают и закрепляют на стальных консолях колонн.
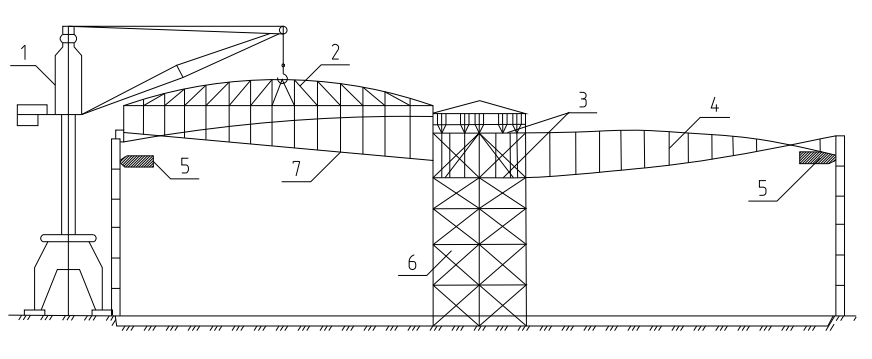
Рис. 19. Технологическая схема перекрытия вантовыми фермами: 1 – башенный кран; 2 – траверса 3 – постоянная цилиндрическая опора из двух колец и стоек; 4 – установленная вантовая ферма; 5 – опорное железобетонное кольцо; 6 – временная монтажная опора; 7 – монтируемая вантовая ферма
Далее осуществляют крановый монтаж специально изготовленной центральной монтажной башни со стальной решетчатой конструкцией (рис. 19, б). На этой башне будут смонтированы два центральных опорных металлических кольца. Для освобождения опор башни после монтажа покрытия на ней были установлены домкраты под каждое кольцо. На центральной опоре устроена площадка между кольцами, на которой сосредоточены все устройства и оборудование для натяжения вантовой системы.
При возведении вантового покрытия применяют способ сборки полуферм на нулевой отметке. Полуфермы собирают на сборочной площадке и монтируют целиком башенным краном.
Стойки в конструкции полуфермы устанавливают с таким расчетом, чтобы после предварительного натяжения системы они заняли строго вертикальное положение. Собранную таким образом полуферму при помощи специальной траверсы краном устанавливают в проектное положение. При этом вначале закрепляют на внешнем контуре с помощью цилиндрического шарнира стабилизирующий трос, а затем – несущий. Анкерный стакан несущего троса вместе с заблаговременно надетыми сферическими шайбами заводят сверху в специальное гнездо вверху колонны. В нижнем опорном кольце на центральной монтажной башне закрепляют противоположный конец несущего троса и последним закрепляют второй конец стабилизирующего троса. Этот трос со стороны внутреннего кольца имеет удлинитель – стальной стержень с нарезкой, что позволяет первоначально закрепить трос на кольце гайкой через сферические шайбы. Так свободно будут навешены все полуфермы покрытия.
После установки и закрепления всех полуферм натягивают рабочие и стабилизирующие канаты на первоначальное усилие. Одновременно натягивают четыре полуфермы в двух взаимно перпендикулярных направлениях.
После предварительного натяжения тросов ферм, центральные стальные кольца вантовой системы при помощи домкратов раскружаливаются, а временная опорная башня демонтируется.
Затем монтируют кровельный настил. Покрытие разбивают на четыре равных сектора, в которых одновременно осуществляется монтаж покрытия с укладкой элементов в рациональном направлении. Плиты покрытия укладывают на канаты от нижней отметки к верхней при равномерном загружении вантовой системы и соединяют между собой, в швы укладывают арматуру.
До замоноличивания швов кровельного настила осуществляют рабочее натяжение вант гидравлическими домкратами. Натяжение вант осуществляют только с одной стороны, обычно со стороны наружного опорного кольца.
Преимущества метода. Применение вантовых ферм с пересекающимися тросами (несущим и стабилизирующим) уменьшает строительный объем здании. Конструктивное решение позволяет выполнять большинство работ по сборке вантовых ферм на нулевых отметках, что значительно снижает трудоемкость работ. Конструктивное решение фермы и траверсы позволяет упростить монтаж, закрепление тросов на опорах сводится к элементарным действиям.
5. Монтаж сооружений из листовой стали
Конструкции многих промышленных сооружений (доменные печи, воздухонагреватели, газгольдеры, резервуары, бункера, силосы и др.) выполняют из листовой стали толщиной от 3 до 45 мм.
Монтаж сооружений из листовых конструкций осуществляется следующими способами:
- отдельными листами (полистовой метод);
- предварительно укрупненными поясами или блоками (из нескольких заготовок или поясов);
- разворачиванием рулонных заготовок (сваренных на заводах полотнищ из листов толщиной до 6 мм), свернутых в рулон и имеющих габарит, допускающий транспортирование;
- подъемом целиком предварительно собранных в горизонтальном положении сооружений.
Полистовой метод монтажа. Монтаж выполняется в следующей технологической последовательности: разметка, раскрой листов, правка, а иногда и вальцовка листов, сборка и сварка заготовок (полотнищ), сборка конструкции из заготовок с прихваткой, сварка стыков. Используется этот метод для возведения крупных вертикальных цилиндрических резервуаров емкостью более 50 тыс. м3, а также при строительстве доменных печей. Перед монтажом резервуара устраивается песчаное основание, диаметр которого на 1,5 м больше диаметра днища. Для отвода атмосферных осадков основание устраивают на 0,4–0,5 м выше уровня земли с откосами по краям. Основание принимают по акту с проверкой: правильности разбивки осей; наличия обозначенного центра основания (в центре должен быть забит знак из трубы — 40 мм на глубину 500–600 мм); соответствия уклона основания проекту; обеспечения отвода поверхностных вод от основания; соответствия толщин и технологического состава гидроизолирующего слоя проектному.
Монтаж цилиндрических вертикальных резервуаров начинают со сборки днища. На специально оборудованной площадке выполняется изготовление полотнищ днища – сварка отдельных заводских заготовок по узкой кромке встык. Затем изготовленные полотнища днища с помощью автомобильного крана укладывают на предварительно подготовленное основание резервуара. Сборку днища ведут от середины к краям резервуара. Полотнища стыкуют внахлестку и сваривая двумя швами — верхним сплошным и нижним прерывистым (рис. 20, б).
Стенки резервуара собирают из поясов, соединяя их внахлестку, напуская (снаружи) кромку нижнего пояса на верхний и сваривая их с двух сторон (рис. 20, а).
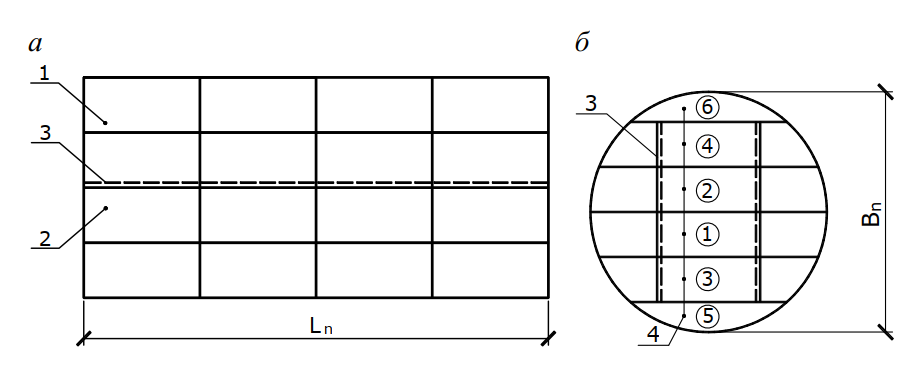
Рис 20. Схема полистовой сборки элементов резервуара: а – стенок; б – днища; 1 – верхний пояс резервуара; 2 – нижний пояс резервуара; 3 – сварное соединение листов; 4 – полотнища днища резервуара; 1 … 6 – последовательность сборки днища из полотнищ
Для сборки нижнего пояса резервуара к днищу приваривают уголки-упоры, на которые в процессе сборки стенки резервуара поджимают и временно крепят отдельные пояса. При производстве сборочных и сварочных работ на высоте пользуются подвесными подмостями, прикрепляемыми непосредственно к стенкам резервуара. Листы и заготовки в процессе монтажа подают мачтовыми стационарными или самоходными стреловыми кранами малой грузоподъемности.
Полистовую сборку в процессе укрупнения осуществляют на специальных стендах, оборудованных фиксаторами. При сборке поясов и кольцевых блоков для обеспечения точного совпадения элементов в стыке между блоками нижний пояс последующего блока собирают на верхнем поясе ранее собранного.
Монтаж предварительно укрупненными блоками. Монтаж резервуара начинают со сборки днища из заранее сваренных полотнищ. Технология устройства днища резервуара аналогична изложенной при возведении резервуаров методом полистовой сборки.
В дальнейшем монтаж резервуара ведут способом наращивания – устанавливают готовые блоки (пояса) стен резервуара на днище и на ранее смонтированные пояса.
Сборку, укрупнение и сварку конструкций в монтажные блоки выполняют на площадке укрупнительной сборки и сварки, оборудованной стендами.
Блоки к месту монтажа подаются самоходными кранами. Блоки перед подачей оборудуют навесными подмостями, а вдоль верхней кромки устанавливают фиксаторы. Строповку блоков осуществляют траверсами с тремя и более захватами.
Большое значение имеет точность установки поясов, от которой зависит точность сборки всего сооружения. Особое внимание уделяют установке и выверке первого пояса, проверяя форму эллипса пояса по его диаметрам, смещение центра сооружения и каждого устанавливаемого пояса, горизонтальность верхней кромки. При установке поясов их прикрепляют прихваткой. По мере установки поясов сваривают монтажные стыки, не допуская отставания сварочных работ больше чем на два-три пояса. Швы сваривают автоматами или полуавтоматами.
Монтаж конструкций укрупненными монтажными блоками, состоящими по высоте из одного или нескольких поясов, разделяют следующим образом (рис. 21).
Сборку элементов корпуса и днища выполняют с помощью сборочных приспособлений, фиксирующих проектные зазоры между кромками. Элементы корпуса до монтажа рекомендуется собирать в пояса и укрупнять в монтажные блоки на площадке укрупнительной сборки и сварки в ниже приведенной последовательности.
На стенде для сборки блоков собираются пояса из вальцованных элементов и временно закрепляются между собой с помощью сборочных приспособлений. После выверки собранного пояса выполняется ручной дуговой сваркой корень шва между смежными элементами пояса и далее аналогично собираются последующие пояса. Укрупнительную сборку смежных поясов в монтажные блоки производят путем установки краном одного пояса на другой, временно закрепляя их между собой с помощью сборочных приспособлений.
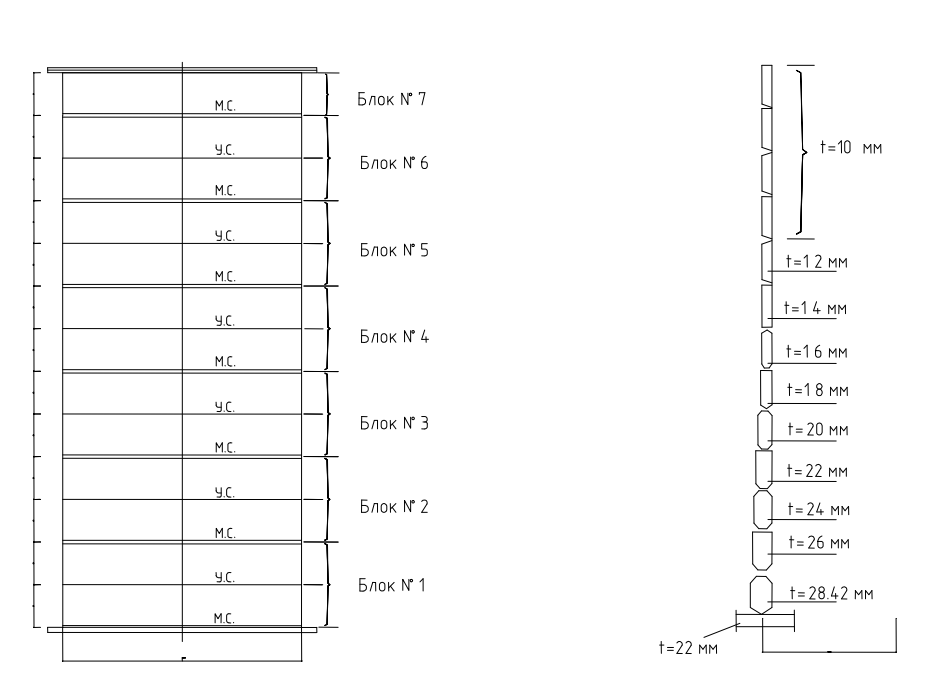
Рис. 21. Членение корпуса на монтажные блоки: М.С. – монтажный стык; У.С. – укрупненный стык
После выполнения ручной дуговой сваркой корня шва между смежными поясами в горизонтальном положении собранный блок краном устанавливают на стенд автоматической сварки, оборудованный приводом для вращения блока вокруг горизонтальной оси, параллельной образующей стенки блока, и производят автоматическую сварку всех проектных швов монтажного блока в нижнем положении.
Монтаж днища, состоящего из отдельных листов и окраек, следует начинать с установки кольца окраек и центрального листа днища. Горизонтальное положение окраек и центрального листа днища выверяют с помощью винтовых упоров на каждом элементе кольца окраек и центральном листе днища (рис. 22). Элементы окраек следует устанавливать с точностью по высотной отметке +2 мм, центральный лист днища — +3 мм.
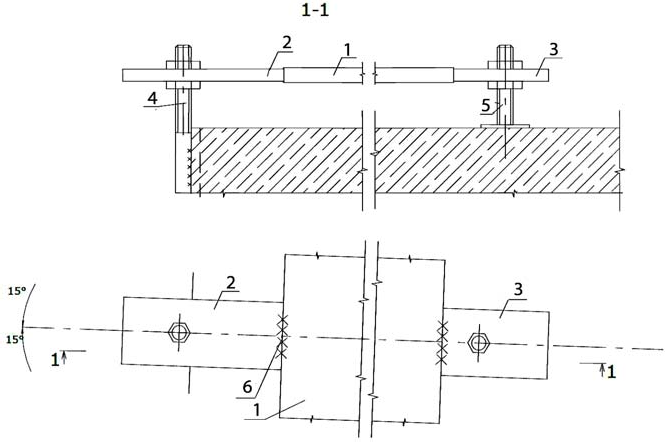
Рис. 22. Установка окраек: 1 – окрайка; 2, 3 – шайбы; 4, 5 – винтовые упоры; 6 – сварка на монтаже
После окончания сборки кольца окраек, установки центрального листа днища, а также проверки отсутствия изломов в стыках окраек и соответствия проекту зазоров в этих стыках фиксируется центр монтируемой конструкции с нанесением оси и отметки на окрайках положения наружного радиуса конструкции. Метку, как правило, наносят яркой несмываемой краской.
Сборку и сварку окраек и элементов днища обычно осуществляют в соответствии со специально разработанной технологией последовательности сварочных работ. Эта технология должна обеспечить получение минимальных сварочных деформаций.
Кольцевые швы между смежными блоками в проектном положении выполняют ручной дуговой сваркой аналогично сварке резервуаров.
Смонтированный резервуар предварительно укрупненными поясами или блоками может иметь отклонения внутреннего диаметра на уровне верха и низа каждого пояса (эллиптичность) не более ±60 мм. Отклонение общей высоты корпуса резервуара не должно превышать ±50 мм. Отклонение корпуса от вертикальной оси по всей высоте резервуара не должно превышать 30 мм.
Испытания резервуара смонтированного предварительно укрупненными поясами или блоками. Для проверки прочности, устойчивости и герметичности конструкций должны проводиться прочностные испытания. Каждый резервуар должен быть испытан на прочность и на гидростатическую нагрузку наливом воды на полную высоту стенки корпуса.
До начала испытаний должны быть закончены работы по монтажу и контролю качества сварных соединений, а также оформлена в установленном порядке техническая документация. Такое гидравлическое испытание проводят при температуре окружающего воздуха +5 °С и выше, а температура воды при этом должна быть в пределах 5–40 °С. Наполнение следует производить ступенями по поясам с выдержками на каждой ступени, необходимыми для осмотра. Далее по мере наполнения резервуара водой необходимо наблюдать за состоянием конструкций и сварных швов. При обнаружении течи из-под края днища или появления пятен на поверхности отмостки необходимо прекратить испытание, слить воду, установить причину течи и устранить ее. Если в процессе испытания будут обнаружены свищи, течи или трещины в стенке корпуса (независимо от величины дефекта), испытание должно быть прекращено и вода слита полностью или до необходимого уровня. Обнаруженные за это время мелкие дефекты (свищи, отпотины) исправляют и вновь проверяют герметичность декомпозера.
После этих операций резервуар, залитый до проектной отметки, следует испытывать на гидростатическое давление с выдерживанием под этой нагрузкой не менее 24 ч.
Метод рулонирования. Рулонная технология изготовления листовых конструкций создает условия для индустриализации строительства листовых конструкций при минимальных затратах на их изготовление, транспортирование и монтаж. Из рулонированных заготовок монтируют вертикальные цилиндрические резервуары емкостью до 30 тыс. м3, корпуса воздухонагревателей доменных цехов, газгольдеры и трубопроводы больших диаметров.
Сущность рулонной технологии изготовления заключается в том, что отдельные листы вертикальной стенки корпуса резервуара сваривают на заводе-изготовителе в одно полотнище, ширина которого равна высоте резервуара, а длина — длине развертки стенки резервуара. Автоматическую сварку полотнища производят на специальном двухъярусном механизированном стане. По мере сварки полотнище резервуара сворачивается в рулон. В такой рулон могут сворачиваться сваренные полотнища вертикальной стенки корпуса резервуара, днища. Сворачивают полотнища на специальный каркас для рулонирования, конструкция которого обеспечивает получение качественной цилиндрической формы рулона и сохранность этой формы при выполнении погрузочно-разгрузочных работ и транспортировании.
Более рационально использование в качестве каркаса для рулонирования шахтной лестницы или центральной стойки резервуара. Конечная кромка навернутого полотнища закрепляется к рулону с помощью приваренных удерживающих планок, которые обеспечивают надежную упаковку рулона. Масса рулона в зависимости от объема резеруара может достигать 60–65 т.
Рулонная технология изготовления принята в нашей стране основной при сооружении цилиндрических резервуаров, при которой стенки, днища, центральные части плавающих крыш и понтонов изготовляют и поставляют на монтажную площадку в виде рулонированных полотнищ, а покрытия, короба понтонов и плавающих крыш, кольца жесткости и другие конструкции — укрупненными элементами.
Все резервуары монтируют на песчаном основании, диаметр которого должен быть на 1,4 м больше диаметра днища. Для отвода атмосферных осадков основание устраивают на 0,4–0,5 м выше уровня земли с откосами по краям.
Перед монтажом резервуара его основание принимают по акту с проверкой: правильности разбивки осей; наличия обозначенного центра основания (в центре должен быть забит знак из трубы — 40 мм на глубину 500–600 мм); соответствия уклона основания проекту; обеспечения отвода поверхностных вод от основания; соответствия толщин и технологического состава гидроизолирующего слоя проектному; правильности устройства фундамента под шахтную лестницу.
Днища типовых резервуаров любого объема и стенки резервуаров объемом до 30 тыс. м3 изготовляют в виде рулонов. Обычно рулонированные конструкции транспортируются на четырехосных железнодорожных платформах грузоподъемностью 60 т. Разгружают рулоны с железнодорожной платформы с помощью грузоподъемного крана или тракторов. Схема разгрузки рулона с железнодорожной платформы тракторами приведена на рис. 23.
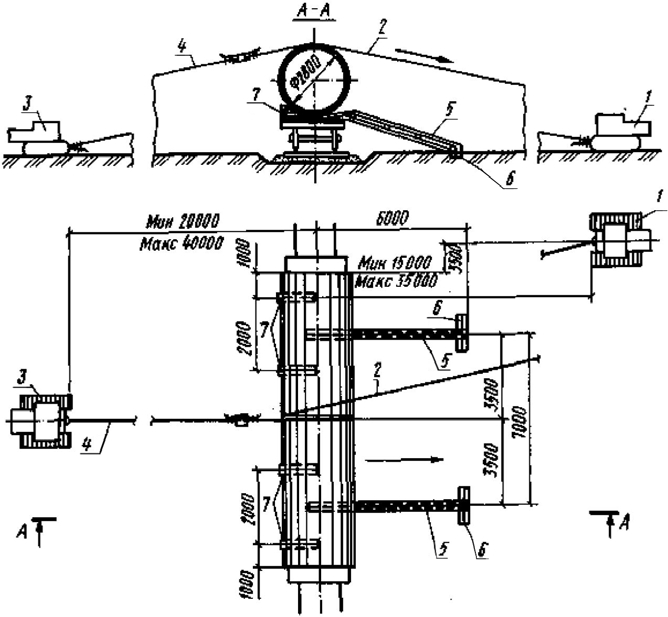
Рис. 23. Схема разгрузки рулона с железнодорожной платформы: 1 – тяговый трактор; 2 – тяговая ветвь каната; 3 – тормозной трактор; 4 – тормозная ветвь каната; 5 – разгрузочные балки; 6 – подкладки из полушпал; 7 – деревянный страховочный клин
Транспортировать рулоны с завода-изготовителя на строительную площадку можно и автотранспортом. В этом случае применяются прицепы грузоподъемностью 60 т, оборудованные поворотной седловиной, совместно с двухколесным прицепом-роспуском грузоподъемностью 25 т, а также прицеп с удлиненной платформой или трейлеры.
От места разгрузки к месту монтажа рулоны перевозят автотранспортом. При небольших расстояниях и наличии ровной поверхности возможна перекатка рулона тракторами.
Днища резервуаров объемом до 2000 м3 и диаметром до 12 м полностью сваривают на заводе-изготовителе и сворачивают в рулон, который перекатывают на основание так, чтобы середина рулона располагалась по оси основания. Днища резервуаров большего объема, диаметр которых превышает 12 м, и которые по этой причине не могут быть погружены целиком на платформу длиной 13,66 м, выполняют из нескольких частей, укладываемых одна на другую при сворачивании в рулон.
Следующим этапом является монтаж стенки резервуара, свернутой в рулон на заводе-изготовителе. При наличии на площадке стрелового крана необходимой грузоподъемности рулон стенки подают на днище резервуара с помощью стрелового крана или лебедкой перекатывают на днище по брусьям (из шпал или бревен), скрепленным строительными скобами. Чтобы обеспечить сохранность днища от повреждения и возможность подведения под рулон опорного шарнира для подъема рулона из горизонтального в вертикальное положение, между рулоном и днищем за счет увеличения высоты накаточных путей создают зазор 450–500 мм. Затем на днище укладывают стальной лист — поддон (толщиной 6–8 мм), на который рулон стенки будет опираться после его установки в вертикальное положение. Поддон способствует сохранению сварных швов днища и нижней кромки рулона от повреждения при его разворачивании.
Совместное движение рулона и поддона при разворачивании обеспечивают уголки-ограничители, которые приваривают к поддону по окружности с таким расчетом, чтобы после подъема рулона эти уголки оказались внутри него. Подъем рулона из горизонтального положения в вертикальное осуществляют методом поворота при помощи шевра.
Установленный на поддоне рулон обвязывают петлей из каната и с помощью трактора смещают к краю днища в такое положение, при котором замыкающая кромка с закрепленной на ней стойкой жесткости и лестницей заняла бы свое проектное положение. Для этого на днище после его сварки отмечают центр, из которого проводят окружность радиусом, равным наружному радиусу нижнего пояса стены резервуара. По намеченной окружности равномерно с интервалом около 1 м приваривают уголки, служащие упорами стенки при разворачивании рулона. Далее, не ослабляя петли из каната, пользуясь лестницей, расположенной на стоике жесткости, разрезают кислородом планки, сдерживающие рулон от раскручивания. Верх стойки предварительно раскрепляют в радиальном направлении двумя расчалками. Плавно ослабляя петлю, рулону дают возможность развернуться под действием упругих сил, возникающих при его сворачивании. Свободную наружную кромку рулона прижимают к упорному уголку и прихватывают сваркой к днищу.
Дальнейшее разворачивание производят принудительно. Для этого на высоте 0,5 м от днища к рулону приваривают скобу и закрепляют к ней свободный конец тягового каната от трактора или лебедки. По мере разворачивания стенку рулона прижимают к упорным уголкам и закрепляют прихватками к днищу снаружи и изнутри. Скобу для крепления тягового каната периодически срезают и приваривают на новое место, так как с одной ее установки можно развернуть менее половины длины витка или около 3 м (диаметр рулона 2,8 м).
Во избежание самопроизвольного сворачивания рулона при переносе тягового каната между развернутой частью стенки и навернутой частью рулона вставляют стальной клиновой упор, перемещаемый вручную по днищу.
Одновременно с разворачиванием рулона стенки на верхней ее кромке краном устанавливают элементы кольца жесткости и щиты покрытия, фиксирующие цилиндрическую форму верха резервуара. До установки кольца жесткости устойчивость верхней кромки развернутой части стенки и правильную ее форму обеспечивают с помощью расчалок.
Каждый щит покрытия имеет форму сектора круга и состоит из двух радиальных балок с распорками между ними и приваренного к ним листового настила.
Для монтажа щитов в центре резервуара устанавливают временную (при сферическом покрытии) или постоянную (при плоском покрытии) опору, на верху которой закрепляют седло круглой формы, называемое короной, и предназначенное для опирания вершины каждого щита.
Перед установкой замыкающего щита необходимо вывести из резервуара шахтную лестницу, служившую каркасом последнего рулона стенки. Для этого первоначально срезают уголки-ограничители с поддона и вытаскивают его. Нижнюю замыкающую (свободную) кромку рулона временно прихватывают к днищу и срезают сварные швы, которыми вертикальная кромка рулона была закреплена к стойкам каркаса шахтной лестницы. Освободившуюся лестницу извлекают краном через проем в покрытии. Монтажный стык стенки обычно сваривают внахлестку. Для этого ее нижнюю кромку освобождают от прихватки к днищу и подтягивают к начальной кромке стенки, плотно прижимают их друг к другу по всей высоте с помощью стяжных приспособлений, после чего устанавливают замыкающий щит кровли.
Далее раскружаливают покрытие (только сферическое), вынимают через корону временную опору, укладывают и приваривают центральный щит кровли.
В ходе разворачивания рулонной стенки и щитов покрытия проверяют отклонение стенки от вертикали, которое не должно превышать 90 мм по всей ее высоте.
Схема монтажа резервуара из рулонированных полотнищ приведена на рис. 24.
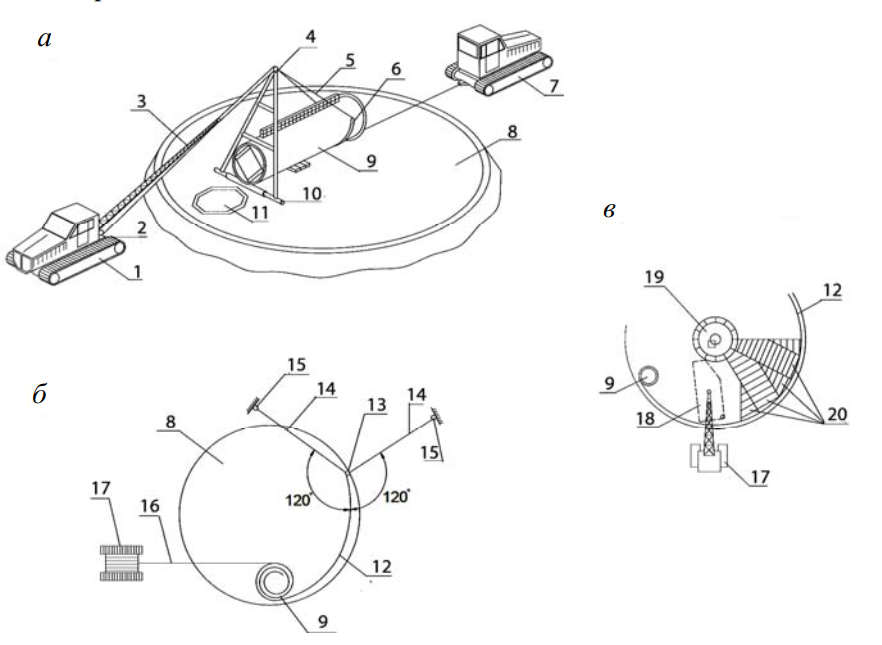
Рис. 24. Схема монтажа резервуара из рулонированных полотнищ: а – подъем рулона; б – разворачивание рулона; в – монтаж покрытия; 1, 7 – тракторы; 2 – якорь полиспаста; 3 – полиспаст; 4 – шевр; 5 – тяга; 6 – строп; 8 – днище; 9 – рулон; 10 – шарнир; 11 – поддон; 12 – развернутая часть полотнища стенки; 13 – стойка жесткости с лестницей; 14 – расчалка; 15 – якорь; 16 – тяговый канат; 17 – монтажный кран; 18 – монтируемый щит покрытия; 19 – оголовок центральной стойки; 20 – установленные щиты
Приемочный контроль качества монтажных сварных швов и соединений. В ходе выполнения монтажных работ испытывают на плотность монтажные сварные соединения днища, стенки и кровли. Поскольку доступ к сварным швам днища со стороны основания невозможен, их испытывают на плотность вакуум-аппаратом, представляющим собой металлическую коробку размером 250 x 350 x 700 мм без дна. Верхнюю крышку выполняют из прозрачного материала (армированного или органического стекла) для возможности в ходе испытаний наблюдения за швами. На одной из белых боковых стенок аппарата вваривают штуцер для подключения воздушного рукава к вакуум-насосу. Снизу к стенкам аппарата по периметру прикрепляют полоску губчатой резины, обеспечивающей его плотное прилегание к поверхности днища даже в местах нахлесточных соединений. Перед испытанием все швы очищают от грязи, шлака, окалины, а затем обильно смачивают мыльным раствором.
Во время испытания внутри аппарата вакуум-насосом создают разрежение в пределах 50–60 ГПа.
Вследствие разрежения через имеющиеся в швах неплотности внутрь аппарата начинает проходить воздух, вызывающий образование хорошо заметных мыльных пузырей, по которым и обнаруживают дефектные места. Эти участки сварных швов вырубают, заваривают и вновь испытывают.
Монтажные сварные швы стенки и кровли резервуаров испытывают на плотность (герметичность) керосином. Обладая высокой капиллярностью (большой силой поверхностного натяжения), керосин проникают через мельчайшие зазоры (неплотности). До испытания сварные швы снаружи закрашивают на ширину 100–150 мм меловым раствором. Опрыскивание стыковых швов и введение керосина под нахлестку выполняют с противоположной стороны не менее двух раз с интервалом 10 мин. При наличии в швах дефектов на поверхности, покрытой мелом, появляются хорошо видимые темные пятна керосина. Продолжительность испытания 4 ч при положительной температуре и 8 ч — при отрицательной температуре окружающего воздуха.
Кроме того, замыкающий монтажный шов стенки в местах его пересечения с горизонтальными швами просвечивают проникающими излучениями. Длина каждого снимка должна быть не менее 240 мм. Взамен просвечивания разрешается (при толщине стали 10 мм и более) производить контроль ультразвуком с последующим просвечиванием участков швов с признаками дефектов.
Заключительным этапом является гидравлическое испытание с целью проверки плотности соединений и прочности сооружения в целом.
При гидравлическом испытании резервуар постепенно заполняют водой на высоту, предусмотренную проектом, внимательно наблюдая за его осадкой и состоянием сварных соединений. Если в процессе испытаний обнаруживают течь из-под края днища, необходимо воду слить полностью, а при обнаружении трещин в швах стенки — воду сливают до уровня ниже выявленного дефекта. После устранения дефектов испытания продолжают.
Одновременно с гидравлическим испытанием плотность сварных соединений кровли резервуаров проверяют сжатым воздухом. Для этого закрывают все люки кровли, вследствие чего при наполнении резервуара водой давление воздуха внутри него повышается. Сварные швы кровли смачивают мыльным раствором и дефектные участки отмечают по местам появления пузырей.
Резервуар считается выдержавшим испытание, если в течение 24 ч после его заполнения водой на поверхности стенки или по краям днища не появятся течи и уровень воды не понизится.
Перед проведением испытаний весь персонал, принимающий в них участие, должен пройти инструктаж. На все время испытаний устанавливают границу опасной зоны с радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием. Контрольные приборы располагают за пределами опасной зоны или в безопасных укрытиях.
Гидравлическое испытание рекомендуется производить при температуре наружного воздуха не ниже +5 °С. При испытании в зимних условиях необходим подогрев или непрерывная циркуляция воды во избежание ее замерзания в трубах и задвижках, а также обмерзания стенок резервуара. На резервуар, выдержавший испытания, составляют паспорт.
6. Технология выполнения болтовых и сварных соединений элементов металлических конструкций
Сборка болтовых соединений. Стыки металлических конструкций закрепляют главным образом болтами нормальной и повышенной точности, высокопрочными болтами и электрической сваркой. При изготовлении стальных строительных конструкций на заводахизготовителях выполняют их «общую» или «контрольную» сборку.
Конструктивные элементы геометрически сложных и особо ответственных конструкций проходят на заводе полную сборку из отправочных элементов. При этом производится контроль соосности, геометрических размеров и рассверливаются до проектных размеров отверстия под болты в монтажных стыках. При общей сборке конструкций маркируют и составляют соответствующую схему, по которой их собирают на строительной площадке.
Массовые, однотипные конструкции, отверстия в которых сверлятся не по разметке, а по шаблонам в кондукторах на проектный диаметр, проходят контрольную сборку. Собирается первый экземпляр и, например, каждый десятый. Отправочные одинаковые марки таких конструкций взаимозаменяемы.
Сборка болтовых соединений состоит из следующих операций: подготовка стыкуемых поверхностей; совмещение отверстий под болты; стягивание пакета (соединяемых деталей стыка) и рассверливание отверстий до проектного диаметра (в соединениях на болтах повышенной точности, если на заводе они были выполнены на меньший диаметр).
После очистки стыкуемых поверхностей от грязи, наледи, снега, удаления заусенцев на кромках деталей и отверстий производится сборка стыков и узлов.
Если при транспортировании в элементах стыков образовались погнутости или вмятины, необходимо произвести их правку для обеспечения при сборке плотного касания всех элементов стыка или узла. На монтаже для рассверливания отверстий применяют электрические сверлильные машины.
Для совмещения всех элементов стыка пользуются проходными оправками, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Часть отверстий (не менее 10 %) заполняется пробками (рис. 25). Пробки фиксируют взаимное расположение соединяемых элементов от сдвига. После установки пробок оправки выбивают.
При установке болтов пакет обязательно стягивают, так как без плотного касания на поверхностях элементов стыка может начаться коррозия. Как правило, затяжку болтов начинают от середины поля
болтов к краям. По мере установки очередных болтов подтягивают ранее установленные болты. Под головки болтов нормальной и повышенной точности ставится по одной шайбе и под гайку не более двух шайб. Резьба болта должна находиться вне тела пакета соединяемых элементов.
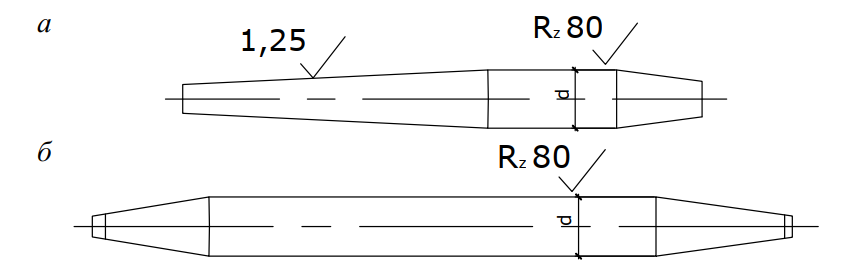
Рис. 25. Технолгическая оснастка для сборки болтовых соединений: а – проходная оправка; б – пробка
Гайки закрепляют контргайками, пружинными шайбами, забивкой резьбы или прихваткой в соответствии с указаниями проекта. Гайки временных и постоянных болтов без контролируемого натяжения завертывают ручными коликовыми ключами (рис. 26), имеющими с одной стороны зев для гайки, а с другой — коническую часть — колик, который служит оправкой при совмещении отверстий в деталях узла.
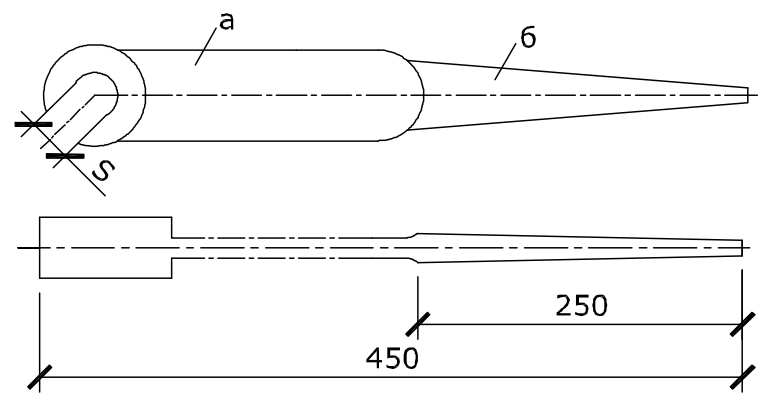
Рис. 26. Ключ коликовый монтажный: а – зев ключа; б – колик; s – размер под ключ
Установку высокопрочных болтов начинают с подготовки соприкасающихся поверхностей монтажных соединений. Удаляют заусеницы и очищают соприкасающиеся поверхности не ранее чем за 7 ч до установки болтов. Поверхности целесообразнее очищать обжигом многопламенными ацетилено-кислородными горелками. Болты, шайбы и гайки тщательно очищаются от смазки в кипящей воде, а затем — в бензине. Болты комплектуются с навернутыми гайками и двумя шайбами (одна под головку, другая под гайку), гайки прогоняются по всей резьбе без усилий.
Если гайка идет туго, ее заменяют. Комплекты болтов на каждый стык укладывают в инвентарные ящики-контейнеры, которые прикрепляют к элементам конструкций возле стыков.
До установки высокопрочных болтов соединение собирают на пробках и временных болтах и стягивают так, чтобы щуп толщиной 0,3 мм проходил вглубь пакета не более чем на 20 мм. Резьбу гаек высокопрочных болтов слегка смазывают минеральным маслом. Смазывать болт и поверхность гайки не разрешается. Болты в один прием затягивают гайковертом или ручным динамометрическим ключом. При отсутствии таких гайковертов затягивание осуществляют в два приема: сначала на величину меньше требуемой — гайковертом ИП-3106, а затем тарировочным ключом. Со стороны гайки после натяжения должно оставаться не менее трех ниток резьбы.
Величину крутящего момента для закручивания гаек высокопрочных болтов определяют по формуле
MK = Ndku,
где N – расчетное усилие натяжения болта, Н; d – диаметр болта, м; ku – коэффициент, зависящий от качества нарезки, принимаемый в пределах 0,186–0,193.
Тарировка ключей и гайковертов должна осуществляться систематически до начала и в середине смены. Болты, дотянутые до проектного усилия, отмечаются краской.
При применении в узлах и стыках высокопрочных болтов используют ключи-мультипликаторы (табл. 1).
Таблица 1
Техническая характеристика ключей-мультипликаторов
| Показатель | КПМ-130 | КПМ-220 |
| Момент затяжки, Н м | 500–1300 | 1100-2200 |
| Относительная погрешность, не более, % | +5 | +5 |
| Передаточное число | 16 | 16 |
| Усилие на рукоятке, Н | 200 | 200 |
| Габариты, мм | 188 x 96 x 278 | 220 x 112 x 278 |
| Масса (без сменных головок и рычага), кг | 7,7 | 11,35 |
Сварные соединения. Монтажные соединения решетчатых и стержневых конструкций собирают преимущественно при помощи прихваток. Стыки тяжелых конструкций собирают при помощи сборочных приспособлений. Сварка монтажных соединений решетчатых и стержневых конструкций обычно выполняется вручную, а иногда — полуавтоматами с применением порошковой и голой легированной проволоки. В процессе сборки листовых конструкций широко используются сборочные приспособления, которые удаляются по мере сварки стыков. При автоматической сварке допускается предварительная подварка швов вручную.
Стыки можно сваривать следующими способами сварки: автоматической электрошлаковой; под флюсом; с применением порошковой проволоки; полуавтоматической; в среде углекислого газа; ручной.
Почти все виды автоматической и полуавтоматической сварки являются многошовными, только электрошлаковая сварка независимо от толщины стали выполняется за один проход бездуговым процессом. Эта сварка применима только для горизонтальных швов.
Сварка стыков может быть одно- и двусторонней. Швы большой протяженности вручную сваривают участками длиной по 300–400 мм. Направление сварки каждого участка должно быть противоположно направлению сварки всего шва. При толщине свариваемого металла более 8 мм сварной шов образуют в несколько слоев секционным способом или горкой.
Для ручной сварки применяют электроды со специальным покрытием (обмазкой) различных типов. Число в марке электрода обозначает величину временного сопротивления наплавленного металла, а индекс А — повышенное относительное удлинение и ударную вязкость. Фаску под сварку у листов и труб следует снимать электрическими или пневматическими кромкорезами.
Контроль качества сварных соединений. В процессе контроля качества сварных соединений в зависимости от предъявляемых к ним требований могут выполняться внешний осмотр шва, механические испытания металла шва, проверка качества структуры и плотности шва и др.
Внешний осмотр шва осуществляется с целью обнаружения видимых трещин, подрезов, шлаковых включений и непроваров глубиной более 10 % толщины свариваемых деталей.
Механические испытания металла шва выполняются в соответствии с ГОСТ 6996 на растяжение, ударный изгиб, ударный разрыв и сплющивание.
Просвечивание шва основано на свойстве гамма-лучей проникать через непрозрачные тела с различной интенсивностью и воздействовать на фотослой и некоторые химические соединения, начинающие светиться под их действием. Обычно используется фотографический метод, при котором на пленке в местах дефекта шва появляются места с различной затемненностью.
В случае обнаружения дефектов количество проверяемых участков удваивается. Отечественные рентгеновские аппараты РУП-120-5-1, ИРА-1Д, ИРА-2Д малогабаритны и удобны для работы на стройплощадке. Применение изотопов для просвечивания в условиях строительства несколько сложнее.
Магнитографический метод основан на обнаружении полей рассеивания в местах дефектов на ферромагнитной ленте и последующем воспроизведении отпечатков; применяется для контроля соединений толщиной от 1 до 16 мм.
Ультразвуковой метод основан на различном отражении пучка высокочастотных звуковых колебаний от металла и имеющихся дефектов.
Контроль плотности сварных соединений чаще всего выполняют вакуумным методом, в замкнутых емкостях — сжатым воздухом в пределах рабочего давления, с промазкой наружной поверхности швов мыльным раствором или заполнением емкостей водой. Можно обнаруживать неплотности сварных швов, промазывая их с одной стороны керосином, а с другой — окрашивая водно-меловым составом; при этом в местах дефектов на поверхности меловой обмазки появятся жирные пятна.
Вакуумный метод предусматривает использование металлической камеры без дна с верхней стенкой из органического стекла и резиновой прокладкой по кромкам боковых стенок. Испытуемый шов смазывают раствором пенного индикатора, на участок шва накладывают камеру и создают в ней вакуум. Появление на поверхности шва пузырей свидетельствует о его неплотности. Давлением сжатого воздуха и воды испытывают резервуары и трубопроводы. Швы покрывают пенным индикатором, а в сосуд нагнетают воздух под давлением. Появление пены свидетельствует о дефекте.
Химический метод применяется для испытания днища. Под днище укладывают трубы, по которым нагнетают аммиак. Боковую поверхность днища и основания герметизируют глиной, а швы промазывают меловой краской с индикатором (фенолфталеин) или проклеивают полосами смоченной индикаторной бумаги. В местах дефекта окраска или бумага меняет цвет.
При заполнении сосудов водой под давлением дефекты обнаруживаются по местам течи или увлажнения поверхности шва. Давление воды или воздуха назначается равным рабочему давлению, установленному для данной конструкции. Сосуды, работающие под большим давлением, во избежание больших разрывов испытывают водой.
Особенности монтажа металлических конструкций при отрицательных температурах наружного воздуха. На монтаже металлических конструкций в зимнее время должны применяться все меры, предусматриваемые при монтаже сборных металлических конструкций и направленные на снижение опасности производства работ. При производстве сборочных и монтажных работ при температуре окружающей среды ниже –25 °С нельзя применять ударные воздействия на металлические конструкции.
Гибку и правку металла при отрицательных температурах следует выполнять с предварительным подогревом.
Ручную и полуавтоматическую сварку решетчатых и листовых конструкций с толщиной стали до 16 мм можно вести обычными способами без подогрева для:
- конструкций из углеродистой стали — при температуре до –30 °С;
- из низколегированной стали — при температуре до –20 °С.
При большей толщине свариваемого металла или при более низких температурах зона выполнения сварочного шва на ширину в 100 мм с каждой стороны от него должна быть подогрета до 100–150 °С.
