Содержание страницы
Точность деталей
При восстановлении автомобилей особое внимание обращают на один из важнейших показателей качества – точность. Под точностью детали понимается соответствие ее геометрических параметров (размеров, формы и взаимного положения исполнительных поверхностей) требованиям чертежа и технических условий.
Точность необходима не только для непосредственного выполнения изделием служебного назначения, но и является одной из предпосылок длительной его эксплуатации. Этим объясняется непрерывное повышение требований к точности восстановления деталей и машин в целом. Примечательно, что за последнее столетие точность деталей машин выросла почти в 2000 раз. Анализ проблемы точности и динамики её роста приводит к выводу, что все параметры точности будут ужесточаться еще больше. В ряде развитых индустриальных стран уже введено понятие «нанотехнология», предусматривающее как получение, так и измерение параметров, прежде всего геометрического характера, с точностью до одной миллиардной метра. Таким образом, нанотехнология призвана сменить микротехнологию.
Достижение заданной точности даже на высокоточном оборудовании деталей сопряжено со значительными трудностями из-за возникновения технологических упругих и остаточных деформаций. Поскольку абсолютное достижение номинальных (идеальных) размеров и других показателей точности невозможно, то погрешность изготовления детали ограничивается допуском. Допуск представляет собой разность между наибольшим и наименьшим предельными размерами и назначается конструктором исходя из служебного назначения детали. С уменьшением величины допуска при неизменном номинальном размере возрастает точность детали.
Величина допуска определяется двумя независимыми факторами: номинальным размером детали и её точностью, т. е. деталь любого номинального размера может иметь любую точность, и допуск может быть определён по формуле
![]() (1.1)
(1.1)
где i – масштабный коэффициент; a – коэффициент точности.
Масштабный коэффициент указывает на то, что детали одинаковой точности, но разных номинальных размеров должны иметь различные повеличинедопуски. Очевидно, нельзясчитатьимеющимиодинаковые точности детали с одинаковыми допусками и разными номинальными размерами, например, 1 и 1000 мм. Деталь с большим номинальным размером при одинаковой точности должна иметь большую величину допуска, чем деталь с меньшим номинальным размером.
Опытным путём установлена зависимость масштабного коэффициента от номинального размера:
![]() (1.2)
(1.2)
где D – номинальный размер детали.
Коэффициент точности характеризует точность детали, т. е. степень приближения размера годной детали к заданному (например, номинальному).
Международными стандартами установлена зависимость коэффициента точности от общепринятой характеристики точности – квалитета (IT):
 (1.3)
(1.3)
Квалитет – показатель, количественно характеризующий точность, который введён вместо характеристики «класс точности». Допуски двух смежных квалитетов (при постоянном номинальном диаметре) отличаются в 1,59 раза.
Чем больше номер квалитета, тем ниже точность детали, тем больше величина допуска и тем грубее изготовлена деталь.
Международным стандартом предусмотрено 19 квалитетов: 01, 0, 1, 2…16, 17.
Квалитеты 12…17 предназначены для габаритных размеров, как правило, грубых, необрабатываемых деталей, например картерноблоковых изделий.
Квалитеты 5…11 предназначены для размеров деталей, составляющих сопряжения, т. е. ответственных за работу машин.
Квалитеты 1…4 предназначены для размеров особо точных деталей или измерительных устройств, например калибров.
Квалитеты 01, 0 – перспективные, предназначены для развития машиностроения.
Допуски для каждого номинального размера и квалитета сведены в таблицы допусков и представлены предельными отклонениями от номинального размера.
Достижение заданной точности деталей и готовых машин всегда связано с затратами средств на оборудование, инструмент и др. Чем выше точность деталей (меньше квалитет), тем существеннее возрастают затраты на их обработку (рис. 2,а). Проблема соотношения точности и стоимости обработки является основной при разработке технологического процесса восстановления.
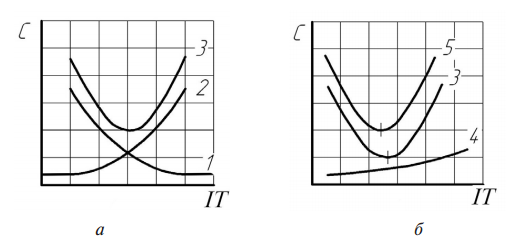
Рис. 2. Графики затрат на ремонт (а) и эксплуатацию (б) в зависимости от точности восстановления изделий: 1 – затраты на восстановление изделий; 2 – затраты на сборку восстановленных изделий; 3 – суммарные затраты на восстановление машины или агрегата; 4 – затраты на эксплуатацию машины или агрегата; 5 – общие затраты на восстановление и эксплуатацию машины или агрегата
Повышение точности восстановления размеров деталей сокращает трудоемкость сборочных работ машин вследствие частичного или полного устранения пригоночных работ, способствует достижению взаимозаменяемости деталей узлов и агрегатов и позволяет ввести поточную сборку. С повышением точности деталей на обработку снижаются расходы на сборку машины. При этом суммарные затраты на ремонт машины имеют некую минимальную величину (в зависимости от точности), к которой надо стремиться при достижении размеров деталей при восстановлении. Точность восстановления деталей, собранной машины или ее отдельных узлов и агрегатов связаны между собой и определяют экономику эксплуатации отремонтированного изделия. За время службы машины эксплуатационные расходы снижаются с повышением точности обработки (рис. 2,б). Если эти затраты суммировать с затратами на восстановление машины, то результирующая кривая, характеризующая стоимость восстановления и эксплуатации машины, показывает, что минимум затрат сдвигается в сторону ужесточения допуска на обработку деталей. Это обстоятельство является решающим при технологическом анализе проблем достижения точности размеров деталей в процессе восстановления.
Детали только на чертежах характеризуются номинальными поверхностями, а в действительности ограничены реальными поверхностями, которые всегда имеют отклонения формы.
Отклонением формы называется отклонение формы действительной (реальной) поверхности или действительного профиля от формы геометрической (номинальной) поверхности или геометрического профиля. Отклонения формы подразделяются на элементарные и комплексные. Элементарные отклонения формы для цилиндрических деталей могут быть в поперечном и продольном сечениях. В поперечном сечении различают овальность и огранку (рис. 3). В продольном сечении – конусность, бочкообразность и седлообразность (рис. 4). Кроме того, в продольном сечении нормируют изогнутость (рис. 5). Комплексные отклонения формы представляют собой совокупность любых отклонений формы поверхности или профиля. Для цилиндрических деталей в поперечном сечении нормируют некруглость, а в продольном – отклонение профиля продольного сечения цилиндрической поверхности, т. е. нецилиндричность (рис. 6).
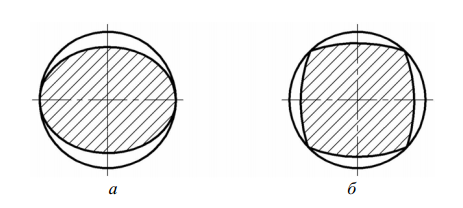
Рис. 3. Элементарные отклонения формы в поперечном сечении цилиндрических деталей: а – овальность; б – огранка
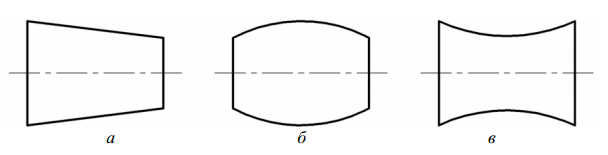
Рис. 4. Элементарные отклонения формы в продольном сечении цилиндрических деталей: а – конусность; б – бочкообразность; в – седлообразность
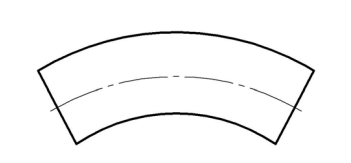
Рис. 5. Пространственная погрешность цилиндрической детали – изогнутость
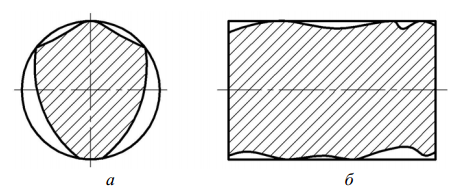
Рис. 6. Комплексные отклонения формы цилиндрических деталей: а – некруглость; б – отклонение профиля продольного сечения
Отклонения формы нормируются десятью степенями точности. Десятая степень точности самая грубая. Элементарные составляющие должны быть на одну степень точнее комплексного отклонения. Например, если на детали допускается некруглость шестой степени точности, то овальность этой детали может быть не грубее пятой степени точности.
Это объясняется тем, что комплексное отклонение может включать различные элементарные.
Отклонения формы образуются в результате упругих деформаций элементов технологической системы, в которой ведется обработка. Упругие деформации возникают непосредственно в процессе механической обработки под воздействием силы резания и вызывают изменение взаимного расположения обрабатываемой детали и инструмента.
Погрешности формы и размеров детали во многом обусловлены следующими факторами: степенью соответствия жесткости обрабатываемой детали и технологической системы; точностью технологического оборудования и оснастки; соотношением составляющих силы резания, зависящих от погрешности заготовки, технологического припуска, подачи инструмента и физико-механических свойств обрабатываемого материала.
Причины, вызывающие отклонения геометрической формы и размеров при механической обработке
Достижение заданной точности деталей при механической обработке сопряжено со значительными трудностями вследствие действия ряда факторов, основными из которых являются следующие:
- точность изготовления и износ технологического оборудования (станков), приспособлений и обрабатывающего инструмента;
- погрешность установки заготовки на станке;
- жесткость технологической системы, в которой ведется обработка;
- температурные деформации технологической системы;
- остаточные деформации обрабатываемой детали;
- геометрическое копирование погрешностей обрабатываемой детали;
- погрешность измерения;
- погрешность наладки станка.
Степень влияния перечисленных факторов на точность обработки различна и зависит не только от вида выполняемой операции, но и от типа производства.
Следует отметить, что отклонения размеров и формы деталей во многом обусловлены упругими деформациями элементов технологической системы, в которой ведется обработка. Упругие деформации возникают непосредственно в процессе механической обработки под воздействием силы резания и вызывают изменение взаимного расположения обрабатываемой детали и инструмента.
Технологическая система ДИСП (деталь – инструмент – станок – приспособление) представляет собой упругую систему, деформации которой в процессе обработки вызывают погрешности размеров и геометрической формы деталей.
При обработке резанием гладкого вала нормальной жёсткости в центрах токарного станка в момент нахождения резца у правого конца вала вся величина нормальной составляющей силы резания Py (рис. 7) передаётся через деталь на задний центр (рис. 8).
Это усилие приводит к упругой деформации заднего центра yз.б, вызывая увеличение расстояния от вершины резца до оси вращения детали. Это, в свою очередь, приводит к увеличению радиуса обрабатываемой детали на величину этой деформации.
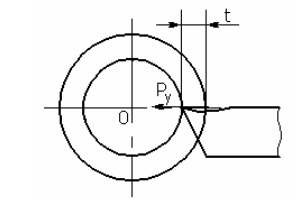
Рис. 7. Схема токарной обработки цилиндрической детали: t – глубина резания
Одновременно под действием Py происходят упругие деформации резца и суппорта на некоторую величину yин, что также приводит к увеличению радиуса обрабатываемой детали. В начальный момент обработки радиус детали оказывается больше установленного на величину
![]() (1.4)
(1.4)
При дальнейшей обработке, при перемещении резца от задней бабки к передней, отжатие задней бабки yз.б уменьшается, но возникают упругие деформации передней бабки yп.б и обрабатываемой детали yдет, которые увеличивают ее фактический диаметр.
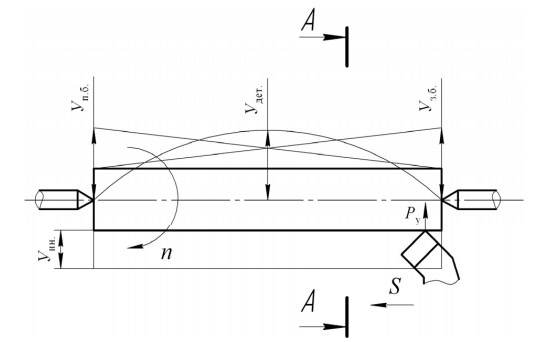
Рис. 8. Упругие деформации элементов системы ДИСП при токарной обработке
Так, в некотором сечении детали А-А ее фактический диаметр может быть определён по формуле
![]() (1.5)
(1.5)
В связи с тем что упругие отжатия элементов системы ДИСП изменяются по длине обработки, это приводит к изменению диаметра и формы детали. Погрешности размера и формы детали в общем случае равняются сумме упругих деформаций элементов системы ДИСП.
Следует отметить ряд характерных случаев, в которых та или иная упругая деформация одного из элементов системы ДИСП является преобладающей в процессе обработки и тем самым определяет ту или иную погрешность формы в продольном сечении.
- Упругие деформации задней и передней бабок равны и больше упругого отжатия обрабатываемой детали. Такое соотношение упругих деформаций характерно для обработки массивных деталей. В этом случае фактический диаметр детали по её краям будет больше, чем в середине. В результате образуется такая погрешность формы, как седлообразность.
- Упругая деформация детали больше упругих деформаций задней и передней бабок. Такое соотношение упругих деформаций характерно для обработки нежёстких деталей, у которых отношение длины к диаметру превышает 12. После обработки детали фактические диаметры по её краям будут меньше, чем в середине, и, как следствие, возникает бочкообразность.
- Конусность образуется в случае обработки детали нормальной жёсткости, упругая деформация которой меньше упругого отжатия одной из бабок. Такое соотношение возникает, например, при обработке детали нормальной жесткости, закреплённой в патроне и в центре задней бабки.
Получение заданной точности детали путём снижения технологических упругих деформаций связано с увеличением жёсткости системы ДИСП и точности изготовления её элементов.
Иногда к погрешности формы причисляют изогнутость (рис. 5), которая возникает при обработке нежёстких деталей. Такое причисление не совсем корректно, поскольку изогнутость образуется не вследствие упругих деформаций элементов системы ДИСП, а в результате изменения напряжённого состояния детали. Поэтому изогнутость следует причислять к пространственной погрешности.
Обеспечение эксплуатационных свойств деталей путем управления несущей способностью поверхностного слоя
Эксплуатационные свойства деталей машин зависят от состояния поверхностного слоя, его качества и несущей способности. Под несущей способностью следует понимать показатель, наиболее полно характеризующий способность изделия выполнять заданные функции при установленных условиях нагружения. В качестве критерия несущей способности деталей в зависимости от условий эксплуатации могут быть использованы предельная нагрузка, время и число циклов до образования дефектов, пределы текучести и ползучести, временное сопротивление, критические деформации, контактные пределы текучести и выносливости, твёрдость поверхностей. Так, в качестве критерия несущей способности соединений с натягом достаточно часто используют усилие распрессовки, а подвижных сопряжений – коэффициент трения.
Несомненно, несущая способность зависит от всей совокупности свойств материала и параметров качества поверхности и точности детали, полученных в процессе обработки.
Обеспечение эксплуатационных свойств путем управления несущей способностью поверхностного слоя показано на рис. 1.
Состояние поверхностного слоя в процессе эксплуатации и условия нагружения образуют сложную динамическую систему, которая должна находиться в состоянии квазистатического равновесия. Изменение состояния поверхностного слоя при работе детали влечёт за собой изменение условий нагружения и формирования площади контакта. В частности, приработка рабочих поверхностей и формирование вторичных структур приводят к снижению коэффициента трения в подвижных сопряжениях, в результате чего уменьшаются действующие нагрузки и изменяется характер их воздействия. Это увеличивает несущую способность поверхностного слоя.
Возможны условия нагружения, при которых для данных параметров поверхностного слоя равновесное состояние динамической системы не наступает, так как не образуются стабильные вторичные структуры. В этом случае не обеспечиваются нормальные условия контактного взаимодействия: увеличиваются рабочие нагрузки и температура в зоне трения. В результате образуются задиры и наблюдается интенсивное изнашивание рабочих поверхностей. Поэтому эксплуатационные свойства поверхностного слоя в ходе процесса восстановления, особенно на операциях окончательной обработки, должны формироваться целенаправленно с учётом конкретных условий эксплуатации и возможного механизма разрушения, а также с учётом явления технологической наследственности.
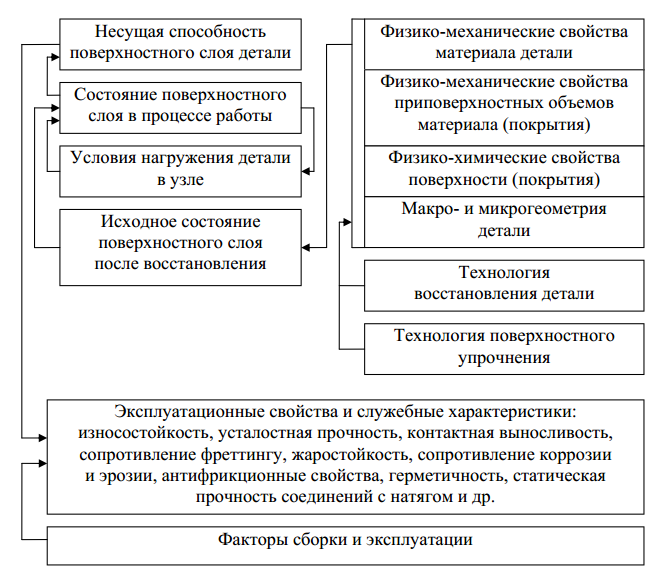
Рис. 1. Схема обеспечения эксплуатационных свойств путем управления несущей способностью поверхностного слоя
