В состав группы инструментов для нарезания резьбы включены: клуппы, воротники, плашки и метчики. Ведущими производителями этих традиционных инструментов являются ОАО «Томский инструментальный завод», ЗАО «Харьковский инструментальный завод» (Украина), ЗАО «Запорожский инструментальный завод» (Украина) и некоторые другие отечественные и зарубежные предприятия.
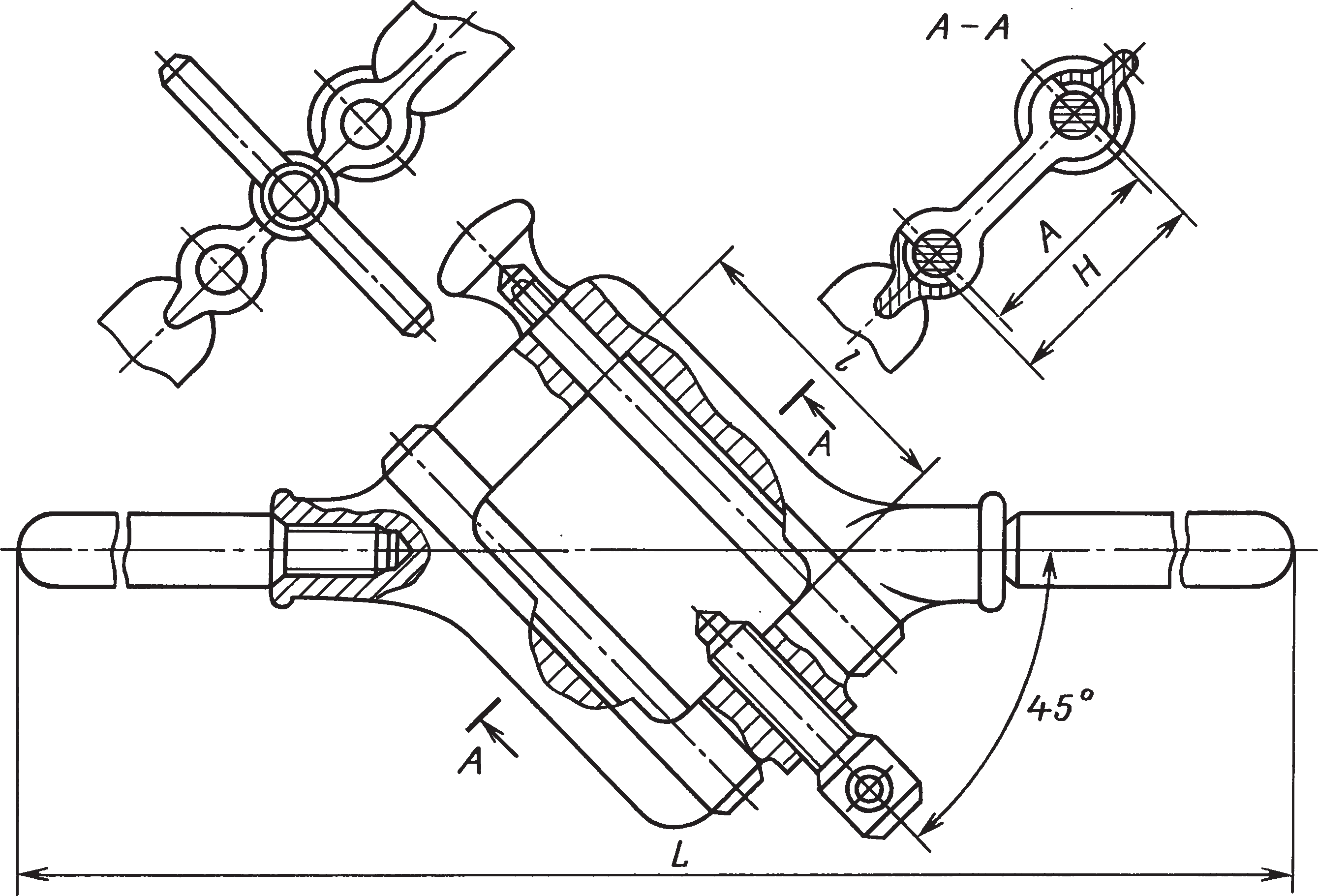
Косые клуппы (табл. 38) с плашками и сухарями (табл. 39) предназначены для нарезания наружной и внутренней резьб.
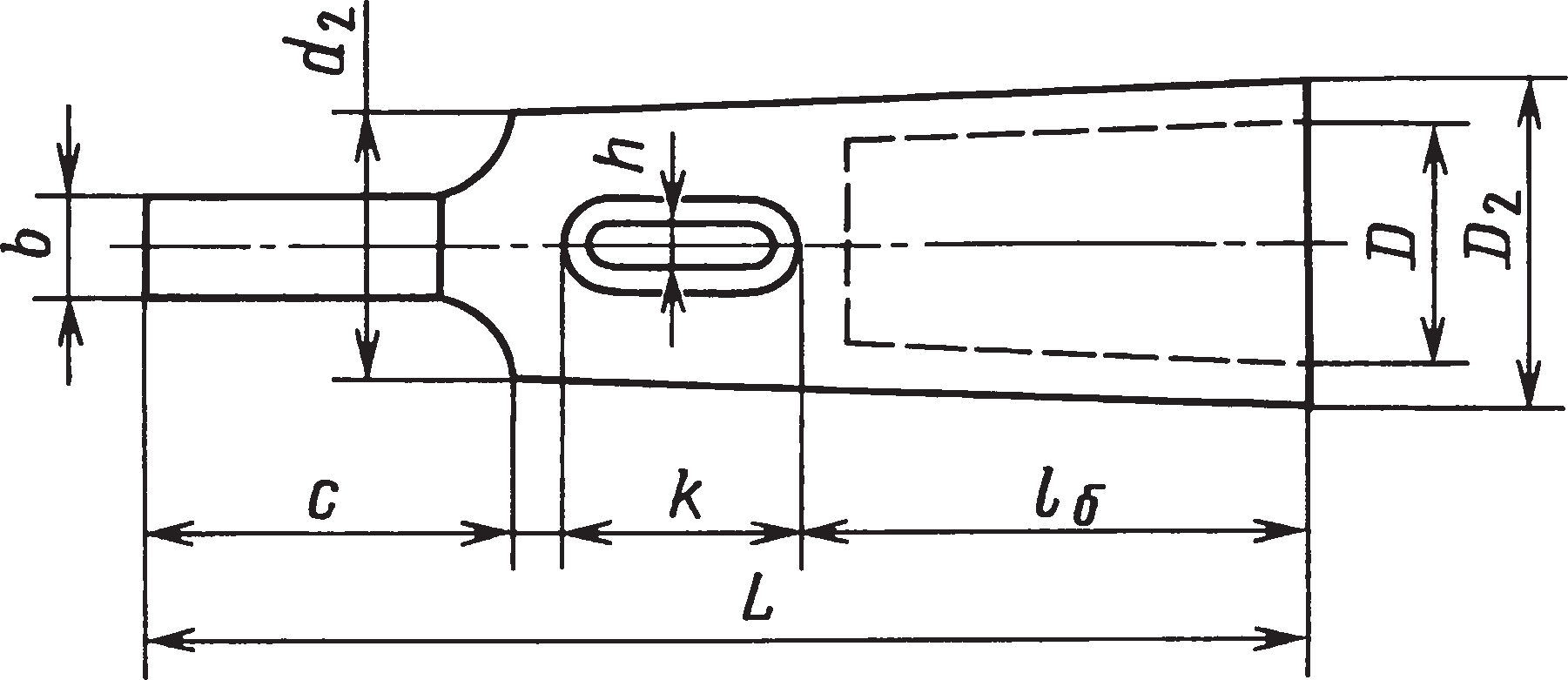
Таблица 37. Переходные короткие втулки для инструмента с конусным хвостовиком
 |
||||||||||
| Конус Морзе | L | D2 | D | d2 | lб | k | h | c | b | |
| наружный | внутренний | |||||||||
| 1 | 0 | 80 | 12,963 | 9,045 | 8,97 | 49 | 14,5 | 4,1 | 14,5 | 5,2 |
| 2 | 1 | 95 | 18,805 | 12,065 | 14,06 | 52 | 18,5 | 5,4 | 17,1 | 6,3 |
| 3 | 1 | 115 | 24,906 | 19,133 | 21,3 | 7,9 | ||||
| 2 | 17,781 | 63 | 22 | 6,6 | ||||||
| 4 | 2 | 140 | 32,427 | 25,156 | 24,9 | 11,9 | ||||
| 3 | 23,826 | 78 | 27,5 | 8,2 | ||||||
| 5 | 3 | 170 | 45,495 | 36,55 | 30 | 15,9 | ||||
| 4 | 31,269 | 98 | 32 | 12,2 | ||||||
| 6 | 4 | 220 | 63,892 | 52,422 | 45,6 | 19 | ||||
| 5 | 44,401 | 125 | 37,5 | 16,2 | ||||||
Таблица 38. Косые клуппы
 |
||||
| Обозначение клуппа | A | H | l | L |
| 6914-0001 | 26 | 28 | 40 | 380 |
| 6914-0002 | 32 | 34 | 45 | 480 |
| 6914-0003 | 39 | 41 | 60 | 750 |
В корпусе клуппа закрепляют сменные плашки или сухари различных типоразмеров и нарезают вручную метрическую резьбу диаметром 6…24 мм или трубную резьбу диаметром 1/8…1/2″. Корпус клуппа изготовляют из стали 45 твердостью 170…229 HB. У плашек из стали ХВСГ или 9ХС твердость рабочей поверхности 58…62 HRC, у сухарей из стали У7 или У8 она равна 45…50 HRC.
Воротки для круглых плашек и инструмента с квадратами на хвостовиках (табл. 40–6.44) производят из стали 40ХФА твердостью 46,5…51,5 HRC; из стали 40Х твердостью 41,5…46,5 HRC; из стали 45 твердостью 36,5…46,5 HRC. Шероховатость поверхностей воротков должна быть Rz ≤ 50 мкм. Воротки имеют защитно-декоративное покрытие.
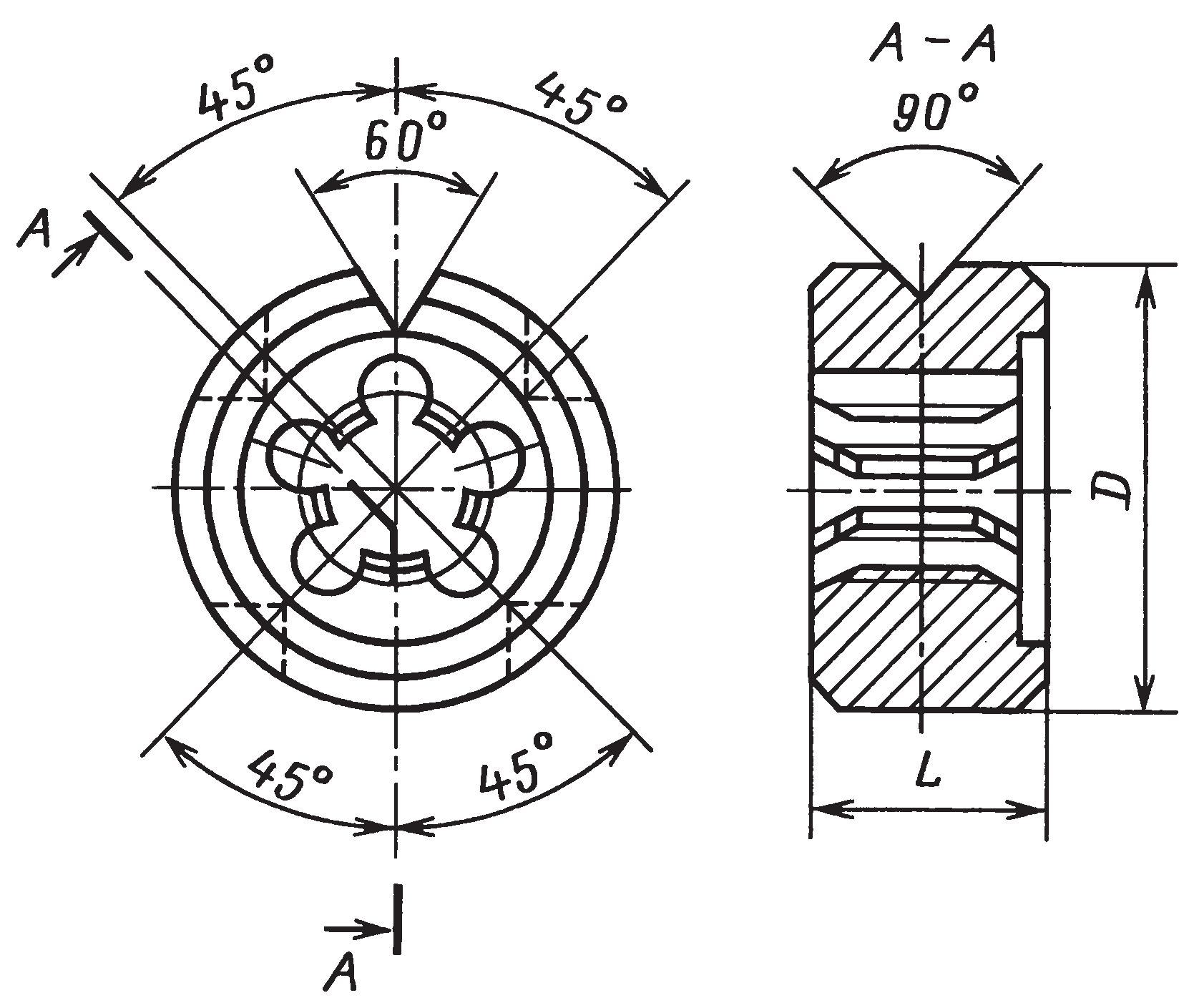
Плашки являются размерным многолезвийным инструментом, предназначенным для нарезания наружных резьб. Плашка представляет собой гайку с тремя отверстиями, которые образуют зубья. Зубья подразделяются на режущие и калибрующие, которые образуют витки резьбы. Наружная поверхность и торцы плашки служат элементами для ее базирования и закрепления в патроне или воротке. Режущая часть у плашек выполняется с двух сторон зубьев, что удлиняет срок службы инструмента. Плашки изготовляют из инструментальных сталей XBCГ, 9XC или из быстрорежущих сталей.
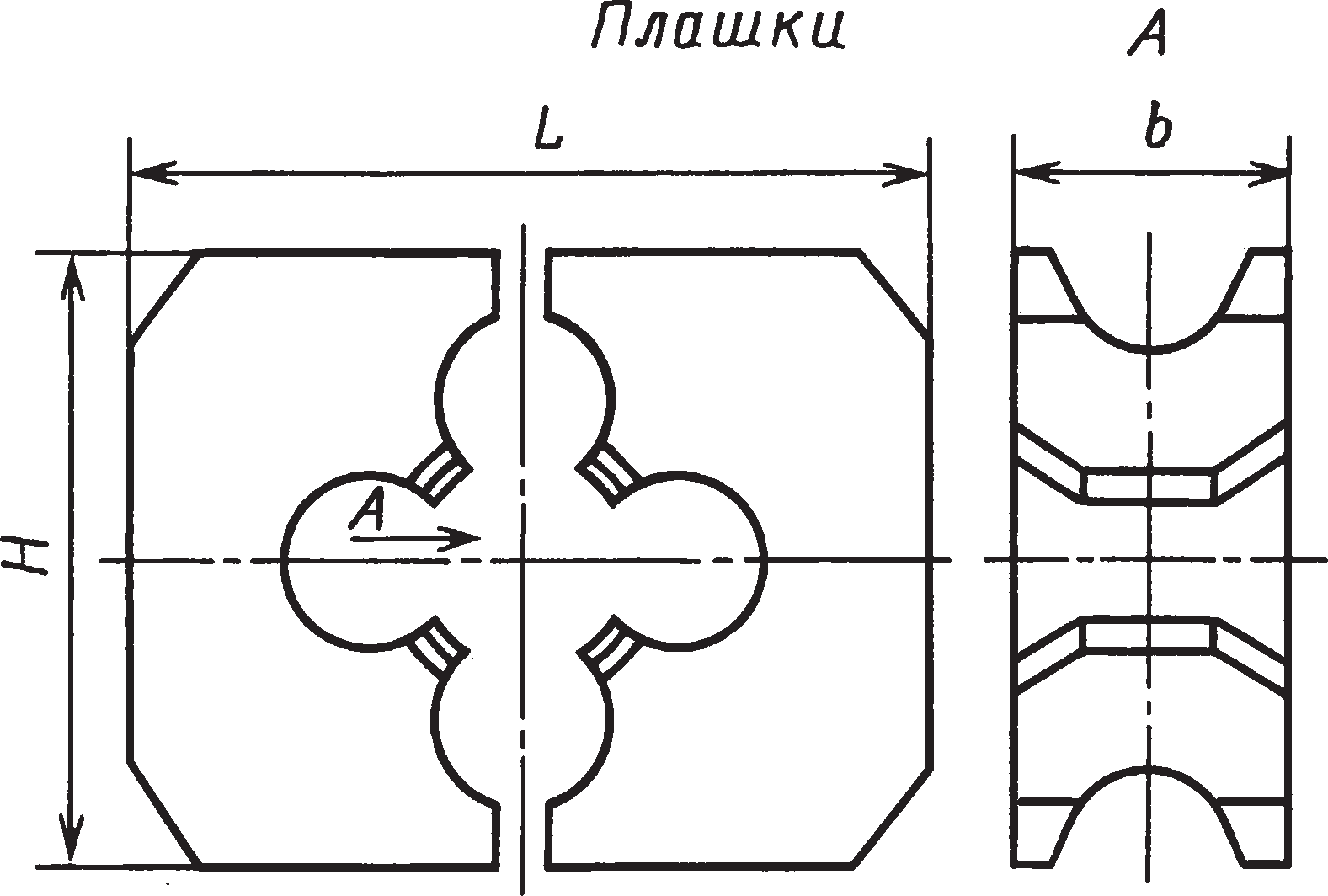
Таблица 39. Плашки и сухари к косым клуппам
 |
|||||||||
| Обозначение плашки | Резьба | H | L | b | Обозначение
клуппа |
||||
| метрическая | трубная | ||||||||
| Номинальный
диаметр d для рядов |
Шаг | Номинальный
диаметр d, дюймы |
Число
ниток на 1″ |
||||||
| 1 | 2 | ||||||||
| 2650-3321 | 6 | — | 1,00 | — | 26 | 34 | 10 | 3914-0001 | |
| 2650-3322 | 8 | 1,25 | |||||||
| 2650-3323 | 10 | 1,50 | |||||||
| 2650-3324 | 8 | 1,25 | 30 | 40 | 12 | 3914-0002 | |||
| 2650-0201 | — | — | 1/8 | 28 | |||||
| 2650-3325 | 10 | 1,50 | — | ||||||
| 2650-3326 | 12 | 1,75 | |||||||
| 2650-0202 | — | — | 1/4 | 19 | |||||
| 2650-3327 | 14 | 2,00 | — | 38 | 50 | 14 | 3914-0003 | ||
| 2650-3328 | 16 | — | |||||||
| 2650-0203 | — | — | 3/8 | 19 | |||||
| 2650-3329 | 18 | 2,50 | — | ||||||
| 2650-3331 | 20 | — | |||||||
| 2650-0204 | — | — | 1/2 | 14 | |||||
| 2650-3332 | 22 | 2,50 | — | 18 | |||||
| 2650-3333 | 24 | — | 3,0 | ||||||
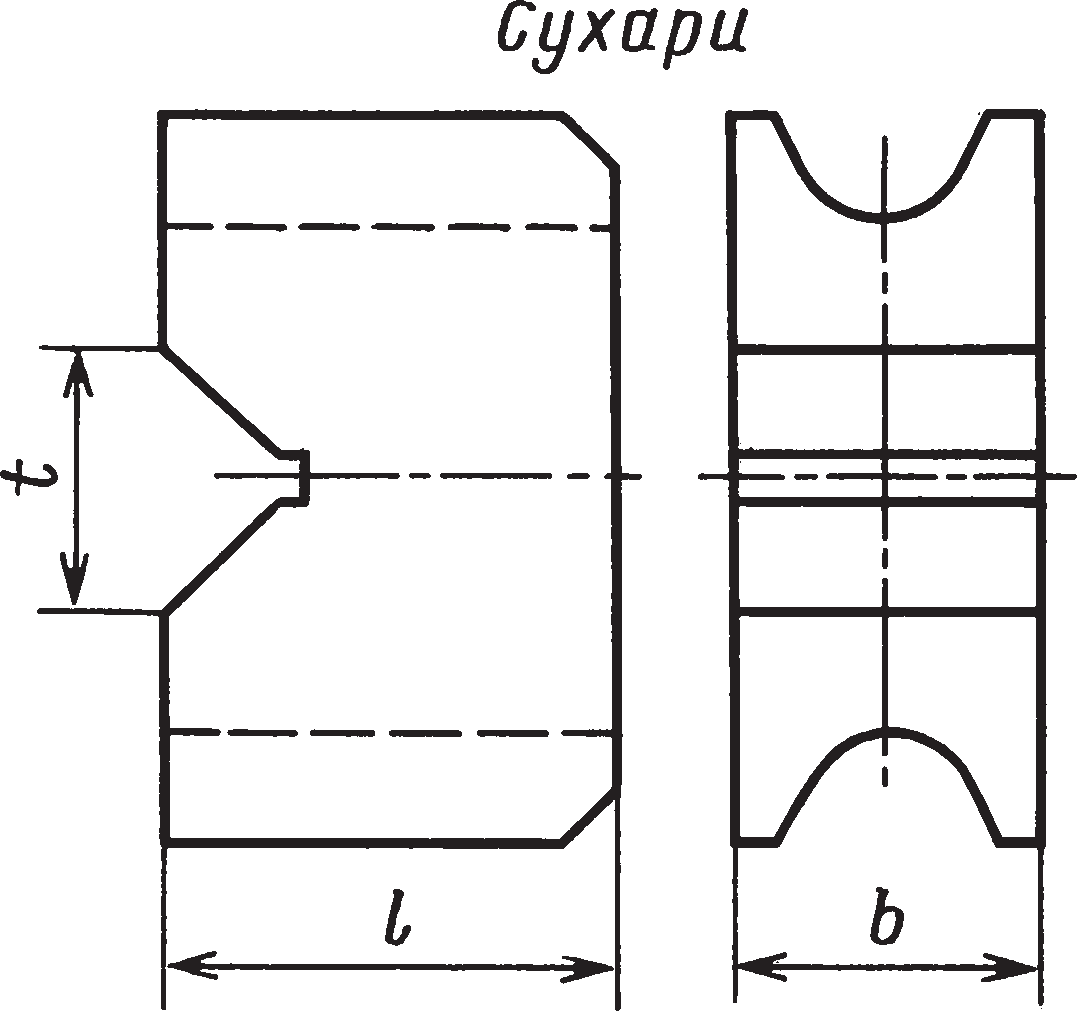 |
Обозначение комплекта сухарей
(2 шт.) |
l | b | t | Обозначение клуппа | ||||
| 6009-0101 | 15 | 10 | 6 | 6914-0001 | |||||
| 6009-0102 | 7 | 6914-0002 | |||||||
| 6009-0103 | 23 | 15 | 14 | 6914-0003 | |||||
Таблица 40. Воротки для круглых плашек (ГОСТ 22394–77, 22395–77) Тип 1
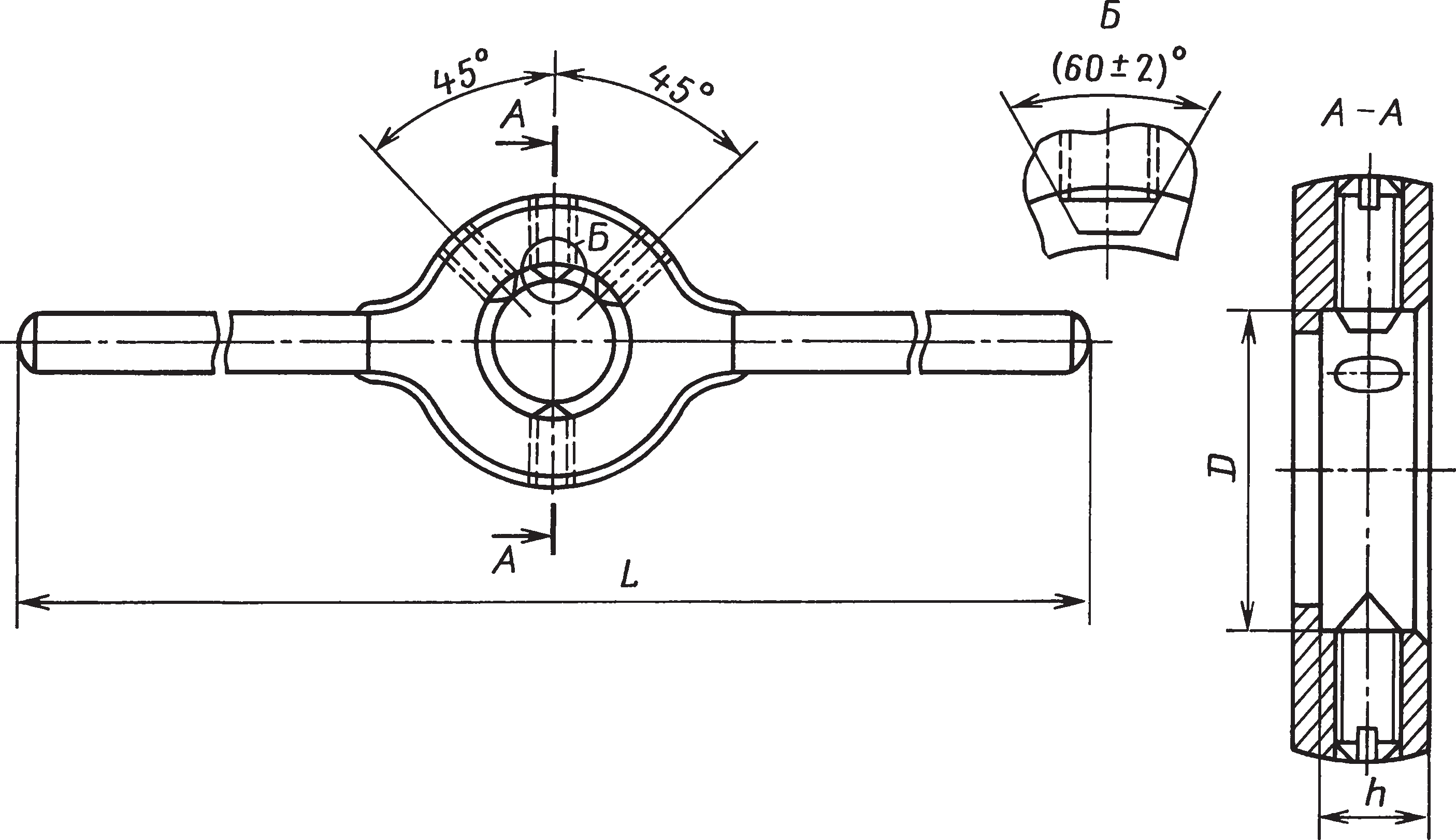 |
|||||||
| Обозначение воротка | Исполнение | D | h | L | Размер плашек
(ГОСТ 9740–71) |
||
| 6910-0151 | 1 | 16 | 5,5 | 130 | 16 × 5 | ||
| 6910-0152 | 20 | 6,0 | 200 | 20 × 5 | |||
| 6910-0153 | 7,0 | 20 × 7 | |||||
| Обозначение воротка | Исполнение | D | h | L | Размер плашек
(ГОСТ 9740–71) |
||
| 6910-0161 | 1 | 25 | 8,5 | 250 | 25 × 9 | ||
| 6910-0162 | 30 | 10,0 | 300 | 30 × 11 | |||
| 6910-0163 | 38 | 13,0 | 380 | 38 × 14 | |||
| 6910-0164 | 45 | 17,0 | 480 | 45 × 18 | |||
| 6910-0165 | 55 | 20,0 | 580 | 55 × 22 | |||
| 6910-0166 | 65 | 23,0 | 680 | 65 × 25 | |||
| 6910-0167 | 75 | 28,0 | 780 | 75 × 30 | |||
| 6910-0168 | 90 | 34,0 | 900 | 90 × 36 | |||
| 6910-0169 | 2 | 25 | 8,0 | 250 | 25 × 7 | ||
| 6910-0171 | 30 | 9,0 | 300 | 30 × 8 | |||
| 6910-0172 | 38 | 11,5 | 380 | 38 × 10 | |||
| 6910-0173 | 45 | 13,5 | 480 | 45 × 10 | |||
| 6910-0174 | 15,5 | 45 × 14 | |||||
| 6910-0175 | 55 | 580 | 55 × 12 | ||||
| 6910-0176 | 17,5 | 55 × 16 | |||||
| 6910-0177 | 65 | 18,0 | 680 | 65 × 14 | |||
| 6910-0178 | 20,0 | 65 × 18 | |||||
| 6910-0179 | 75 | 21,5 | 780 | 75 × 16 | |||
| 6910-0181 | 23,5 | 75 × 20 | |||||
| 6910-0182 | 90 | 26,5 | 900 | 90 × 18 | |||
| 6910-0183 | 27,5 | 90 × 22 | |||||
| Тип 2 | |||||||
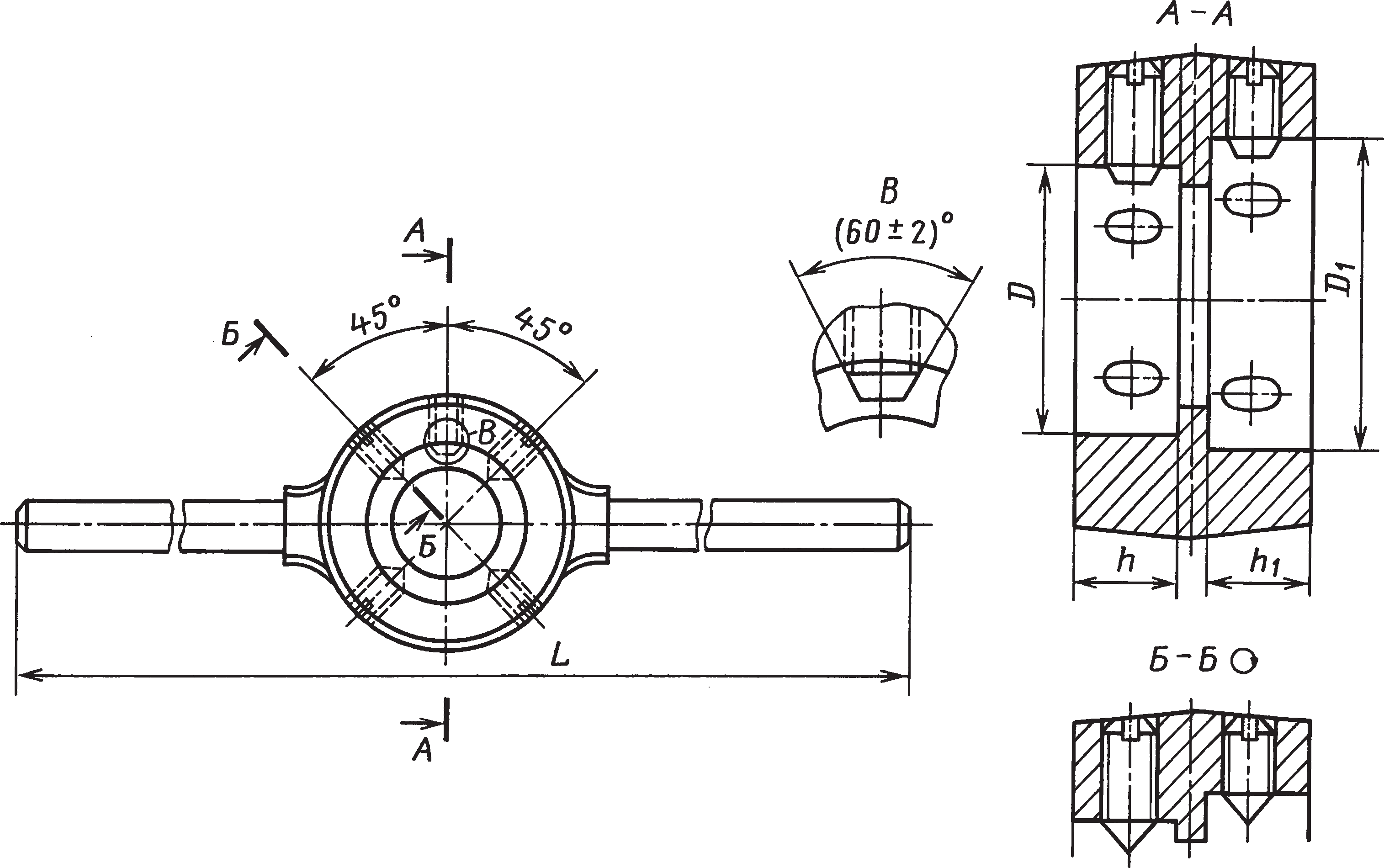 |
|||||||
| Обозначение воротка | Исполнение | D | D1 | h | h1 | L | Размер плашек
(ГОСТ 9740–71) |
| 6910-0154 | 1 | 16 | 20 | 5,5 | 6,0 | 200 | 16 × 5; 20 × 5 |
| 6910-0155 | 7,0 | 16 × 5; 20 × 7 | |||||
| 6910-0184 | 25 | 30 | 8,5 | 10 | 300 | 25 × 9; 30 × 11 | |
| 6910-0185 | 30 | 38 | 10,0 | 13 | 380 | 30 × 11; 38 × 14 | |
| 6910-0186 | 38 | 45 | 13,0 | 17 | 480 | 38 × 14; 45 × 18 | |
| 6910-0187 | 45 | 55 | 17,0 | 20 | 580 | 45 × 18; 55 × 22 | |
| 6910-0188 | 55 | 65 | 20,0 | 23 | 680 | 55 × 22; 65 × 25 | |
| 6910-0189 | 2 | 25 | 30 | 8,0 | 300 | 25 × 7; 30 × 8 | |
| 6910-0191 | 30 | 38 | 9,0 | 11,5 | 380 | 30 × 8; 38 × 10 | |
| 6910-0192 | 38 | 45 | 11,5 | 13,5 | 480 | 38 × 10; 45 × 10 | |
| 6910-0193 | 2 | 38 | 45 | 11,5 | 15,5 | 480 | 38 × 10; 45 × 14 |
| 6910-0194 | 45 | 55 | 13,5 | 580 | 45 × 10; 55 × 12 | ||
| 6910-0195 | 55 | 15,5 | 45 × 14; 55 × 16 | ||||
| 6910-0196 | 55 | 65 | 680 | 55 × 12; 65 × 4 | |||
| 6910-0197 | 17,5 | 17,5 | 55 × 16; 65 × 18 | ||||
Примечания. 1. Воротки исполнения 2 имеют подкладные кольца.
2. Обозначение воротка размерами D = 55 мм, h = 17,5 мм: Вороток 6910-0176 ГОСТ 22395–77.
Таблица 41. Раздвижные воротки (ГОСТ 22401–83)
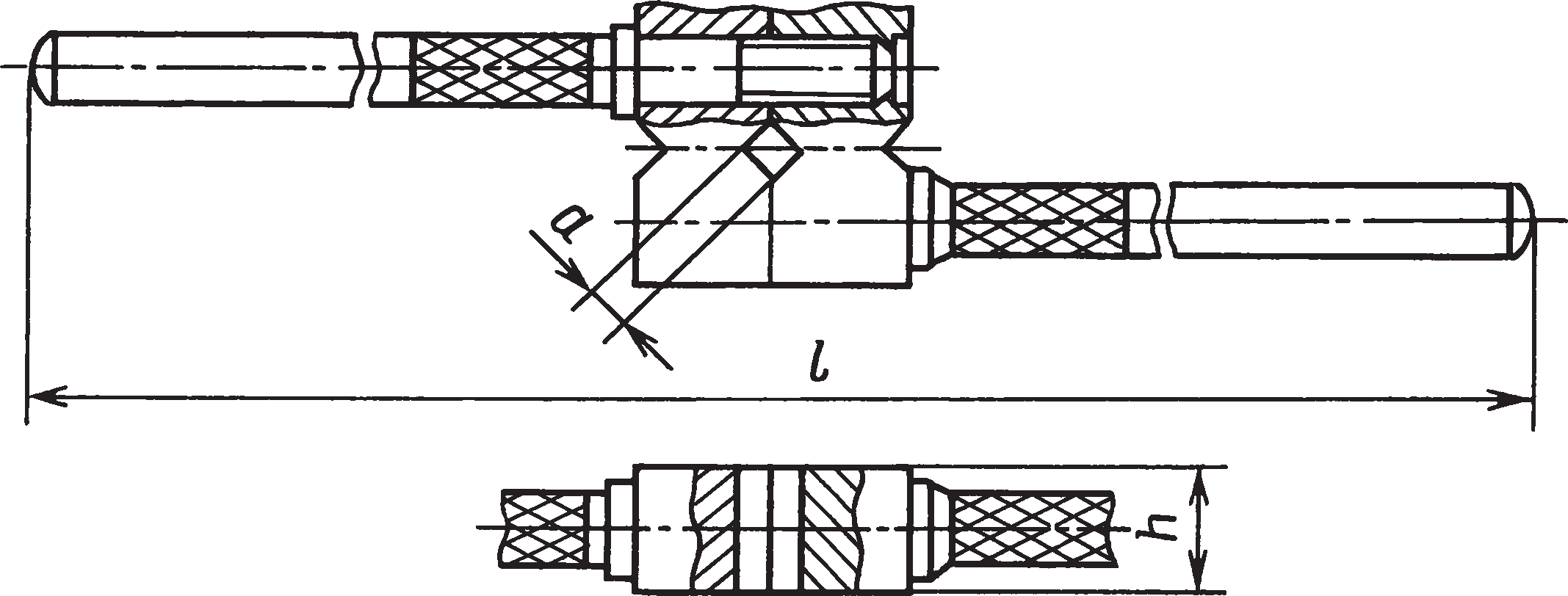 |
|||||||
| Обозначение воротка | Размер стороны квадрата а | h | l | Обозначение воротка | Размер стороны квадрата а | h | l |
| 6910-0065 | 1,8…4 | 6 | 134 | 6910-0077 | 7,1…16 | 24 | 520 |
| 6910-0067 | 10 | 220 | 16…25 | ||||
| 3,55…8 | |||||||
| 6910-0069 | 20 | 340 | 6910-0079 | 38 | 800 | ||
| 7,1…16 | 25…45 | ||||||
Примечание. Обозначение воротка со стороной квадрата а = 7,1…16 мм и длиной 340 мм: Вороток 6910-0069 ГОСТ 22401–83.
Таблица 42. Трехгнездные воротки для инструмента с квадратными хвостовиками (ГОСТ 22399–77)
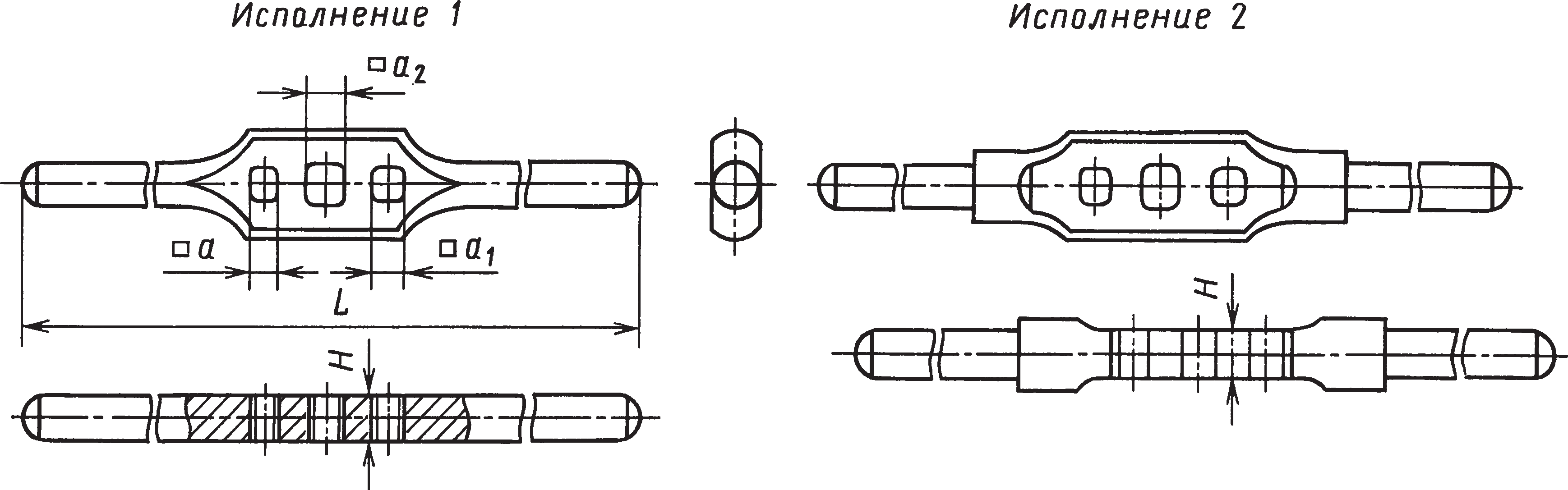 |
||||||
| Обозначение воротка | Исполнение | a | a1 | a2 | L | H |
| 6910-0031 | 1 | 2,24 | 2,50 | 2,8 | 150 | 5 |
| 6910-0032 | 3,15 | 3,55 | 4,0 | 200 | 6 | |
| 6910-0033 | 4,50 | 5,00 | 5,6 | 250 | 8 | |
| 6910-0034 | 6,30 | 7,10 | 8,0 | 300 | 10 | |
| 6910-0035 | 9,00 | 10,00 | 11,2 | 340 | 13 | |
| 6910-0039 | 2 | 6,30 | 7,10 | 8,0 | 300 | 10 |
| 6910-0041 | 9,00 | 10,00 | 11,2 | 340 | 13 | |
| 6910-0042 | 12,50 | 14,00 | 16,0 | 400 | 18 | |
| 6910-0043 | 18,00 | 20,00 | 22,4 | 600 | 24 | |
| 6910-0044 | 25,00 | 28,00 | 31,5 | 720 | 31 | |
Примечания. 1. Воротки исполнения 2 изготовляют сборными.
2. Обозначение трехгнездного воротка исполнения 1 со стороной квадрата а = 9 мм: Вороток 6910-0035 ГОСТ 22399–77.
Таблица 43. Шестигнездные воротки для инструмента с квадратными хвостовиками (ГОСТ 22400–77)
 |
||||||||
| Обозначение воротка | Исполнение | a | a1 | a2 | a3 | a4 | a5 | L |
| 6910-0211 | 1 | 2,5 | 4,5 | 3,55 | 2,8 | 4,0 | 3,15 | 150 |
| 6910-0212 | 2 | 5,0 | 9,0 | 5,60 | 6,3 | 8,0 | 7,10 | 240 |
| 6910-0213 | 10,0 | 18,0 | 11,20 | 12,5 | 16,0 | 14,00 | 340 | |
Примечания. 1. Воротки исполнения 2 изготовляют сборными.
2. Обозначение воротка исполнения 1 со стороной квадрата а = 5 мм: Вороток 6910-0212 ГОСТ 22400–77.
Таблица 44. Одногнездные воротки для инструмента с квадратными хвостовиками (ГОСТ 22398–77)
 |
|||||||||
| Обозначение воротка | Исполнение | a | b | L | Обозначение воротка | Исполнение | a | b | L |
| 6910-0014 | 1 | 1,80 | 4 | 90 | 6910-0005 | 1 | 4,00 | 7 | 100 |
| 6910-0015 | 2,00 | 6910-0006 | 4,50 | ||||||
| 6910-0016 | 2,24 | 5 | 6910-0007 | 5,00 | 8 | ||||
| 6910-0001 | 2,50 | 6910-0008 | 5,60 | ||||||
| 6910-0002 | 2,80 | 6910-0009 | 6,30 | 9 | 130 | ||||
| 6910-0003 | 3,15 | 6 | 6910-0010 | 7,10 | 10 | ||||
| 6910-0004 | 3,55 | 6910-0011 | 8,00 | 11 | |||||
| 6910-0012 | 9,00 | 12 | 130 | 6910-0026 | 2 | 11,20 | 22 | 270 | |
| 6910-0013 | 10,00 | 13 | 6910-0027 | 12,50 | |||||
| 6910-0017 | 11,20 | 14 | 270 | 6910-0028 | 14,00 | ||||
| 6910-0018 | 2 | 5,00 | 8 | 100 | 6910-0029 | 16,00 | |||
| 6910-0019 | 5,60 | 6910-0051 | 18,00 | 30 | 340 | ||||
| 6910-0021 | 6,30 | 11 | 130 | 6910-0052 | 20,00 | ||||
| 6910-0022 | 7,10 | 6910-0053 | 22,40 | ||||||
| 6910-0023 | 8,00 | 6910-0054 | 25,00 | 40 | 470 | ||||
| 6910-0024 | 9,00 | 6910-0055 | 28,00 | ||||||
| 6910-0025 | 10,00 | 6910-0056 | 31,50 | ||||||
Примечания. 1. Воротки исполнения 2 изготовляют сборными.
2. Обозначение воротка исполнения 1 со стороной квадрата а = 8 мм: Вороток 6910-0023 ГОСТ 22398–77.
Централизованно выпускают плашки для нарезания правых и левых метрических резьб диаметром 1…76 мм, правой и левой трубной цилиндрической резьбы диаметром 1/16…2″, дюймовой конической резьбы диаметром К1/16…К2″ и трубной конической резьбы диаметром R1/16…2″ (та6л. 45–6.47). Точность элементов нарезаемой резьбы обеспечивается для метрических резьб с полями допусков 6h, 8h6h, 8h, 6g, 8g по ГОСТ 16093–2004 (ИСО 965-1–98; 965-3–98), а для трубной резьбы в соответствии с требованиями класса точности А или В — по ГОСТ 6357–81.
Причиной увеличения диаметра резьбы могут явиться неправильное закрепление инструмента, отклонение от соосности расположения плашки и стержня, погрешность шага резьбы плашки.
Метчик предназначен для нарезания внутренней резьбы и представляет собой винт, снабженный одной или несколькими продольными канавками, образующими режущие и передние поверхности на его зубьях. Общими конструктивными
Таблица 45. Круглые плашки (ГОСТ 9740–71) для нарезания метрических резьб
| Тип 1 для d = 1…3 мм
|
Тип 2 для d = 1…6 мм
|
||||||||
| Номинальный диаметр резьбы, d | Шаг резьбы P | D | L | l | |||||
| крупный | мелкий | Тип 1 | Тип 2 | Тип 1 | Тип 2 | Тип 1 | Тип 2 | ||
| 1; 1,1; 1,2 | 0,25 | 0,2 | 12 | 16 | 3 | 5 | 1,5 | 2 | |
| 1,4 | 0,3 | 2,5 (2) | |||||||
| 1,6; 1,8 | 0,35 | — | |||||||
| 2,0 | 0,4 | 0,25 | 3 (2) | ||||||
| 2,2 | 0,45 | 16 | |||||||
| 2,5 | 0,35 | 3 (2,5) | |||||||
| 3,0 | 0,5 | 20 | 3 | ||||||
| 3,5 | 0,6 | — | — | ||||||
| 4,0 | 0,7 | 0,5 | — | ||||||
| 4,5 | 0,75 | 7 (5) | |||||||
| 5,0 | 0,8 | ||||||||
| 6,0 | 1,0 | 0,75; 0,5 | |||||||
Примечание. Размеры L и l, указанные в скобках, относятся к плашкам с мелким шагом.
Тип 3 для d = 6…52 мм |
|||||||||
| Номинальный диаметр резьбы, d | Шаг резьбы P | D | L | Номинальный диаметр резьбы, d | Шаг резьбы P | D | L | ||
| крупный | мелкий | крупный | мелкий | ||||||
| 7 | 1,0 | 0,75 | 25 | 9 | 15 | — | 1,5; 1,0 | 38 | 10 |
| — | 0,5 | 7 | 16 | 2,0 | — | 45 | 18 | ||
| 8; 9 | 1,25 | 1,0; 0,75 | 9 | — | 1,5 | 14 | |||
| — | 0,5 | 7 | 1,0 | ||||||
| 10 | 1,5 | 1,25; 1,0 | 30 | 11 | 0,75; 0,5 | 10 | |||
| — | 0,75 | 17 | 1,5 | 14 | |||||
| 0,5 | 8 | (1,0) | |||||||
| 11 | (1,5) | 1,0 | 11 | 18; 20 | 2,5 | — | 18 | ||
| — | 0,75 | — | 2,0; 1,5 | 14 | |||||
| 0,5 | 8 | 1,0 | |||||||
| 12 | 1,75 | — | 38 | 14 | 0,75; 0,5 | 10 | |||
| 1,5; 1,25; 1 | 10 | 22 | 2,5 | — | 55 | 22 | |||
| 0,75; 0,5 | — | 2,0; 1,5 | 16 | ||||||
| 14 | 2,0 | — | 14 | 1,0 | |||||
| — | 1,5; 1,25; 1 | 10 | 0,75 | 12 | |||||
| 0,75; 0,5 | 24 | 3,0 | — | 22 | |||||
| 24 | — | 2,0; 1,5 | 55 | 16 | 33 | — | 0,75 | 65 | 14 |
| 1,0 | 35 | 1,5 | 18 | ||||||
| 0,75 | 12 | 36 | 4,0 | 3,0 | 25 | ||||
| 25 | 2,0; 1,5 | 16 | 2,0; 1,5 | 18 | |||||
| (1,0) | — | 1,0 | 14 | ||||||
| 26 | 1,5 | 38 | 1,5 | 75 | 20 | ||||
| 27 | 3,0 | — | 65 | 25 | |||||
| — | 2,0 | 18 | 39 | 4,0 | 3,0 | 30 | |||
| 1,5 | — | 2,0; 1,5 | 75 | ||||||
| 1,0 | 1,0 | 16 | |||||||
| 0,75 | 14 | 40 | (3,0) | 30 | |||||
| 28 | 2,0 | 18 | (2,0); 1,5 | ||||||
| 1,5 | 42 | 4,5 | (4,0); 3,0 | ||||||
| 1,0 | — | 2,0; 1,5 | 20 | ||||||
| 30 | 3,5 | (3,0) | 25 | 1,0 | 16 | ||||
| — | 2,0 | 18 | 45, 48, 52 | 4,5 | (4,0); 3,0 | 90 | 36 | ||
| 1,5; 1,0 | — | 2,0; 1,5 | 22 | ||||||
| 1,0 | 1,0 | 18 | |||||||
| 0,75 | 14 | 50 | (3,0) | 36 | |||||
| 32 | 2,0 | 18 | (2,0); 1,5 | 22 | |||||
| 1,5 | 55, 56, 60,
62 |
5,5 | 4,0; 3,0 | 105 | 36 | ||||
| 33 | 3,5 | (3,0) | 25 | — | 2,0; 1,5 | 22 | |||
| — | 2,0; 1,5 | 18 | 64, 65, 68 | 6,0 | 4,0; 3,0 | 120 | 36 | ||
| 1,0 | 14 | — | 2,0; 1,5 | 22 | |||||
Примечание. Размеры, указанные в скобках, прменять не рекомендуется.
Таблица 46. Круглые плашки (ГОСТ 9740–71) для нарезания трубной цилиндрической резьбы 1/16…2 (ГОСТ 6357–81)
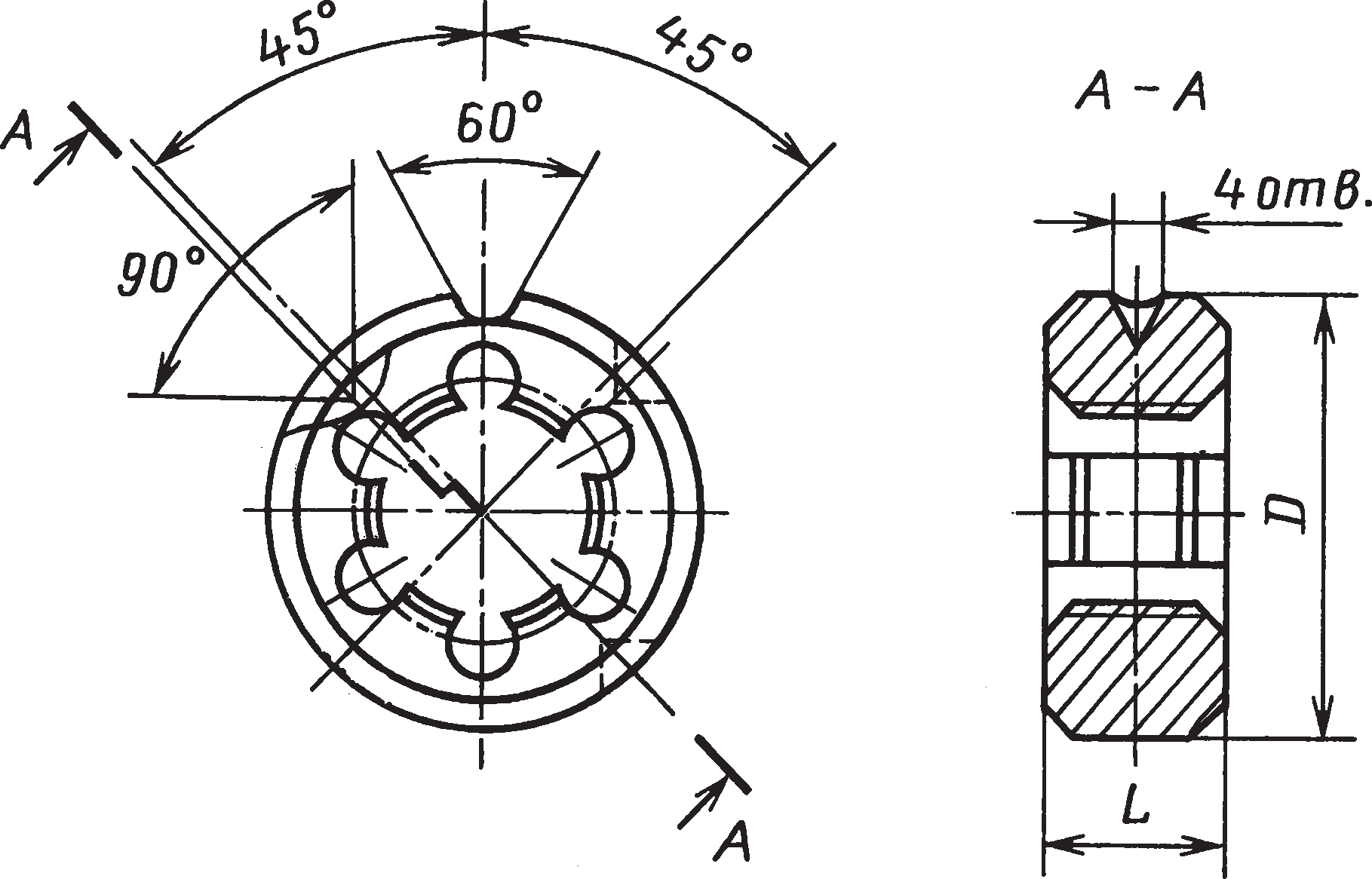 |
|||||||
| Обозначение размера резьбы, дюймы | Число шагов
на длине 25,4 мм |
D | L | Обозначение размера резьбы, дюймы | Число шагов
на длине 25,4 мм |
D | L |
| 1/16 | 28 | 25 | 9 | (7/8) | 14 | 65 | 18 |
| 1/8 | 30 | 8 | 1 | 11 | |||
| 1/4 | 19 | 38 | 10 | 11/4 (11/8) | 75 | 20 | |
| 3/8 | 45 | 14 | 11/2 (13/8) | 90 | 22 | ||
| 1/2 | 14 | 2 (13/4) | 105 | ||||
| 3/4 (5/8) | 55 | 16 | 2(13/4) | 120 | |||
Примечание. Диаметры первого ряда предпочтительнее диаметров второго ряда, указанных в скобках.
элементами метчиков являются: заборная (режущая) часть, калибрующая часть и хвостовик с квадратным концом. Резьбовые участки, находящиеся между канавками, называют зубьями, или перьями, метчика. Зубья режущей части по наружной поверхности располагаются под углом α. Заборная часть метчика снимает основной припуск, который распределяется между зубьями и несколькими витками. Калибрующая часть служит для окончательного формирования профиля резьбы, ее зачистки и направления метчика.
Стружечные канавки могут быть прямыми, расположенными параллельно оси метчика, и винтовыми. Метчики с винтовыми канавками имеют большую жесткость поперечного сечения и обеспечивают лучший выход стружки, что важно при нарезании резьбы в глухих отверстиях. Хвостовик метчиков цилиндрический, заканчивающийся квадратом, служащим для передачи крутящего момента. В соответствии с ГОСТ 16925–93 метчики изготовляют классов точности: 1, 2, 3 — со шлифовальным профилем резьбы; 4 — с нешлифовальным.
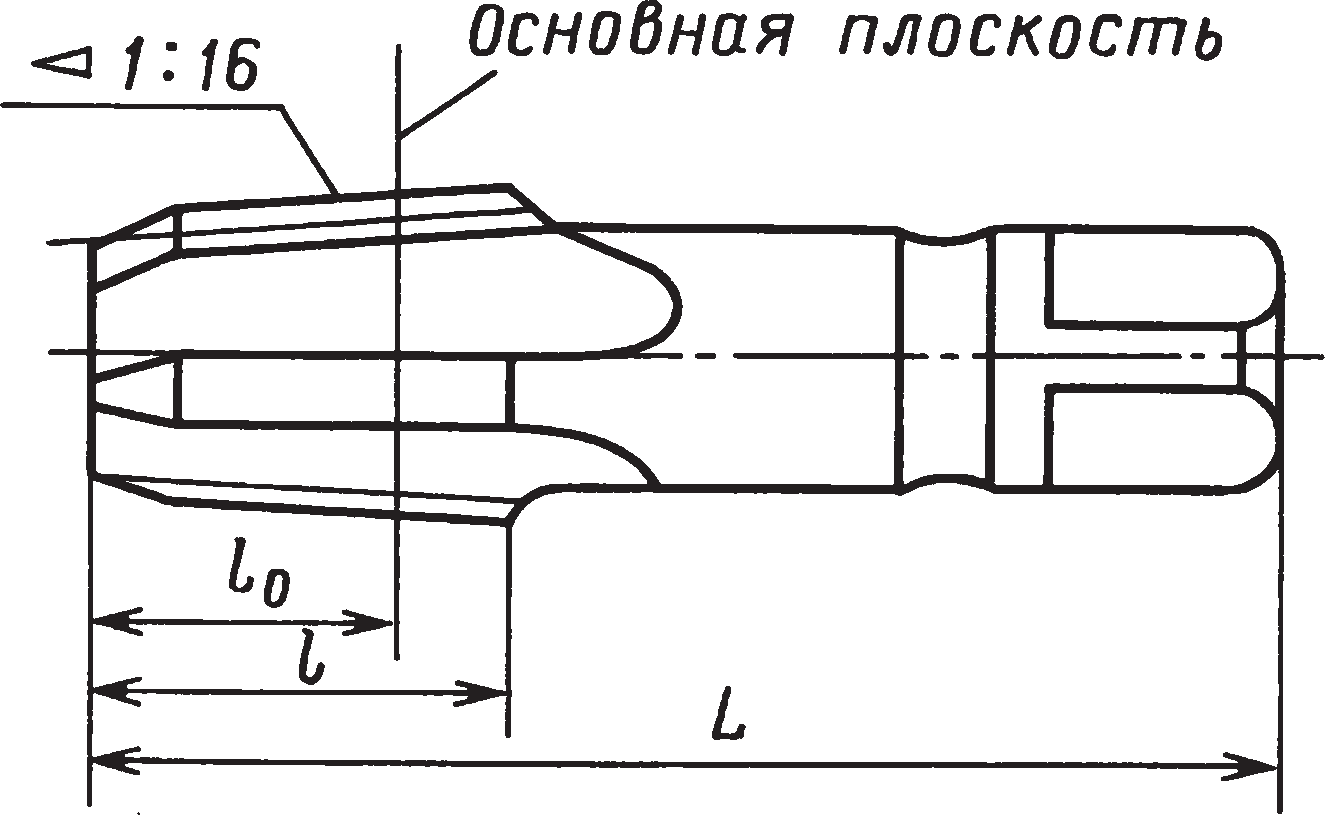
Таблица 47. Круглые плашки (ГОСТ 6228–80Е) для нарезания конической резьбы с углом профиля 60 (ГОСТ 6111–52) и трубной конической резьбы (ГОСТ 6211–81)
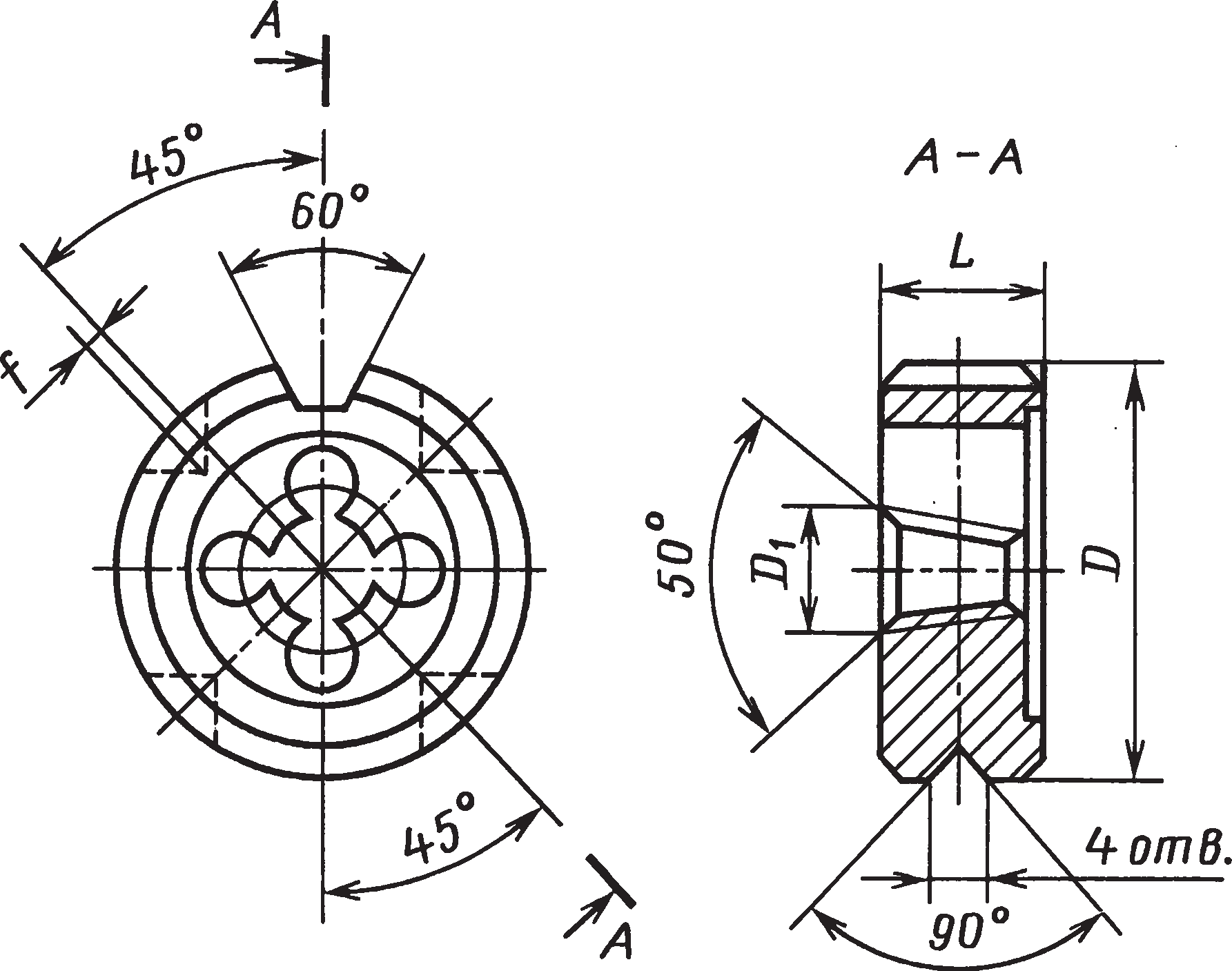 |
|||||||
| Обозначение размера резьбы | Число ниток на 25,4 мм | Шаг резьбы Р | D | D1 | f | L | |
| дюймовой | трубной | ||||||
| R1/16 | 28 | 0,907 | 30 | 8,3 | 1,0 | 11 | |
| К1/16 | 27 | 0,941 | 25 | 8,4 | 0,8 | ||
| R1/8 | 28 | 0,907 | 30 | 10,4 | 1,0 | ||
| К1/8 | 27 | 0,941 | 10,7 | 12 | |||
| R1/4 | 19 | 1,337 | 38 | 13,9 | 1,2 | 14 | |
| К1/4 | 18 | 1,411 | 14,2 | 18 | |||
| R3/8 | 19 | 1,337 | 45 | 17,4 | |||
| К3/8 | 18 | 1,411 | 17,7 | ||||
| R1/2 | 14 | 1,814 | 55 | 21,9 | 1,5 | 22 | |
| К1/2 | 45 | 22,1 | 1,2 | 24 | |||
| R3/4 | 55 | 27,3 | 1,5 | 22 | |||
| К3/4 | 27,4 | 24 | |||||
| R1 | 11 | 2,309 | 65 | 23,4 | 25 | ||
| К1 | 11,5 | 2,209 | 34,3 | 1,8 | 28 | ||
| R11/4 | 11 | 2,309 | 75 | 43,1 | 30 | ||
| К11/4 | 11,5 | 2,209 | 75 | 43,1 | 1,8 | 30 | |
| R11/2 | 11 | 2,309 | 90 | 49,0 | 2,0 | 36 | |
| К11/2 | 11,5 | 2,209 | 49,2 | 30 | |||
| R2 | 11 | 2,309 | 105 | 60,9 | 2,5 | 36 | |
| К2 | 11,5 | 2,209 | 61,2 | 2,0 | 32 | ||
Поля допусков резьбы для классов точности метчиков приведены ниже.
Класс точности метчика . . . . . . 1 2 3 4
Поле допуска . . . . 4Н, 6Н, 7Н, 7Н и 5Н 4G и 8Н и 8H 5G 6G
В практике встречаются разные варианты и условия обработки, различающиеся характером резьбовых отверстий (сквозные, глухие), их длиной и точностью резьбы, материалом детали и способом нарезания (вручную или на станке).
При нарезании резьбы в сквозных коротких отверстиях глубиной до 1,5Р применяют один метчик; при нарезании резьб большой длины или в труднообрабатываемых материалах используют комплект из двух метчиков (чернового и чистового), а при шаге резьбы 3 мм и более — комплект из трех метчиков. При нарезании резьбы в глухих отверстиях одинарные метчики применяют до шага резьбы 2,5 мм. Резьбу с шагом 3 мм и более нарезают комплектом из двух или трех метчиков.
При выполнении слесарно-сборочных работ широко применяют различные виды метчиков (табл. 48–54).
Ручные метчики применяют комплектами из двух метчиков (чернового и чистового).
У гаечных метчиков (ГОСТ 1604–71) заборная часть метчика длиннее, чем у ручных, что позволяет получить резьбу одним метчиком. Эти метчики имеют удлиненный хвостовик.
Машинно-ручные метчики (ГОСТ 3266–81) — наиболее распространенный тип метчиков, охватывающий весь диапазон нарезаемых метчиками метрических и трубных резьб диаметром 1…52 мм. Метчики выпускаются правые и левые, одинарные и комплектные (из двух и трех штук в комплекте). У одинарны метчиков для сквозных отверстий длина заборной части l = 6P, для глухих отверстий l = 3P. Профиль резьбы машинно-ручных метчиков шлифованный.
Метчики для конической резьбы применяют для дюймовой (ГОСТ 6111–52) и трубной (ГОСТ 6211–81) резьб.
Ручные метчики всех размеров изготовляют из сталей У11А и У12А. Машинно-ручные и конические метчики диаметром 12 мм и более, а гаечные диаметром 10 мм и более выполняют из быстрорежущих сталей Р18 и Р6М5, хвостовики — из стали 45 или 40Х. Твердость (HRC) рабочей части метчиков диаметром до 6 мм равна 62…64, диаметром выше 6 мм 63…66, хвостовиков 37…52.
Резьбу нарезают с применением смазочно-охлаждающей жидкости.
Таблица 48. Ручные метчики для нарезания метрической резьбы
 |
|||||||||
| Номинальный диаметр резьбы, d | Шаг резьбы P | D | L | Номинальный диаметр резьбы, d | Шаг резьбы P | D | L | ||
| крупный | мелкий | крупный | мелкий | ||||||
| 2,0 | 0,4 | — | 36 | 10 | 6 | — | 0,75 | 50 | 18 |
| — | 0,25 | 32 | 8 | 0,7 | |||||
| 2,2 | 0,45 | — | 36 | 10 | 7 | 1,0 | — | ||
| — | 0,25 | 32 | 8 | — | 0,75 | ||||
| 2,5 | 0,45 | — | 40 | 12 | 0,7 | ||||
| — | 0,35 | 36 | 10 | 8 | 1,25 | — | 60 | 20 | |
| 3,0 | 0,5 | — | 40 | 12 | — | 1,0 | |||
| — | 0,35 | 10 | 0,75 | ||||||
| 3,5 | 0,6 | — | 12 | 0,5 | |||||
| — | 0,35 | 10 | 9 | 1,25 | — | ||||
| 4,0 | 0,7 | — | 45 | 15 | — | 1,0 | |||
| — | 0,5 | 0,75 | |||||||
| 4,5 | 0,75 | — | 0,5 | ||||||
| — | 0,5 | 10 | 1,5 | — | |||||
| 5,0 | 0,8 | — | 50 | 18 | — | 1,25 | |||
| — | 0,5 | 45 | 15 | 1,0 | |||||
| 6 | 1,0 | — | 50 | 18 | 0,75 | ||||
| 10 | — | 0,5 | 60 | 20 | 18 | — | 1,0 | 80 | 30 |
| 11 | 1,5 | — | 0,75 | 75 | 25 | ||||
| — | 1,0 | 0,5 | |||||||
| 0,75 | 20 | 2,5 | — | 90 | 40 | ||||
| 0,5 | — | 2,0 | 85 | 35 | |||||
| 12 | 1,75 | — | 70 | 28 | 1,5 | ||||
| — | 1,5 | 1,0 | 80 | 30 | |||||
| 1,25 | 0,75 | 75 | 25 | ||||||
| 1,0 | 65 | 25 | 0,50 | ||||||
| 0,75 | 60 | 20 | 22 | 2,5 | — | 95 | 40 | ||
| 0,5 | — | 2,0 | 90 | 35 | |||||
| 14 | 2,0 | — | 75 | 35 | 1,5 | ||||
| — | 1,5 | 70 | 30 | 1,0 | 85 | 30 | |||
| 1,25 | 0,75 | 80 | 25 | ||||||
| 1,0 | 65 | 25 | 0,5 | ||||||
| 0,75 | 60 | 20 | 24 | 3,0 | — | 100 | 45 | ||
| 0,5 | — | 2,0 | 95 | 40 | |||||
| 15 | 1,5 | 70 | 30 | 1,5 | 90 | 35 | |||
| 1,0 | 65 | 25 | 1,0 | 85 | 30 | ||||
| 2,0 | — | 80 | 35 | 0,75 | |||||
| 16 | — | 1,5 | 75 | 30 | 25 | 2,0 | 95 | 40 | |
| 1,0 | 70 | 25 | 1,5 | 90 | 35 | ||||
| 0,75 | 65 | 20 | 1,0 | 85 | 30 | ||||
| 0,5 | 26 | 1,5 | 90 | 35 | |||||
| 17 | 1,5 | 75 | 30 | 27 | 3,0 | — | 105 | 45 | |
| 1,0 | 70 | 25 | — | 2,0 | 100 | 40 | |||
| 18 | 2,5 | — | 90 | 40 | 1,5 | 95 | 35 | ||
| — | 2,0 | 85 | 35 | 1,0 | 90 | 30 | |||
| 1,5 | 0,75 | ||||||||
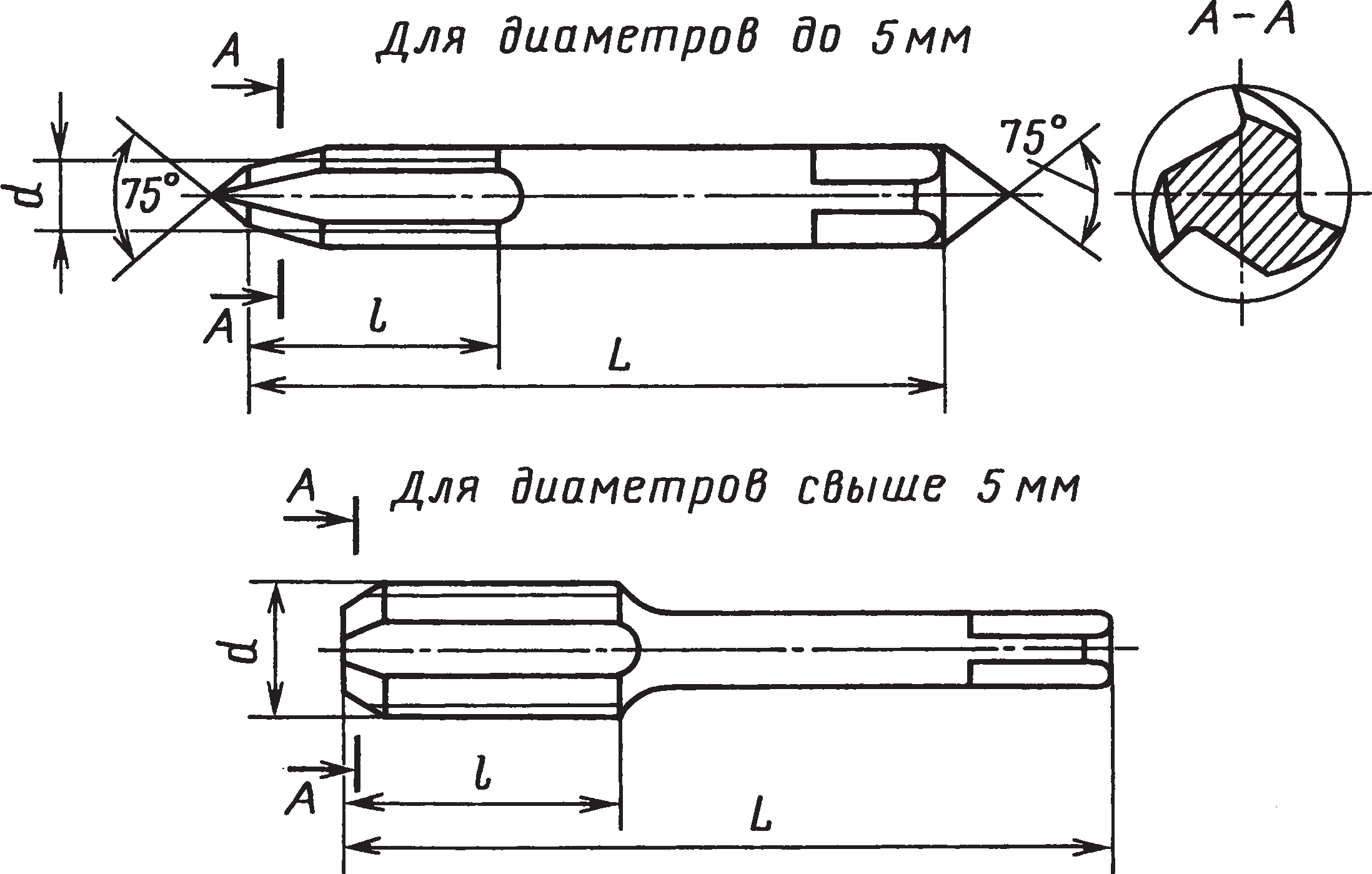
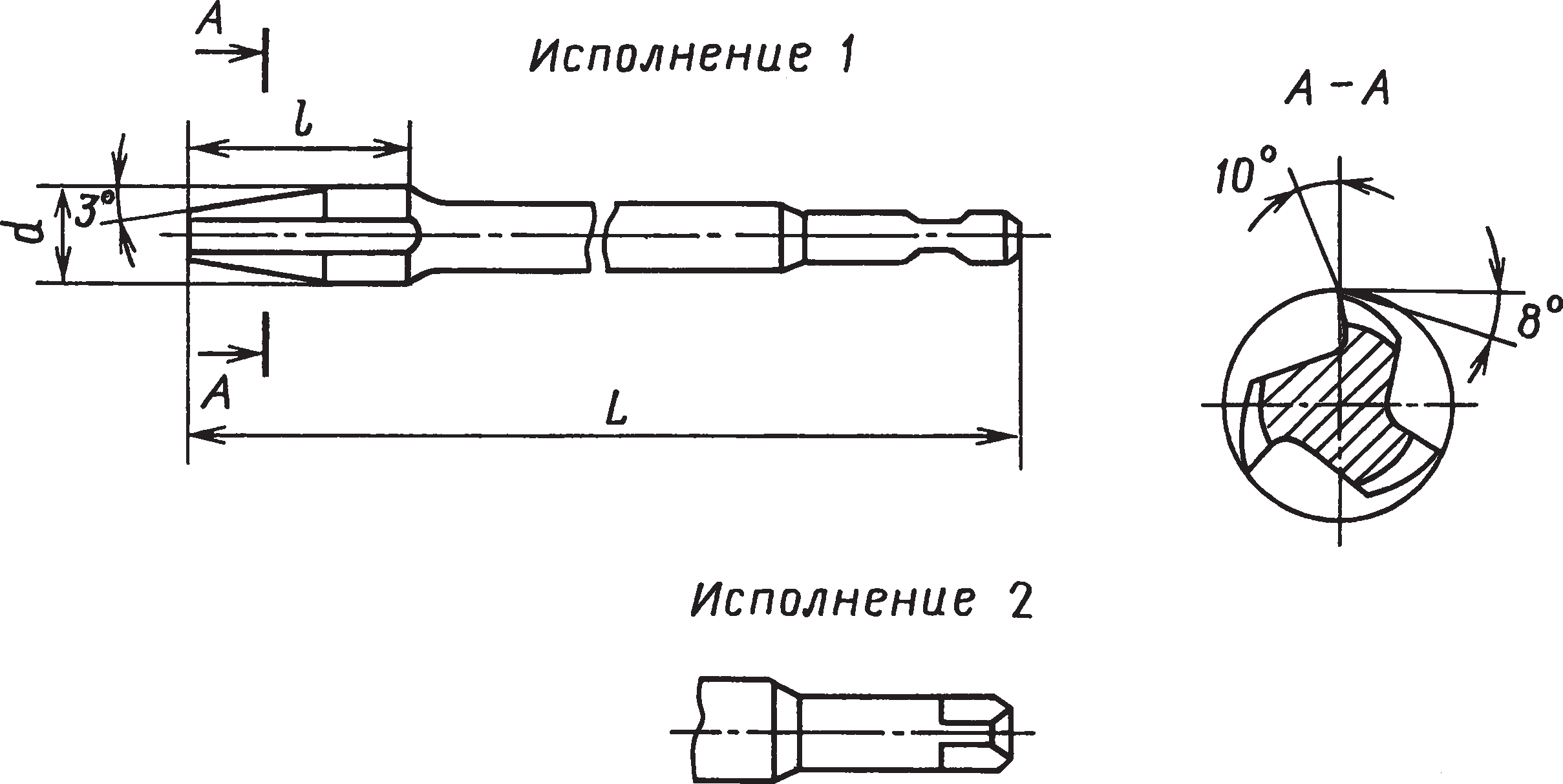
Таблица 49. Короткие метчики с шейкой для метрической резьбы (крупные шаги) (ГОСТ 3266–81)
Исполнение 1 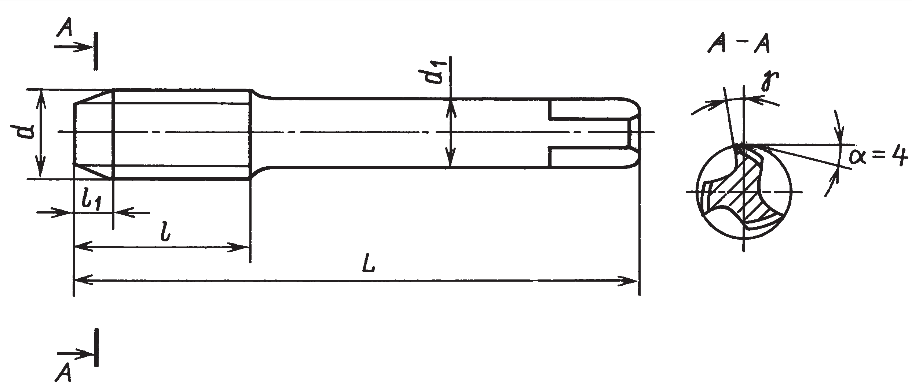 |
Исполнение 2 для d1 ≥ 5 мм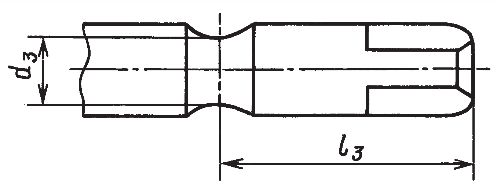 |
|||||||||||
| Шаг резьбы | Номинальный диаметр d
резьбы для рядов |
L | l | l1 метчиков | d1 | Исполнение 2 | ||||||
| 1 | 2 | 3 | одинарных для отверстий | комплектных | l3 | d3 | ||||||
| сквозных | глухих | черновых | чистовых | |||||||||
| 0,5 | 3 | — | — | 48 | 11 | 1,5 | 1,0 | 1,5 | 1,0 | 3,15 | — | |
| 0,6 | — | 3,5 | 50 | 13 | 1,8 | 1,2 | 1,8 | 1,2 | 3,55 | |||
| 0,7 | 4 | — | 53 | 4,2 | 2,1 | 4,2 | 1,4 | 4,0 | ||||
| 0,75 | — | 4,5 | 4,5 | 2,2 | 4,5 | 1,5 | 4,5 | |||||
| 0,8 | 56 | — | 58 | 16 | 4,8 | 2,4 | 4,8 | 1,6 | 5,0 | 13 | 4,5 | |
| 1,0 | 6 | 66 | 19 | 6,0 | 3,0 | 6,0 | 2,0 | 6,3 | 15 | 5,5 | ||
| — | 3,2 | 7,1 | 6,0 | |||||||||
| 1,25 | 8 | — | — | 72 | 22 | 7,5 | 3,8 | 7,5 | 2,5 | 8,0 | 16 | 7,0 |
| — | 9 | 9,2 | 17 | 8,0 | ||||||||
| 1,5 | 10 | — | 80 | 24 | 9,2 | 4,5 | 9,0 | 3,0 | 10,0 | 18 | 9,0 | |
Примечание. Для метчиков с d < 3,5 мм γ = 8°, с d > 3,5 мм γ = 10°; d3, l3 — размеры третьего ряда.
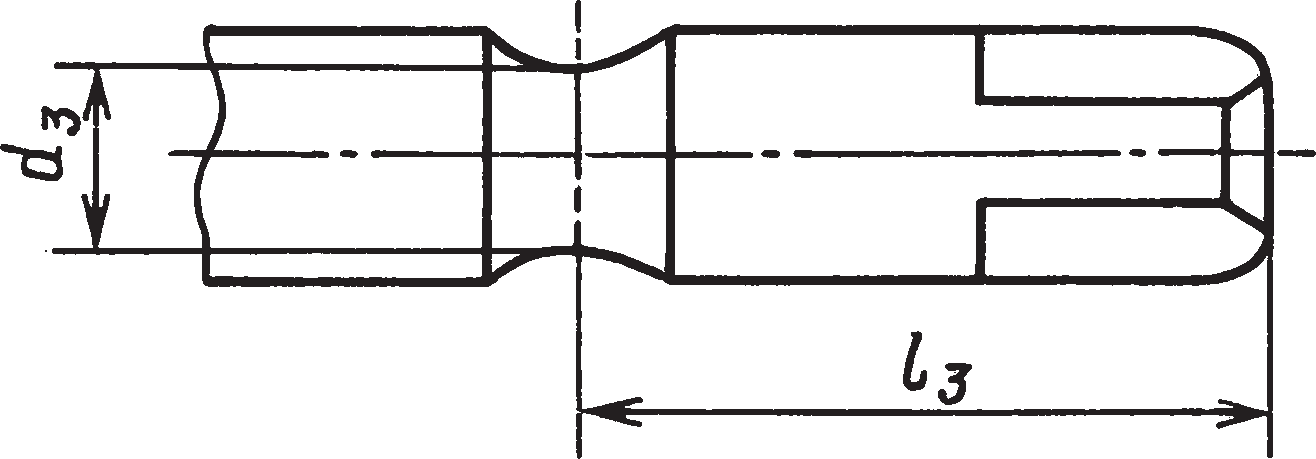
Таблица 50. Короткие метчики с проходным хвостовиком для метрической резьбы (крупные шаги) (ГОСТ 3266–81)
| Исполнение 1
|
|||||||||||
| Исполнение 2 для d1 ≥ 5 мм
|
|||||||||||
| Номинальный диаметр резьбы d для рядов | Шаг резьбы Р | L | l | l1 метчиков | d1 | Исполнение 2 | |||||
| 1 | 2 | одинарных для отверстий | комплектных | l3 | d3 | ||||||
| сквозных | глухих | черновых | чистовых | ||||||||
| 3 | — | 0,5 | 48 (66) | 11 | 1,5 | 1,0 | 1,5 | 1,0 | 2,24 | — | |
| — | 3,5 | 0,6 | 50 | 13 | 1,8 | 1,2 | 1,8 | — | 2,5 | ||
| 4 | — | 0,7 | 53 (73) | 4,2 | 2,1 | 4,2 | 1,4 | 3,15 | |||
| 4,5 | 0,75 | 53 | 2,2 | 4,5 | 1,5 | 3,55 | |||||
| 5 | 0,8 | 58 (79) | 16 | 4,8 | 2,4 | 4,8 | 1,6 | 4,0 | |||
| 6 | 1,0 | 66 (89) | 19 | 4,5 | 2,2 | 4,5 | 1,5 | 4,5 | |||
| — | 7* | 5,6 | 14 | 5,0 | |||||||
| 8 | 9* | 1,25 | 72 | 22 | 7,5 | 3,8 | 7,5 | 2,5 | 6,3 | 15 | 5,5 |
| — | 7,1 | 6,0 | |||||||||
| 10 | — | 1,5 | 80 (108) | 24 | 9,0 | 4,5 | 9,0 | 3,0 | 8,0 | 16 | 7,0; 9,0 |
| — | 11* | 80 | 7,0 | ||||||||
| 12 | — | 1,75 | 89 (119) | 29 | 10,5 | 5,2 | 10,5 | 3,5 | 9,0 | 17 | 8 |
| — | 14 | 2,0 | 95 (127) | 30 | 12,0 | 6,0 | 12,0 | 4,0 | 11,2 | 19 | 10 |
| 16 | — | 2,0 | 102 (137) | 32 | 12,0 | 6,0 | 12,0 | 4,0 | 12,5 | 20 | 11 |
| — | 18 | 2,5 | 112 (149) | 37 | 15,0 | 7,5 | 15,0 | 5,0 | 14,0 | 22 | 12 |
| — | 18 | 0,75 | 95 | 20 | 4,5 | 2,2 | 4,5 | 15,0 | 14,0 | 22 | 12 |
| 20 | — | 2,5 | 112 (149) | 37 | 15 | 7,5 | 15 | 5,0 | |||
| — | 22 | 118 (158) | 38 | 16,0 | 24 | 14 | |||||
| 24 | — | 3,0 | 130 (172) | 45 | 18 | — | 18 | 6,0 | 18,0 | 26 | 16 |
| — | 27 | 135 | 20,0 | 28 | 18 | ||||||
| 30 | — | 3,5 | 138 | 48 | 21 | 21 | 7,0 | 22,0 | |||
| — | 33 | 151 | 51 | 22,4 | 32 | 20 | |||||
| 36 | — | 4,0 | 162 | 57 | 24 | 24 | 8,0 | 25,0 | 34 | 22 | |
| — | 39 | 170 | 60 | 28,0 | 36 | 25 | |||||
| 42 | — | 4,5 | 27 | 27 | 9,0 | ||||||
| — | 45 | 187 | 67 | 31,5 | 40 | 29 | |||||
| 48 | — | 5,0 | 30 | 30 | 10,0 | ||||||
| — | 52 | 200 | 70 | 35,5 | 45 | 33 | |||||
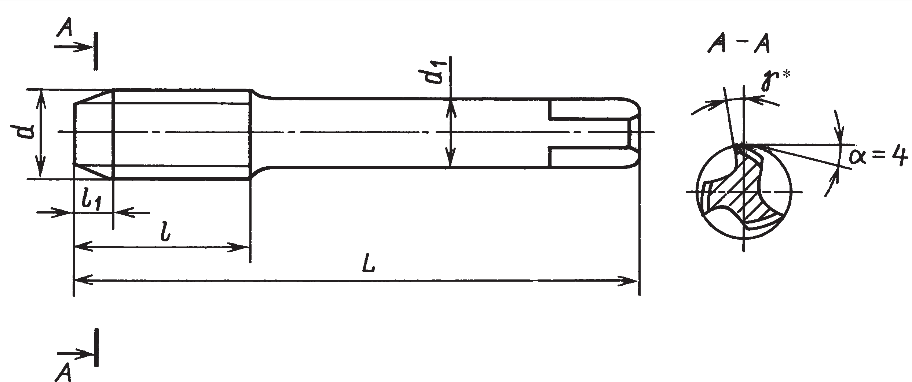
* Диаметры третьего ряда.
Примечания. 1. В скобках даны размеры метчиков с проходным удлиненным хвостовиком.
2. Для метчиков с d ≤ 3,5 мм γ = 8°, с d ≥ 3,5 мм γ = 10°.
Таблица 51. Метчики для нарезания трубной резьбы (ГОСТ 3266–81) (эскиз см. в табл. 50)
| Номинальный диаметр резьбы d, дюймы | Шаг резьбы Р | Число шагов
на длине 25,4 мм |
L | l | l1 метчиков | d1 | Исполнение 2 | ||||
| одинарных для отверстий | комплектных | l3 | d3 | ||||||||
| сквозных | глухих | черновых | чистовых | ||||||||
| 1/2 | 0,907 | 28 | 80 | 18 | 5,5 | 2,8 | 5,5 | 1,8 | 8,0 | 16 | 7 |
| 1/4 | 1,337 | 19 | 90 | 25 | 8,0 | 4,0 | 8,0 | 2,5 | 10,0 | 18 | 9 |
| 3/8 | 100 | 14,0 | 22 | 12 | |||||||
| 1/2 | 1,814 | 14 | 125 | 32 | 11,0 | 5,5 | 11,0 | 3,6 | 16,0 | 24 | 14 |
| 5/8 | 18,0 | 26 | 16 | ||||||||
| 3/4 | 22,4 | 32 | 20 | ||||||||
| 7/8 | 25,0 | 34 | 22 | ||||||||
| 1 | 2,309 | 11 | 140 | 40 | 14 | 7,1 | 14 | 4,5 | 28 | 36 | 25 |
| 11/8 | |||||||||||
| 11/4 | 160 | 31,5 | 40 | 29 | |||||||
| 13/8 | |||||||||||
| 11/2 | 35,5 | 45 | 33 | ||||||||
| 13/4 | 195 | ||||||||||
| 2 | 40,0 | 48 | 37 | ||||||||
Таблица 52. Метчики для дюймовой резьбы (эскиз см. в табл. 50)
| Номинальный диаметр резьбы d | Шаг резьбы
Р |
Число шагов на длине 25,4 мм | L | l | |
| дюймы | мм | ||||
| 1/4 | 3,350 | 1,270 | 20 | 120; 200 | 25 |
| 5/16 | 7,938 | 1,411 | 18 | 140; 220 | 28 |
| 3/8 | 9,525 | 1,588 | 16 | 160; 250 | 32 |
| 7/16 | 11,112 | 1,814 | 14 | 36 | |
| 1/2 | 12,700 | 2,117 | 12 | 180; 280 | 40 |
| 9/16 | 14,288 | ||||
| 5/8 | 15,875 | 2,309 | 11 | 200; 320 | 45 |
| 3/4 | 19,050 | 2,540 | 10 | 50 | |
| 7/8 | 22,225 | 2,822 | 9 | 220; 360 | 55 |
| 1 | 25,400 | 3,175 | 8 | 250; 360 | 60 |
| 11/8 | 28,575 | 3,629 | 7 | 280; 360 | 70 |
| 11/4 | 31,750 | ||||
Таблица 53. Метчики для конической резьбы (ГОСТ 6227–80Е)
 |
|||||||||||||
| Обозна- | ГОСТ 6111–52 | ГОСТ 6211–81 | Обозна- | ГОСТ 6111–52 | ГОСТ 6211–81 | ||||||||
| чение | чение | ||||||||||||
| размера резьбы*, | L | l | l0 | L | l | l0 | размера резьбы*, | L | l | l0 | L | l | l0 |
| дюймы | дюймы | ||||||||||||
| 1/16 | 50 | 16 | 10 | 52 | 14 | 10,1 | 1/4 | 65 | 24 | 15 | 67 | 19 | 15 |
| 3/8 | 75 | 26 | 16 | 75 | 21 | 15,4 | |||||||
| 1/8 | 55 | 18 | 11 | 59 | 15 | 10 | 1/2 | 85 | 30 | 21 | 87 | 26 | 20,5 |
| 3/4 | 95 | 32 | 96 | 28 | 21,8 | ||||||||
| Обозна- | ГОСТ 6111–52 | ГОСТ 6211–81 | Обозна- | ГОСТ 6111–52 | ГОСТ 6211–81 | ||||||||
| чение | чение | ||||||||||||
| размера резьбы*, | L | l | l0 | L | l | l0 | размера резьбы*, | L | l | l0 | L | l | l0 |
| дюймы | дюймы | ||||||||||||
| 1 | 110 | 40 | 26 | 109 | 33 | 26,0 | 11/2 | 140 | 42 | 27 | 125 | 37 | 28,3 |
| 11/4 | 120 | 42 | 27 | 119 | 36 | 28,3 | 2 | 45 | 28 | 140 | 41 | 32,7 | |
* Первая буква К (ГОСТ 6111–52) или Rc (ГОСТ 6211–81).
Таблица 54. Метчики гаечные для нарезания метрических резьб (ГОСТ 1604–71)
 |
|||||||||
| Номинальный диаметр резьбы, d | Шаг резьбы P | L | l | Номинальный диаметр резьбы, d | Шаг резьбы P | L | l | ||
| крупный | мелкий | крупный | мелкий | ||||||
| 3,0 | 0,50 | — | 70; 120 | 10 | 5,5 | — | (0,50) | 110; 180 | 10 |
| — | 0,30 | 7 | |||||||
| 3,5 | (0,60) | — | 80; 120 | 12 | 6,0 | 1,0 | — | 120; 200 | 20 |
| — | 0,35 | 7 | — | 0,75 | 16 | ||||
| 4,0 | 0,70 | — | 90; 160 | 14 | 0,50 | 10 | |||
| — | 0,50 | 10 | 7,0 | 1,0 | — | 20 | |||
| 4,5 | (0,75) | — | 100; 160 | 16 | — | 0,75 | 16 | ||
| — | 0,50 | 10 | 0,50 | 10 | |||||
| 5,0 | 0,80 | — | 110; 180 | 16 | 8,0 | 1,25 | — | 140; 220 | 25 |
| — | 0,50 | 10 | — | 1,00 | 20 | ||||
| 8,0 | — | 0,75 | 140; 220 | 16 | 16 | — | 1,00 | 200; 320 | 20 |
| 0,50 | 10 | 0,75 | 16 | ||||||
| 9,0 | (1,25) | — | 25 | 17 | 1,50 | 30 | |||
| — | 1,00 | 20 | (1,00) | 20 | |||||
| 0,75 | 16 | 18 | 2,00 | 40 | |||||
| 0,50 | 10 | 1,50 | 30 | ||||||
| 10 | 1,50 | — | 160; 250 | 30 | 1,00 | 20 | |||
| — | 1,25 | 25 | 0,75 | 16 | |||||
| 1,00 | 20 | 20 | 2,5 | — | 220; 360 | 50 | |||
| 0,75 | 16 | — | 2,00 | 40 | |||||
| 0,50 | 10 | 1,50 | 30 | ||||||
| 11 | (1,50) | — | 30 | 1,00 | 20 | ||||
| — | 1,00 | 20 | 0,75 | 16 | |||||
| 0,75 | 16 | 22 | 2,5 | — | 50 | ||||
| 0,50 | 10 | — | 2,00 | 40 | |||||
| 12 | 1,75 | — | 180; 280 | 36 | 1,50 | 30 | |||
| — | 1,50 | 30 | 1,00 | 20 | |||||
| 1,25 | 25 | 0,75 | 16 | ||||||
| 1,00 | 20 | 24 | 3,5 | — | 250; 360 | 60 | |||
| 0,75 | 16 | — | 2,00 | 40 | |||||
| 14 | 2,00 | — | 40 | 1,50 | 30 | ||||
| — | 1,5 | 30 | 1,00 | 20 | |||||
| 1,25 | 25 | 2,00 | 40 | ||||||
| 1,00 | 20 | 1,50 | 30 | ||||||
| 0,75 | 16 | 1,00 | 20 | ||||||
| 15 | 1,50
(1,00) |
30 | 2,00 | 40 | |||||
| 20 | |||||||||
| 16 | 2,00 | — | 200; 320 | 40 | 25 | 1,50 | 30 | ||
| — | 1,50 | 30 | (1,00) | 20 | |||||
| 27 | 3,0 | — | 250; 360 | 60 | 39 | — | 1,5 | 280; 360 | 30 |
| — | 2,00 | 40 | 40 | (3,0) | 60 | ||||
| 1,50 | 30 | (2,0) | 40 | ||||||
| 1,00 | 20 | 1,5 | 30 | ||||||
| 28 | (2,00) | 40 | 42 | 4,5 | — | 90 | |||
| (1,50) | 30 | — | (4,0) | 80 | |||||
| (1,00) | 20 | 3,0 | 60 | ||||||
| 30 | 3,5 | — | 280; 360 | 70 | 2,0 | 40 | |||
| — | (3,00) | 60 | 1,5 | 30 | |||||
| 2,00 | 40 | 45 | 4,5 | — | 360; 450 | 90 | |||
| 1,5 | 30 | — | (4,0) | 280; 360 | 80 | ||||
| 1,00 | 20 | 3,0 | 60 | ||||||
| 32 | (2,00) | 40 | 2,0 | 40 | |||||
| (1,5) | 30 | 1,5 | 30 | ||||||
| 33 | 3,5 | — | 70 | 48 | 5,0 | — | 400; 500 | 100 | |
| — | (3,0) | 60 | — | (4,0) | 280; 360 | 80 | |||
| 2,0 | 40 | 3,0 | 60 | ||||||
| 1,5 | 30 | 2,0 | 40 | ||||||
| 1,0 | 20 | 1,5 | 30 | ||||||
| 35 | (1,5) | 30 | 50 | (3,0) | 60 | ||||
| 36 | 4,0 | — | 80 | 2,0 | 40 | ||||
| — | 3,0 | 60 | 1,5 | 30 | |||||
| 2,0 | 40 | 52 | (4,0) | 80 | |||||
| 1,5 | 30 | 3,0 | 60 | ||||||
| 39 | 4,0 | — | 80 | 2,0 | 40 | ||||
| — | 3,0 | 60 | 1,5 | 30 | |||||
| 2,0 | 40 | 5,0 | — | 400 | 100 | ||||
Примечание. Метчики с шагом резьбы, указанным в скобках, применять не рекомендуется.