Содержание страницы
- 1. Основные ГОСТы, регламентирующие типы и параметры сварных соединений
- 2. Сварка элементов различной толщины: правила и требования
- 3. Сравнительная характеристика основных методов дуговой сварки
- 4. Требования к геометрии угловых швов
- 5. Аттестация сварщиков: международные стандарты и российская практика
- Заключение
Сварка — это фундаментальный технологический процесс, без которого невозможно представить современную промышленность, строительство и машиностроение. От качества сварного шва напрямую зависит прочность, надежность и долговечность конструкций, начиная от бытовых приборов и заканчивая мостами, трубопроводами и атомными реакторами. Именно поэтому обеспечение стабильного качества сварных соединений стало ключевой задачей инженерии с момента зарождения этой технологии. Для решения этой задачи была создана и постоянно совершенствуется система стандартизации. В России и странах СНГ основу этой системы составляют Государственные стандарты (ГОСТ), которые регламентируют каждый аспект сварочного производства.
В данном материале мы проведем глубокий анализ ключевых стандартов, определяющих типы, конструктивные элементы и размеры сварных швов, рассмотрим требования к подготовке деталей и геометрии шва, а также затронем важнейшую тему аттестации сварочного персонала как гаранта качества на производстве.
1. Основные ГОСТы, регламентирующие типы и параметры сварных соединений
Выбор конкретного стандарта для проектирования и выполнения сварного соединения зависит от множества факторов: метода сварки (ручная дуговая, под флюсом, в среде защитных газов), типа соединяемых материалов (углеродистая сталь, легированные сплавы, цветные металлы), а также от конструктивных особенностей самого изделия (листовые конструкции, трубопроводы, арматура). Ниже в таблице 1 представлен систематизированный перечень основополагающих стандартов в этой области.
| Стандарт (ГОСТ) | Наименование и краткая характеристика | Сфера действия и ключевые ограничения |
|---|---|---|
| ГОСТ 5264-80 | Ручная дуговая сварка. Соединения сварные. Устанавливает базовые типы, конструкцию и размеры для одного из самых распространенных методов сварки. | Применяется для соединений из сталей, а также сплавов на железоникелевой и никелевой основах. Важно: не распространяется на сварку стальных трубопроводов, которая регламентируется ГОСТ 16037-80. |
| ГОСТ 8713-79 | Сварка под флюсом. Соединения сварные. Регламентирует параметры для автоматизированного метода, обеспечивающего высокую производительность и качество шва. | Распространяется на те же материалы, что и ГОСТ 5264-80 (стали, железоникелевые и никелевые сплавы). Аналогично имеет исключение для стальных трубопроводов (см. ГОСТ 16037-80). |
| ГОСТ 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. | Специализированный стандарт для соединений из углеродистых и низколегированных сталей, выполняемых под нестандартными углами. |
| ГОСТ 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. | Регламентирует ручную сварку плавящимся электродом соединений под нестандартными углами для сталей толщиной до 60 мм включительно. |
| ГОСТ 14098-2014 (взамен ГОСТ 14098-91) | Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры. | Ключевой стандарт в строительстве. Определяет параметры сварки арматуры (диаметром 3-40 мм) и закладных изделий при производстве ЖБИ и возведении монолитных конструкций. |
| ГОСТ 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. Регулирует популярные методы MIG/MAG сварки. | Применяется для широкого спектра сталей, однако не охватывает специфику сварки труб. |
| ГОСТ 14776-79 | Дуговая сварка. Соединения точечные. Стандарт для соединений, выполняемых дуговой сваркой с формированием отдельных точек. | Распространяется на точечные соединения сталей, а также медных, алюминиевых и никелевых сплавов. |
| ГОСТ 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Стандарт для TIG/MIG сварки алюминия. | Охватывает соединения из алюминия и его деформируемых сплавов при толщине кромок от 0,8 до 60 мм. |
| ГОСТ 15164-78 | Электрошлаковая сварка. Соединения сварные. Регламентирует метод сварки для больших толщин. | Применяется для стальных конструкций. Особенность: не устанавливает размер зазора между деталями, который определяется технологической картой. |
| ГОСТ 15878-79 | Контактная сварка. Соединения сварные. Определяет параметры для точечной, рельефной и шовной контактной сварки. | Охватывает широкий спектр материалов: стали, сплавы на основе Ni и Fe, титан, алюминий, магний, медь. Не применяется для методов без расплавления металла. |
| ГОСТ 16037-80 | Соединения сварные стальных трубопроводов. Один из важнейших стандартов для нефтегазовой и коммунальной сфер. | Устанавливает требования к соединениям труб с трубами и арматурой. Не используется при изготовлении самих труб из листового проката. |
| ГОСТ 16038-80 | Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. | Регламентирует сварку труб из меди (М1р, М2р, М3р по ГОСТ 859-2001), медно-никелевого сплава (МНЖ 5-1) с фланцами из латуни и штуцерами из бронзы. |
| ГОСТ 16098-80 | Соединения сварные из двухслойной коррозионно-стойкой стали. | Специализированный стандарт для работы с биметаллическими материалами, где важна целостность как основного, так и плакирующего слоя. |
| ГОСТ 19249-73 | Соединения паяные. Основные типы и параметры. | Регламентирует конструкцию и параметры паяных швов, их условные обозначения. Является базовым документом для технологии пайки. |
| ГОСТ 23518-79 | Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. | Дополняет ГОСТ 14771-76, описывая специфику выполнения угловых соединений из сталей и сплавов на железоникелевой и никелевой основах. |
Эти стандарты являются не просто рекомендациями, а нормативными документами, которые определяют целый комплекс параметров. Для каждой толщины металла и типа соединения регламентируются форма подготовки кромок, размеры зазоров, а также геометрия итогового шва: его ширина (e), выпуклость (g), катет (K) и допустимые отклонения от этих величин. Например, такие фундаментальные стандарты, как ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76, детально прописывают все эти параметры, а ГОСТ 16037-80 и 16038-80 дополнительно вводят жесткие допуски на разнотолщинность стенок свариваемых труб, что критически важно для обеспечения равнопрочности трубопроводов.
2. Сварка элементов различной толщины: правила и требования
На практике часто возникает необходимость соединять детали с разной толщиной. Стандарты четко регламентируют, как выполнять такие соединения для сохранения прочностных характеристик. Общий принцип заключается в обеспечении плавного перехода от толстой детали к тонкой.
2.1. Соединения без дополнительной подготовки кромок
Если разница в толщинах не превышает установленных значений, стыковая сварка выполняется так же, как и для деталей одинаковой толщины. При этом все конструктивные параметры (угол разделки кромок, притупление, зазор) выбираются по большей толщине. В таблице 2 приведены допустимые значения этой разницы.
| Стандарт (ГОСТ) | Толщина тонкой детали (s), мм | Максимальная разность толщин (s1 — s), мм |
|---|---|---|
| ГОСТ 5264-80 | 1…4 | 1 |
| 5…20 | 2 | |
| 21…30 | 3 | |
| Более 30 | 4 | |
| ГОСТ 8713-79 | 2…4 | 1 |
| 5…30 | 2 | |
| 31…40 | 4 | |
| Более 40 | 6 | |
| ГОСТ 14771-76 | 2…3 | 1 |
| 4-30 | 2 | |
| 31-40 | 4 | |
| Более 40 | 6 | |
| ГОСТ 16098-80 | 4…7 | 1 |
| 8…20 | 2 | |
| 21…36 | 3 | |
| Более 40 | 4 |
2.2. Соединения с механической обработкой кромок
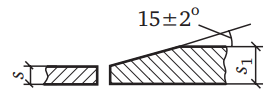
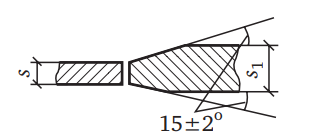
Если разница в толщинах превышает допустимые значения из таблицы 2, на более толстой детали (s1) необходимо выполнить механический скос до толщины более тонкой детали (s). Этот скос может быть как односторонним, так и двухсторонним, что обеспечивает плавное распределение напряжений в соединении. В этом случае все параметры сварного шва выбираются по меньшей толщине. Примеры выполнения скосов показаны в таблице 3.
| Стандарт (ГОСТ) | Односторонний скос | Двухсторонний скос |
|---|---|---|
| ГОСТ 5264-80, ГОСТ 8713-79 |
 |
 |
| ГОСТ 14771-76 | 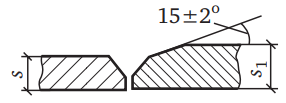 |
|
| ГОСТ 16098-80 | 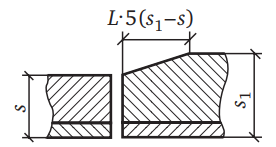 |
2.3. Допустимое смещение кромок
Идеально совместить кромки деталей перед сваркой не всегда возможно. Поэтому стандарты (ГОСТ 5264-80, 8713-79, 14771-76) допускают некоторое смещение кромок относительно друг друга. Величина этого смещения зависит от толщины металла:
- При толщине детали s до 4 мм — смещение не более 0,5 мм.
- При толщине s от 4 до 10 мм — смещение не более 1 мм.
- При толщине s от 10 до 100 мм — смещение не более 0,1s, но не должно превышать 3 мм.
- При толщине s более 100 мм — смещение рассчитывается по формуле 0,01s + 2, но не должно превышать 4 мм.
Для двухслойной стали (ГОСТ 16098-80) требования еще строже: смещение не должно превышать 10% толщины листа, но не более половины толщины плакирующего (коррозионно-стойкого) слоя.
3. Сравнительная характеристика основных методов дуговой сварки
Для лучшего понимания области применения стандартов, полезно сравнить ключевые методы дуговой сварки, на которые они распространяются.
| Метод сварки | Принцип и особенности | Ключевой ГОСТ | Преимущества и недостатки | Основное применение |
|---|---|---|---|---|
| Ручная дуговая сварка (РДС, MMA) | Сварка плавящимся покрытым электродом. Дуга горит между электродом и изделием. Покрытие защищает сварочную ванну. | ГОСТ 5264-80 | Плюсы: простота, мобильность, универсальность. Минусы: низкая производительность, зависимость от квалификации сварщика. | Ремонтные работы, монтаж металлоконструкций в полевых условиях, сварка в труднодоступных местах. |
| Сварка под флюсом (SAW) | Автоматический процесс. Дуга горит под слоем гранулированного флюса, который защищает металл и легирует шов. | ГОСТ 8713-79 | Плюсы: высокая производительность, отличное качество шва, минимальное разбрызгивание. Минусы: возможно только в нижнем положении. | Производство труб большого диаметра, балок, мостовых конструкций, корпусов судов, толстостенных сосудов. |
| Сварка в защитных газах (MIG/MAG, GMAW) | Полуавтоматический процесс. В зону сварки подается проволока и защитный газ (аргон, гелий, CO₂, или их смеси), который вытесняет воздух. | ГОСТ 14771-76 | Плюсы: высокая скорость, возможность сварки в разных положениях, аккуратный шов. Минусы: чувствительность к сквознякам, требуется газовое оборудование. | Машиностроение, автомобилестроение, производство легких и средних металлоконструкций, работа с тонкими металлами. |
4. Требования к геометрии угловых швов
Для угловых, тавровых и нахлесточных соединений ключевыми параметрами являются форма шва (выпуклость или вогнутость) и размер катетов. Чрезмерная выпуклость приводит к концентрации напряжений, а излишняя вогнутость — к ослаблению сечения.
| Стандарт (ГОСТ) | Допустимая выпуклость шва (g) | Допустимая вогнутость шва |
|---|---|---|
| ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76 | Не более 30% от размера катета, но с ограничением в 3 мм. | До 30% от катета, но не более 3 мм. При этом вогнутость не должна уменьшать расчетную высоту сечения шва. |
| ГОСТ 16098-80 | В нижнем положении: 1,5 мм (при K < 5 мм), 2,5 мм (при 5 ≤ K ≤ 10 мм), 3,5 мм (при K > 10 мм). В других положениях допускается увеличение на 1 мм. | Вогнутость шва не должна превышать 3 мм. |
Размеры катетов углового шва (K и K1) задаются при проектировании. ГОСТ 5264-80 и 8713-79 устанавливают, что для деталей толщиной до 3 мм катет не должен превышать 3 мм, а для более толстых деталей — не более 1,2 толщины более тонкого элемента. Предельные отклонения от номинального размера катета составляют ±1 мм для катетов до 5 мм и ±2 мм для катетов 6 мм и более.
Минимальный размер катета зависит от предела текучести стали и толщины более массивного элемента, что связано с необходимостью обеспечить достаточный тепловвод для качественного провара и избежать образования хрупких структур. Эти значения сведены в таблицу 6.
| Предел текучести свариваемой стали, МПа | Толщина более толстого из свариваемых элементов, мм | |||||||
|---|---|---|---|---|---|---|---|---|
| 3…4 | 4…5 | 5…10 | 10…16 | 16…22 | 22…32 | 32…40 | 40…80 | |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 400…450 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
| Примечание: Минимальный размер катета не должен превышать 1,2 толщины более тонкого элемента. | ||||||||
5. Аттестация сварщиков: международные стандарты и российская практика
Наличие подробных стандартов на сварные соединения бессмысленно без квалифицированного персонала, способного воплотить их требования в жизнь. Аттестация сварщиков — это ключевой элемент системы обеспечения качества, подтверждающий, что специалист обладает необходимыми теоретическими знаниями и практическими навыками.
В России эта сфера регулируется системой Национального Агентства Контроля Сварки (НАКС), которая пришла на смену правилам Госгортехнадзора (например, ПБ-03-273-99). Современная система аттестации максимально гармонизирована с международными нормами, в частности, с европейским стандартом EN ISO 9606-1 (который заменил EN 287-1). Это позволяет российским специалистам подтверждать свою квалификацию на международном уровне.
В ходе аттестации проверяются как теория (знание технологий, материалов, стандартов безопасности), так и практика. Сварщик выполняет сварку контрольных образцов, которые затем подвергаются неразрушающему и разрушающему контролю. По результатам выдается удостоверение, где зашифрована область допуска специалиста. Рассмотрим пример записи:
111 T BW W01 B t10 D273 PF ss nb
Эта сложная на вид формула подробно описывает квалификацию:
- 111: Метод сварки (ручная дуговая сварка покрытым электродом).
- T: Тип изделия (Tube — труба).
- BW: Тип шва (Butt Weld — стыковой шов).
- W01: Группа свариваемых материалов (углеродистые стали).
- B: Тип покрытия электрода (основное).
- t10: Толщина сваренного образца (10 мм), что дает допуск на сварку в диапазоне толщин от 3 до 20 мм.
- D273: Диаметр сваренной трубы (273 мм), что дает допуск на сварку труб диаметром >140 мм.
- PF: Пространственное положение сварки (вертикальное, снизу вверх).
- ss nb: Детали сварки (single side no backing — односторонняя сварка без подкладки).
Аттестация, проведенная под эгидой авторитетных международных органов, таких как немецкое Общество технического надзора TÜV (Technische Überwachungsverein), открывает специалистам доступ к работе на самых ответственных объектах в более чем 130 странах мира, подтверждая высочайший уровень их квалификации.
Заключение
Система стандартизации сварных соединений — это сложный, но логичный свод правил, созданный для обеспечения безопасности и надежности конструкций. Соблюдение требований ГОСТ на всех этапах — от проектирования и подготовки кромок до выполнения шва и контроля его геометрии — является обязательным условием для получения качественного продукта. В сочетании с высоким уровнем подготовки и регулярной аттестацией сварочного персонала, стандартизация позволяет отечественной промышленности оставаться конкурентоспособной на мировом рынке металлопродукции, выпуская изделия, соответствующие самым строгим требованиям качества и безопасности.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.