В состав этой группы инструментов для слесарно-сборочных работ включены: ножовочные рамки и полотна, ручные ножницы, надфили и напильники. Ведущими производителями этих традиционных инструментов являются предприятия: Ижсталь, ОАО «Металлист», Matrix (Германия) и другие отечественные и зарубежные предприятия.
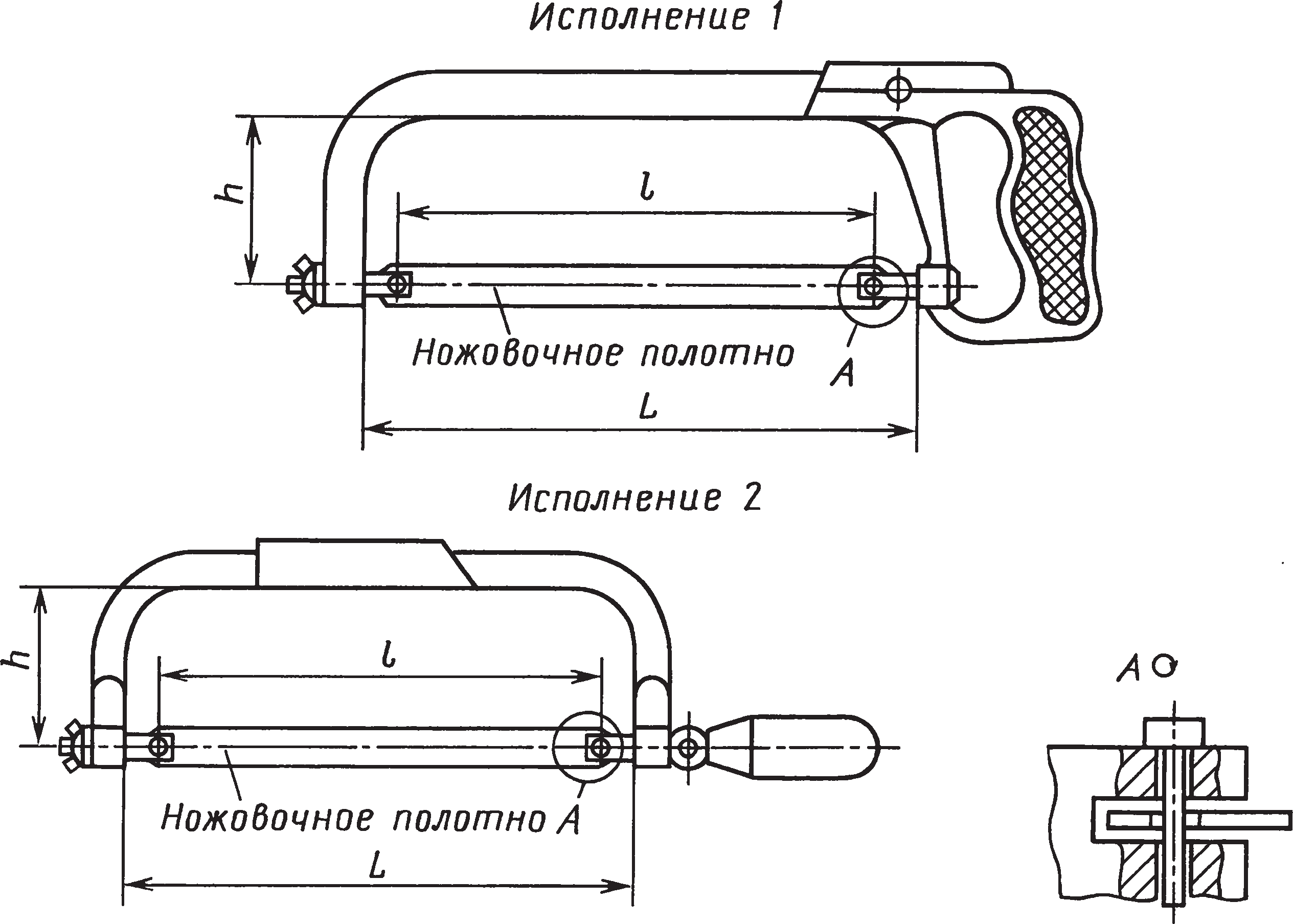
Ножовочные ручные рамки (табл. 23) изготовляют двух типов: 1 — для работы с ножовочными полотнами длиной 300 мм; 2 — для работы с ножовочными полотнами длиной 250 и 300 мм, т.е. раздвижными.
Ножовочные полотна ручные (табл. 24) производят с зубьями с одной и с двух сторон полотна длиной 250 и 300 мм из быстрорежущей стали Х6ВФ, В2Ф с зоной повышенной твердости 61…64 HRC.
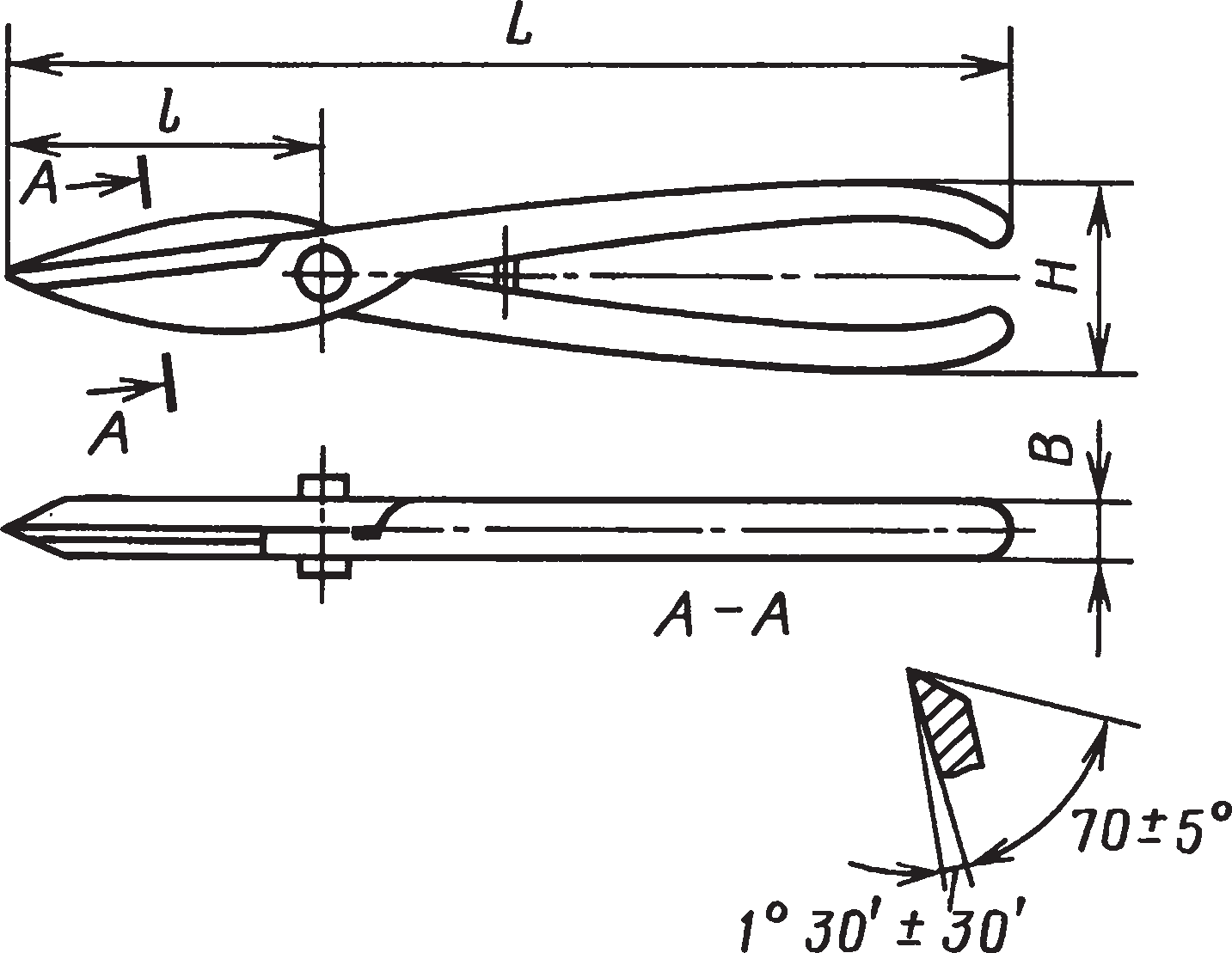
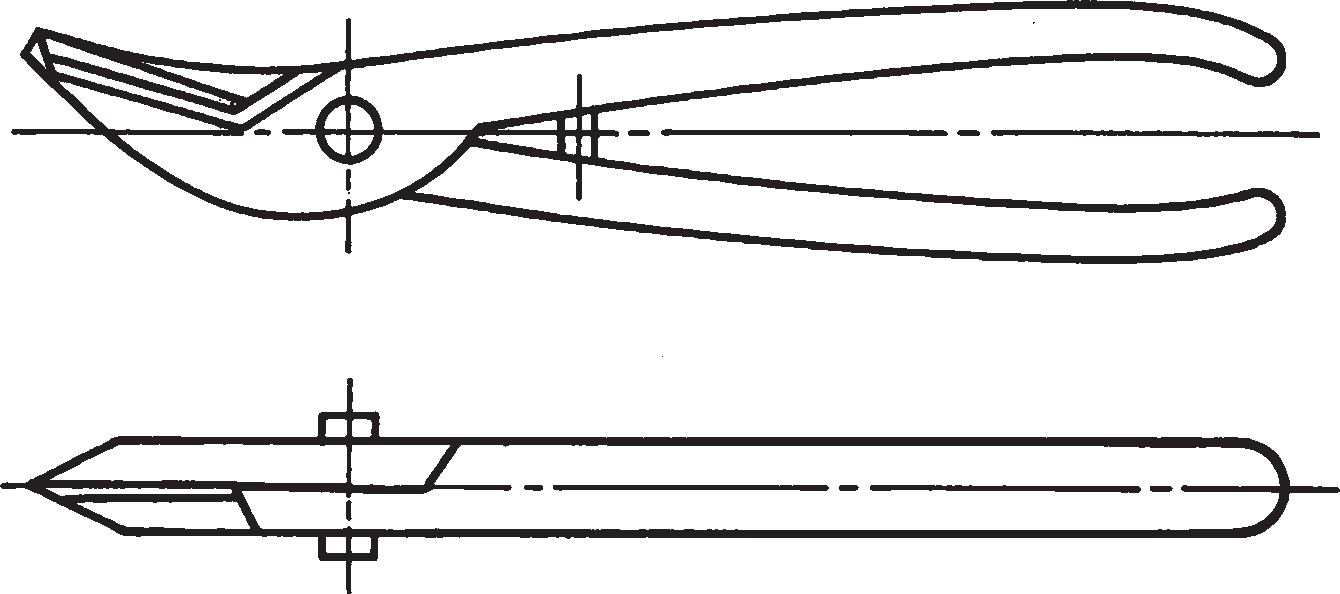
Для резки металла применяют ручные ножницы трех типов (табл. 25):1— пряморежущие; 2 — для резки отверстий; 3 — для фигурной резки. Ножницы всех типов могут быть изготовлены в леворежущем исполнении (нижнее лезвие расположено слева), а по заказу — в праворежущем (нижнее лезвие расположено справа). Рычаги ножниц делают из стали У7 или У7А. Режущие элементы ножниц имеют твердость 57,5…61,5 HRC.
Таблица 23. Ножовочные ручные рамки (ГОСТ 17270–71)
 |
|||||
| Обозначение рамки | Тип | Исполнение | l | h | L |
| 6920-0001 | 1 | 1 | 300 | 90 | 340 |
| 6920-0010 | 2 | 70 | |||
| 6920-0011 | 85 | ||||
| 6920-0002 | 2 | 1 | 250 | 90 | 290 |
| 300 | 340 | ||||
| 6920-0020 | 2 | 250 | 70 | 290 | |
| 300 | 340 | ||||
| 6920-0021 | 250 | 85 | 290 | ||
| 300 | 340 | ||||
Примечание. Обозначение ножовочной рамки типа 1 исполнения 2 с h = 90 ммс хромовым покрытием толщиной 1 мкм и подслоем никеля толщиной 12 мкм: Рамка 6920-0002 Н12.Х1 ГОСТ 1720–71.
Таблица 24. Ножовочные ручные полотна для металла (ГОСТ 6645–86)
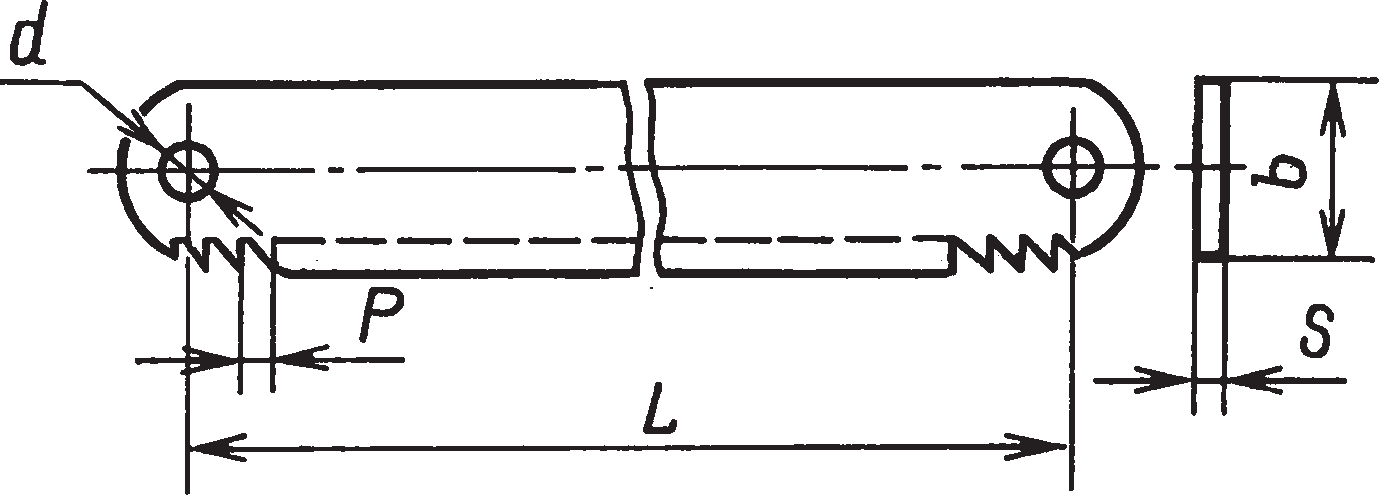 |
Обозначение полотна | L | b | S | d | Шаг зубьев Р |
| 2800-0001 | 250 | 12,5 | 0,65 | 4 | 0,8 | |
| 2800-0002 | 1 | |||||
| 2800-0003 | 1,25 | |||||
| 2800-0004 | 0,8 | |||||
| 2800-0005 | 300 | 1,0 | ||||
| 2800-0006 | 1,25 | |||||
| 2800-0007 | 1,4 | |||||
| 2800-0008 | 1,6 |
Таблица 25. Ручные ножницы для резки металла (ГОСТ 7210–75)
| 1. Пряморежущие
2. Для резки отверстий
3. Для фигурной резки
|
Ножницы | Тип | L | l | H | B | |
| праворежущие | леворежущие | ||||||
| 2809-0001 | 2809-0002 | 1 | 200 | 63 | 40 | 10 | |
| 2809-0003 | 2809-0004 | 250 | 71 | 11 | |||
| 2809-0005 | 2809-0006 | 320 | 90 | 50 | 13 | ||
| 2809-0007 | 2809-0008 | 400 | 110 | 16 | |||
| 2809-0011 | 2809-0012 | 2 | 250 | 63 | 40 | 11 | |
| 2809-0013 | 2809-0014 | 320 | 71 | 50 | 13 | ||
| 2809-0015 | 2809-0016 | 3 | 250 | 40 | 11 | ||
| 2809-0017 | 2809-0018 | 320 | 80 | 50 | 13 | ||
| Примечание. Обозначение леворежущих ножниц типа 2 длиной L = 250 мм с покрытием КД21хр: Ножницы 2809-0012 КД21хр ГОСТ 7210–75. | |||||||
Надфили (ГОСТ 1513–77) предназначены для опиливания небольших участков деталей из металлов (рис. 1). Надфили изготовляют длиной L = 100, 120 и 160 мм соответственно с длиной рабочей части l = 50, 60 и 80 мм из инструментальной легированной стали 13Х или углеродистых сталей У12, У12А, У13, У13А. Они имеют двойную насечку: основную под углом 45° и вспомогательную под углом 25° к оси надфиля. Узкие стороны плоских и ножовочных надфилей и овальные стороны пазовых надфилей имеют одинарную насечку, которая обозначается десятью номерами: 00; 0; 1; 2; 3; 4; 5; 6; 7; 8.
Твердость и острота зубьев надфиля обеспечивают сцепляемость с контрольной пластиной из стали У10 или У12 твердостью не менее 58 HRC. Стойкость каждой стороны надфиля при обработке деталей твердостью 170…187 НВ для надфилей с насечным зубом составляет не менее 90 мин, а для надфилей из углеродистой стали с нарезным зубом — не менее 60 мин.
Слесарные напильники общего назначения (ГОСТ 1465–80) предназначены для опиливания металлических деталей и заготовок (рис. 2). Напильники изготовляют длиной L, равной 100, 125, 150, 200, 250, 300, 350, 400, 450 мм, соответственно с длиной рабочей части l = 60; 80; 100; 145; 190; 230; 270; 310; 350 мм из легированной стали 13Х или 14ХФ. По твердости (сцепляемости с контрольной пластинкой) различают три исполнения: 01 (60 HRC), 02 (62 HRC); 03 (58 HRC).
Напильники имеют перекрестную основную и вспомогательную насечки шести номеров: 0; 1; 2; 3; 4; 5 (или нарезку четырех номеров: 0; 1; 2; 3), которые обеспечивают определенную точность и параметры шероховатости поверхности при опиливании деталей.
Напильники для затачивания пил по дереву (табл. 26) предусмотрены типов: трехгранные, ромбические, круглые и плоские исполнений 1 с твердостью 59 HRC и 2 с твердостью 62 HRC. Для изготовления напильников применяют углеродистую сталь У13 или У13А. Насечки на напильниках выполняют двойными под углом 60° к оси.